■ ACMT/ 杜俊德
前言
塑膠射出加工這個行業,真正在日本開始大約經過了50 年,但至今還有許多生產過程中,老生常談的品質不良的代表名詞「短射」「毛邊」「燒焦」「翹曲」「變形」 等等並沒有消失。
為了解決相關的問題,技術者必須將機器停止,再加以調整,從射出開始偶而的瞬間停機, 如何能達到完全不用停止就能生產呢?在這些問題中, 在模具上通常會都會清理模具後(特別是在排氣槽)又 能恢復到剛剛注塑時的狀態。如何改善排氣的方式,在此次IPF展會中有幾家模具相關專家提出此見解。除此之外,還有其他不同的先進技術提供參考。
可排氣的頂針銷
製品頂出是注射成型過程中最後一個環節,當製品在模具中固化後﹐需要有一套有效的方式將其從模具中頂出﹐頂出品質的好壞將最後決定製品的品質,因此,製品的頂出是不可忽視的.且在頂出中不能使製品變形﹑頂白﹑破裂等損壞製品的現象。
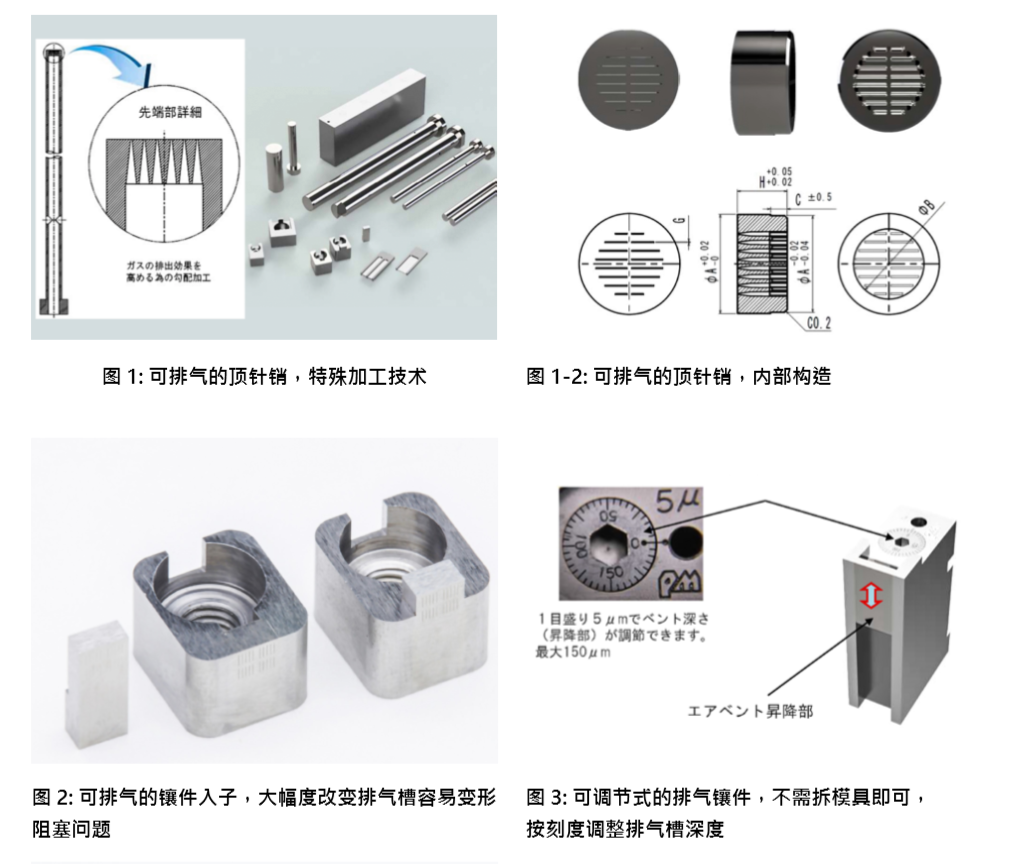
日本普樂望公司所提出的新技術”可排氣的頂針銷”(圖1)在頂針棒的前端以特殊加工技術,所做的可排氣式頂針銷,依照頂針銷的粗細尺寸,有不同的排氣孔,排氣溝的設計在註塑同時, 很容易將模腔中的大氣直接透過排氣頂針銷直接排氣, 相較於傳統的產品流動末端,更佳直接有效達到低壓注塑的效果。可排氣的鑲件入子(圖2):展示了流道末端 的排氣鑲件,同樣的大幅度改變以往排氣槽容易變形阻塞問題。
可調節式的排氣鑲件
可調節式排氣鑲件(圖3):可調節式的排氣鑲件以往排氣在固定位置,固定排氣槽深度,發現排氣不良或出現毛邊時,必須將模具拆下,重新修改,使用這個發明後, 不需拆模具即可,按刻度調整排氣槽的深度。使用調節 式的排氣鑲件時,另外通過更換內置的彈簧,可以應用在模具延長使用壽命。最小尺寸規格為可製成最小寬度為3毫米至100毫米。在成型過程中首先出現的問題是壓倒性地堵塞排氣口的“短射”。如果從成型開始10 小時後出現短射,排氣能力只有10小時。如果你想要30個小時,需要一個三重通風口。相反,如果可以將進入空腔的氣體減少到三分之一,也可以將其保持三次。通過一起使用“可排氣的頂針銷”和“可調節式的排氣鑲件”,將有效率的提高生產效率。

大幅縮短成形週期時間,星形主流道進澆套日本普樂望公司所提出的新技術”星形主流道進澆套”縮短成形週期時間,節約材料,(圖4)模具主流道的可更換式澆套,從圖形可看到澆套的中間孔,並不是傳統的圓形,而是以特殊的加工技術,作為六星形,星形的結構,除了節省材料之外,大幅增加了塑膠材料與模具的接觸面積,在生產時快速將熱量帶離塑膠,縮短成形週期。除此之外,又可以依照需求將 與註塑機射嘴接觸部分設計成防止拉絲問題,降低拉 絲所造成不良現象。
(圖5)防止拉絲主流道澆套:防止拉絲射嘴,在增加了許多溝槽,使射嘴與澆套之間增加許多空間,在澆套內部增加散熱空間所以即使是將降低射嘴溫度,也不易產生冷料頭現象,有效防止拉絲。
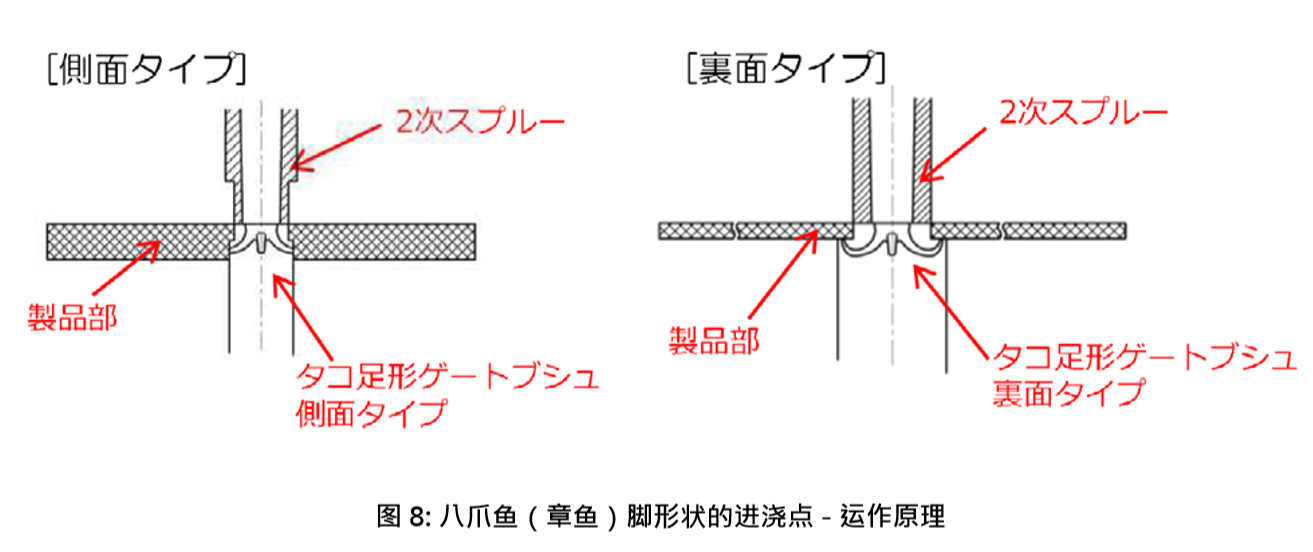
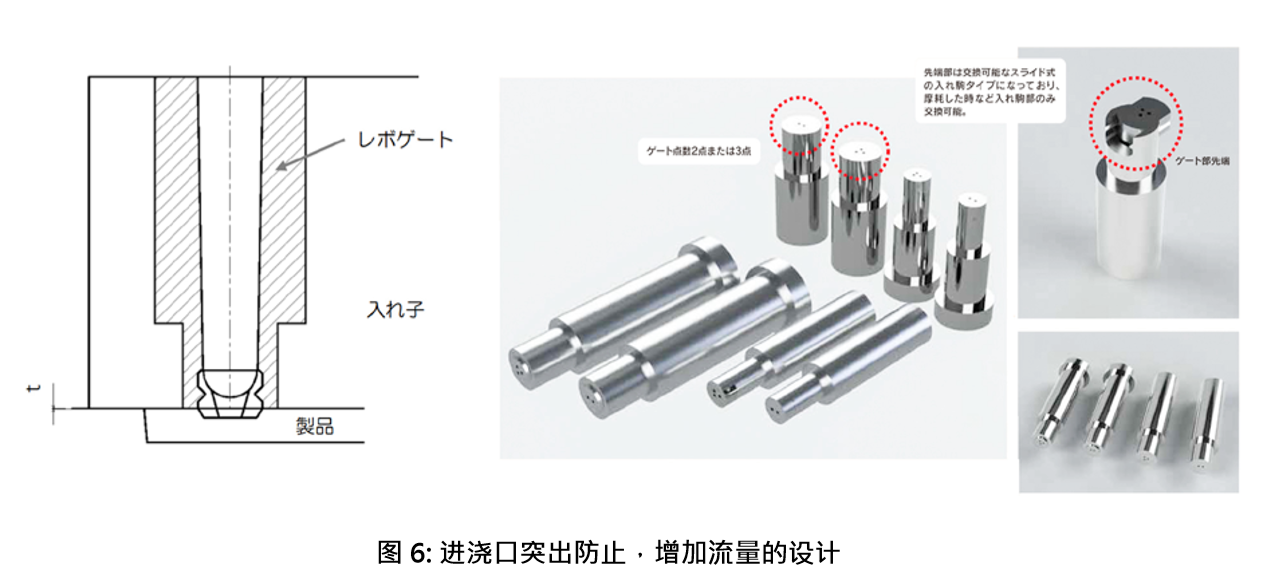
(圖6)進澆口突出防止,增加流量的設計:進澆點的 特殊設計澆套,運用在模具上,避免產品上有突點的 問題。 (圖7)八爪魚(章魚)腳形狀的進澆點:是將傳統的點進澆口,設計為多點,節省材料,又降低的注塑時的損耗,依照不同需求,又可以設計成上面, 類似於星形澆套的多體圓形澆套,降低週期時間。
澆口套效益
澆口套又叫唧嘴、灌嘴、澆口灌,(英文翻譯為: IngateSleeve),是讓熔融的塑料材料從注塑機的噴嘴注入到模具內部的流道組成部分,用於連接成型模具與註塑機的金屬配件。選擇澆口位置的技巧1.將澆口放置於產品最厚處,從最厚處進澆可提供較佳的充 填及保壓效果。
如果保壓不足,較薄的區域會比較厚的區域更快凝固避免將澆口放在厚度突然變化處,以避免遲滯現像或是短射的發生2.可能的話,從產品中央進澆將澆口放置於產品中央可提供等長的流長流長的大小會影響所需的射出壓力中央進澆使得各個方向的保壓壓力均勻,可避免不均勻的體積收縮3澆口(Gate)澆口是一條橫切面面積細小的短槽,用以連接流道與模穴.橫切面面積所以要小,目的是要獲得以下效果:A.模穴注不久,澆口即冷結.B.除水口簡易.C.除水口完畢, 僅留下少許痕跡D.使多個模穴的填料較易控制.E.減少填料過多現象。 ■”