
■邱耀弘/ACMT
摘要
2017 年,對大中華區的PIM 產業來說已經進入了第四個十年了,在經過近十年兩岸三地( 中國大陸、臺灣與香港) 同業對粉末制程的齊心努力,以及德、美、日的先進供應商的導引,粉末注射成形技術得以公平、和平的在大中華地區 – 世界製造聖地的這幾片土地上,綻開花朵幷且結果,讓我們共同分享這美好時代的開啟;同時,我們還要齊心面對隨之而來更嚴峻的挑戰。
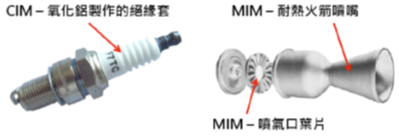
圖(1):傳統PIM 技術的兩大代表產品,左:CIM 製作火花塞的絕緣套;右:MIM 製作的火箭噴嘴

圖2-(1) 蘋果電腦的雷霆接頭(Lightning) 是MIM 當今在3C 產品中出貨數量超過10 億個紀錄的大宗製品;(2) 從2012 年興起的智慧手機卡托就一直使用到今天,也是MIM 的代表作品,數量也超過了5 億個;(3) 光纖基座是MIM 產品和(4) 陶瓷插新市CIM 產品,使用一個光纖基座要配合二支陶瓷插芯,才能讓不可以彎折的光纖進行轉彎傳送大量信號無誤;這個產品的數量也突破到1 億套以上。
1.前言
可以用宋代名將岳飛的「滿江紅」中的兩句作為本文開場詞:『三十功名塵與土;八千里路雲和月』,這兩句詞道盡了兩岸三地從事PIM 產業人士的辛酸、歷程,以及堅毅和執著。如圖(1) 所示,最早自1950 年代的陶瓷粉末注射成形技術開始生產汽車用火花塞(Spark plug)絕緣套為代表、1970 年代的金屬粉末注射成形技術的火箭噴嘴為代表(Parma Tech,美國加州),直到今天,這些產品都還是在使用的標準用品。看看大中華地區,是由現已由臺灣大學退休的黃坤祥教授在1985 年自美國任色列理工(RPI) 的大師R. M. German教授的粉末冶金實驗室(Prof. R. M. German- PM LAB.)引入華人圈的技術,回到臺灣後由他與同門師弟林舜天教授(Dr. Q 的碩、博士班指導教授) 推廣此產業至今有32 年餘;同在1985 年,黃坤祥教授應當時于湖南中南大學已退休的黃柏雲院士( 曾是該校教授與校長) 到中國演講,開始了PIM 技術在大中華的生根與散發。Dr. Q 有幸於1991~1996 年在校學習過程,跨校同時接授兩位黃、林二位教授的課程指導和洗禮、認可(Dr. Q博士學位口試官包含二位教授的簽認),在畢業後二十幾年,一起在大中華業界推廣PIM 技術。當然,也包含各位讀者一起參與了這場盛會!!
時光飛逝,三個十年(Decade;1985~1994-1995~2004- 2005~2014) 轉眼過去,Dr. Q 在撰寫本文的時候,轉眼又過了兩年到了2017 年。歷史是一面誠實的鏡子,反映著我們的過去並審視著我們對未來規劃,從事PIM產業的各位,您們選擇這正確的事業而堅持著去做,這是大中華區製造的歷史上偉大的榮耀。
MIM 的爆發期使於2008 年開始,美國蘋果電腦公司(Apple Inc.) 注意到粉末成形技術的重要性,且2011 年開始使用MIM 零件取代傳統壓鑄件作為蘋果手機和筆記本電腦的內外部零件,旋即使得MIM 產業在近五年(2012~2016) 呈現爆炸式的成長,包含市場應用、產品、MIM 設備、MIM 零件製造商,以及MIM零件後加工廠,帶動的產業旺盛生命力,都不是當初黃坤祥教授剛回到亞洲艱辛的推廣此門技術所能料想的,也算是一件兩岸人民與企業聯手創歷史的佳話!
同時,大陸地區在1990 年代的MIM 硬質合金手錶( 以鎢鋼和碳化合金,製作重金屬風格的手錶暢銷美國)和兩岸CIM 從早期僅能製作仿冒陶瓷手錶( 當初歐洲推出雷達表為代表的高級手錶,都是由日本京瓷公司提供的氧化鋯零件),一直到了2013 年由李克強副總理推動中國網速大提升,MIM 光纖接頭和CIM 光纖插芯的大爆量,PIM 技術正引領著智慧手機朝向高級金屬質感和陶瓷外殼的新時代,PIM 技術已經創造了很多奇跡,這個發明不到一個世紀的新技術,也正帶領大家往前邁進到更高深的粉末成形技術 – 3D 列印與奈米級高熵合金成型技術而戮力前進。圖(2) 為近代PIM 在3C 產業的代表產品。
2.亮點:MIM- 第五代金屬成形技術
在日本粉末冶金協會網頁(http://www.jpma.gr.jp/technology/mim),清楚的描述各世代的金屬加工技術,粉末冶金制程(PM 及MIM,熱們的3D 列印也屬於此技術拓展) 為第五代金屬成形技術,套句中國的成語:「聚沙成塔、點石成金」,以粉塵般的金屬或是陶瓷粉末經過適當的制程工藝( 模造或電腦控制列印堆疊) ,製作出金屬實體的零件。那麼,MIM 的魅力又在何處?請見圖(3) 所示,比較幾個金屬相互競爭制程,包含:液態金屬(Liquid Metal® 這是一個品牌號,材質為玻璃態金屬,液態金屬是做為一個品牌名稱),屬於鑄造的範疇,類似於壓鑄機但注射溫度高於傳統壓鑄機;鍛造、脫蠟鑄造、傳統粉末冶金壓制和MIM。
當所有性能比較起來( 圖中的雷達圖所表示的各種競爭項目點數),MIM 可獲比較多的優勢。這樣,MIM就成為當代令人驚豔的金屬加工技術。請注意,所有金屬加工工藝比較都先排除後續數值控制加工(CNCmachining) 及表面處理。
原來,利用塑膠注射機可以快速的複製零件生坯( 少於30 秒內便可以注射一模次, 通常模穴都在2,4或8 模穴),經過脫脂/ 燒結/ 後加工配合,可以在較短時間產出大量的金屬零件,更重要的是快速擴產(Manufacturing scale up quickly),完全符合如短時間需要大量鋪貨的智慧手機和電子產品,在開發成功後必須立即大量產出的模式,這是其他非粉末製造技術可以比擬的。
工業界對於新制程的認知到實際的應用,隨著網路時代的發達而縮短,即便如此,很多人早已經聽過3D 列印和液態金屬,卻仍有未聽過MIM 制程的人不在少數,Dr. Q 認為這是明星和凡人的區別,MIM 誕生在網路不發達的時代,加上過去二十年由於設備與原材料不成熟,造成MIM 技術鮮為人知,如果沒有在股市分析、天下雜誌的推波助瀾( 銘謝臺灣天下雜誌繼專欄作家賦予Dr. Q 黑手博士的封號,人在江湖,有種不黑不行的感覺,但喜愛這個封號,這代表Dr. Q 是下現場親手參與工作的人),以及ACMT 和Moldex 3D 的協助推廣,恐怕,MIM 仍舊是一門不為人知的冷門技術。
看看亞洲,自2008 年之後的日本,其國內MIM 製造的廠家呈現縮減的趨勢( 目前僅剩21 家);在韓國僅能為10 加以內的MIM 廠;新加玻僅有的4 家MIM 廠,也在安徽設下了中國分場,這比起近5 年來大中華區暴增150 家的熱絡發展情況,這是有很大的差別,在接下來的內容,將為各位探討PIM 的現況和未來,到底是甚麼因素,造成大中華區PIM 產業興盛的現況?
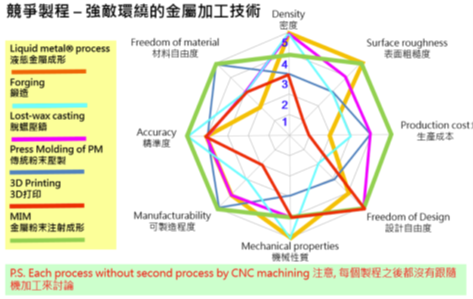
圖3: 各種金屬零件制程的競爭比較
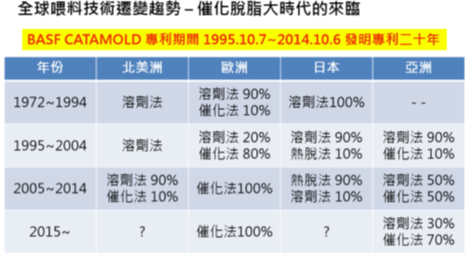
圖4: PIM 餵料發展的大趨勢是根據脫脂方式而演變
3.影響PIM 發展的主要因素
本節所要談到的,是Dr. Q 在學校畢業後投入PIM 產業,由臺灣出走中國再回到臺灣的心得與看法,分享給各位產業先進與夥伴。
3-1 催化脫脂的大時代來臨
PIM 產業原本分為四大區塊北美洲(North America)、歐洲(Europe)、日本(Japan)、亞洲(Asia);請見四大區塊PIM 脫脂技術的遷移表如圖(4)。早期的MIM 喂料是每個生產廠家的天大機密,好比著名的北京全聚德烤鴨,塗在烤鴨身上的烤鴨調味醬汁,或是臺灣鼎泰豐的小籠包餡,調味的方式是機密!但是經過專利到期與學術單位的破解和推廣,把蠟基與塑基餵料的成分組成黑盒子打破之後,將過去餵料配方繁雜的種類縮減到簡單幾種而容易操作,安全而且高度自動化的脫脂裝備,PIM 從業者可更專心的把產品尺寸做好。現在,普及的餵料技術已經讓MIM 推廣更為的順利了。最重要的是,MIM 餵料的成形模擬可以套用如Moldex 3D 的數字仿真技術,真是太方便了。那麼,催化法脫脂配方( 塑基餵料) 技術的好處在哪裡呢?以下是Dr. Q 的觀察結論:
生坯強度高、精准,先進行加工再脫脂,仍保有正確形狀。
在其他脫脂系統的不同配方黏結劑,不論是溶劑脫脂,水脫脂或是不需要二次轉移的熱脫脂,都沒有以聚甲醛( 英文:Polyformaldehyde,又名縮醛樹脂Acetaln resins 或是聚氧亞甲基polyoxymethylenes)超過黏結劑全部80% 體積以上的餵料所做成的生坯來得堅固精准,不但可以進行加工如沖切、打孔與鑽孔,坯體仍舊維持準確的形狀,因此,在2013 年時Dr. Q 即大膽預測未來將成為催化脫脂配方餵料的全盛時期,再加上BASF CATAMOLD® 專利已經過保護期,中國境內生產的商用催化脫脂餵料和能自行調配的廠家,都已經不在少數,自家調配餵料的性能都已經接近甚至超越BASF 水準。

圖5: 青島亙易隆設備的混煉造粒複合式一體機,一站式設備解決了混煉與造粒不同步的困擾,同時也使操作者保障了安全和避免餵料污染,是日本MIM 業者眼中的中國精品,臺灣也有數家MIM 工廠採用


圖(6-1):深圳星特爍出品的催化脫脂爐在中國境內市占率最高,其強大快速和易操作為特色
圖(6-2):寧波斯百睿自動化出品的高速催化脫脂爐,獨家的強化脫脂坯技術是最未來的脫脂趨勢
這是另一個過去五年(2012~2017) 在中國突飛猛進的專項設備,PIM 的餵料混練技術發展幾乎和塑膠、橡膠是同步進行,但由於PIM 餵料中固體粉末佔有很大比例( 至少是體積比的50%),採用傳統的塑、橡膠混煉機是沒有辦法充分均勻化的;同時,混煉後還要取出熱燙的團塊進行轉移造粒,經常發生燙傷和污染。幾年前,青島亙易隆( 本期有專文介紹) 便開始研究如何把混煉和造粒工序一體化,然後到了2016 年這樣的一體化設備也成功銷售到日本MIM 的工廠,如圖(5) 所示,大大推進了傳統餵料和催化脫脂餵料調製的方便性。
催化脫脂過程安全性高
主要是採用氣化的硝酸甚至最新固態草酸,由於過程沒有大量的溶劑,不必擔心溶劑的危害與後處理,自動化設備可以完全控制酸洩漏的危險性。早年曾經發生的脫脂工序爆炸事件中,催化脫脂都不像溶劑脫脂發生燃燒性的危害,大多是舊型設備的程式設計失當以及沒有適當的維護設備( 排氣管路清理)。目前最新的大陸廠商自行開發的催化脫脂爐以深圳星特爍科技和寧波斯百睿自動化兩家公司最具代表,也就沒有再發生爆炸事件。如圖(6) 所示,這兩家公司的歷史都很短,卻能成功的根據餵料中POM 分解的特性進行安全管理,並製作成可程序控制的設備,令人激賞!( 同樣的,本期有深圳星特爍和寧波斯百睿的專文報告)
因上述三點,Dr. Q 認為未來的PIM 零件製造採用催化脫脂的系統,已經是必然的趨勢。最近,大陸的幾家喂料廠正邁向更低收縮比(Oversize Shrinkage Factor,OSF<1.165) 以及複合脫脂法( 溶劑脫脂+ 催化脫脂) 邁進,這是中國PIM 產業技術突進的活力象徵!

圖7: 根據發展地區的先後,大中華地區從事MIM 行業的地區別
3-2 接近市場決定成敗 – 再以MIM 為例
從2012 開始,Dr. Q 在臺灣、大陸、日本、美國四地從事業務推廣與訂單爭取,經常遭遇到新加坡和印度的MIM 同業,盛況空前。我們都很清楚,用戶端的採購第一句話會先問MIM 工廠設在哪裡?因為客戶要瞭解離他們的組裝廠有多近,以達到最及時的交貨供應,通常是「當零件發生問題,你們的工廠端可以有多快的反應和補救?」。沒有錯,當美國蘋果公司選擇了大中華區作為組裝生產基地時,本地的MIM 製造廠家便當然的具有了地主的優勢了,請看圖(7) 所做的說明。
很明顯的,蘋果代工模式最早由臺灣發展到大陸而過及整個大中華區,所以客戶其實是逐良駒而行之,大陸的MIM 廠的設立初期受到蘋果手機影響僅有數家大型MIM 廠,但近五年受到國產智慧手機的需求也開始採用MIM 產品的影響,加上早期手持裝置- 手錶這個穿戴式裝置的先驅,都集中在珠三角,因此當今MIM工廠密度最高的地方,第一集中地區在東莞市的長安鎮,第二集中地是深圳市的沙井鎮,兩個地區相隔不到50Km,至少30 家MIM 廠坐落在兩地之中,堪稱MIM 產業世界第一絕!
新加坡和印度的同業,在去年就都放棄了以3C 產品為主的MIM 零件( 包含蘋果、三星、HTC、華為、VIVO、OPPO、小米、中興、金立),主要是反映”價格沒有優勢,連運輸和及時補救都沒有辦法和中國MIM 廠抗衡”,這正是中國MIM 廠的寫照,報價低、交貨及時反應要快( 把交貨廠地和技術人員就近的放在客戶家旁邊),24 小時、一周七天不休息,在這個行業仍舊是奉行的圭臬!
 圖8: 左:位於寧波的長飛亞電動注射機組裝工廠; 右:最新長飛亞PIM 專用電動注射機
圖8: 左:位於寧波的長飛亞電動注射機組裝工廠; 右:最新長飛亞PIM 專用電動注射機
3-3 人料機法二大關鍵 : 料與機優化和本土化
我們都知道,由於大中華區的人民對於勤奮工作和努力賺錢,是傳家的優良美德也是全球競爭環境下生存之道,那麼,如何引入國際高水準的人才( 人)、原料( 料)、設備( 機)、技術( 法),在進行本土化的銜接,如我們所看到的PIM 產業,就是循著這個模式進行。
3-3-1 粉末與常規餵料
金屬粉末與常規餵料也在BASF 專利過期之後,如雨後春筍紛紛破土冒出頭,中國學校的基礎科學扎實,對於煉礦和冶金都有具體的課程,同時因為畢業學生有出路,企業有需求,金屬粉末的製造在中國非難事,北京的安泰、黑龍江吉恩鎳業、石家莊利德、首鋼長白、山東中泰、江蘇天一、江西鷹潭龍鼎、江西悅安微特、湖南恒基、湖南驊騮、泉州的天智、、廣州科學院、東莞精研…超過30 家可以製作常規與非標的金屬粉,這也造就了大中華區市售常規餵料的廠商如北京微那寶德、山東中泰、昆山納諾、湖南菲德克、深圳卡德姆…等,可作為BASF 替代料的眾多選項。
因為中國本土化的追趕,國際知名的BASF,Sandvic-Ospray,Carpenter,日本大同、住友、大平洋以及三菱制鋼、也都紛紛降價賣粉,可想而知中國的市場不只有大餅,還能夠增加吃餅的人口!
本期專文將邀請這些供應商們上場介紹,由於篇幅的限制,我們會在隨後幾期以專稿或特稿再介紹更多更詳細的供應商資料和沿革,讓大中華地區的使用者更能知悉我們的產業。
3-3-2 模具與模流分析
模具是PIM 產業倚靠的大專案,就因為在中國和臺灣,兩個地區是塑膠產業王國,加上近五十年間由於德日先進工具機的引入到成熟採用,本土境內有相當多模具業者能夠製作精良的PIM 用模具。由於數量龐大,同時有些PIM 廠也有自己的模具廠,Dr. Q 就在本期專刊中不介紹,留待後面幾期來做。
至於模流模擬和分析,就不能不提到華人的驕傲:Moldex 3D,臺灣科盛科技有限公司,位於新竹以臺灣國立清華大學張榮語教授帶領的團隊開發的軟體,已經旋風式的席捲全球PIM 產業,連德國BASF 總公司的PIM 實驗室都使用這套軟體,Dr. Q 也請科盛撰寫專文來說明2017 Moldex 3D R15.0 最新版本對產業提供甚麼樣的升級服務。這裡就不再贅述了。
3-3-3 餵料混練與脫脂設備
這部分由於3-1 節已經有介紹,此不重複的提出。邀請專文的包含餵料混練- 青島亙易隆、東莞燁橋、以及催化脫脂的深圳星特爍與寧波斯百睿兩家公司。
3-3-4 注射成形機
當今全球有哪家公司每週可達交80 部大大小不等的注射機?不用懷疑,那就是位於寧波,擁有全球最大量交貨實績的注射機製造公司 – 海天塑機集團,在中國境內光PIM 的市占率以海天油壓機(Haitian)+ 長飛亞(Zhafir) 電動機,攻佔超過50% 以上,在進口設備阿博格(Arburg)、日精、日鋼、住友、番那克等名牌圍攻之下,並購的長飛亞德國和中國團隊提供的最新電動注射成形機,以物廉價美的優勢,成功的打入許多國內PIM工廠,相關日本品牌新瀉電動機 ,也將在今年於臺灣登場,中/ 德/ 日的混血經驗,順利讓海天塑機集團躍登全球舞臺。圖(8) 為長飛亞電動機生產工廠和最新PIM專用電動注射機,Dr. Q 有請海天塑機集團的德國品牌-長飛亞也來介紹一下他們在PIM 的優勢。
3-3-5 真空燒結爐
在上面中提到的幾個設備之外,有一家的設備供應商不得不提,那就是寧波恒普真空技術有限公司,在2011 年的時候,劉鵬總經理還只是日本島津真空爐的中國寧波工廠副總經理,當時他每年可幫日本島津賣掉50 個以上的真空燒結爐。在意識到日本企業不能給中國員工更大的願景時,他毅然脫離島津,自己和幾個員工斥資一起設計出中國制的燒結爐。在2012 年底開始賣到市場,然後,2014 年底日本的產業調查社前來針對恒普的真空燒結爐調研,給出以下一些結論:
- 恒普真空爐市占率已超越日本島津真空爐高(2013.1~2014.8),在長江流域甚至達74% 市占率
- 恒普真空爐的修改和性能提升是有目共睹的,超越日本島津真空爐
- 恒普真空爐只專注燒結MIM 用石墨真空燒結爐,出售價格低於日本島津真空爐
客戶的口碑成為大中華區最佳的典範,Dr. Q 在1997曾到日本島津設備總公司購買和參觀,當時被邀請看完島津所有先進的燒結爐體的加工制程,從未想到中國製造有超越日本的一天。在2014 年以後的每一季,恒普真空的劉總和徐總兩位年輕總裁總,總會定期邀請Dr. Q 去對其內部員工上課,檢討過去聽到、看到人們說恒普哪裡有缺點,然後再加以改進,每次都感覺到那種追求心靈上品質的感動,沒有人種膚色、無國界的差異,不批評對手、不口出惡言,恒普是非常值得Dr. Q 學習!!請看圖(9) 。
現在中國島津真空爐也推出類似於恒普的設計並且以降低價格企圖拉回客戶,這就是因為有競爭對手跟進的挑戰和堅持改善自身設備的品質,大中華地區的MIM 廠可以得天獨厚的擁有國產化的原料和設備,所以在競爭優勢上超越了非華人的MIM 工廠,這是我們的驕傲!!
3-4 更進一步的挑戰 – 高精確度燒結的裝備
在2016 年底有一家新廠商崛起 – V-tech,蘇州宏倫真空科技的技術組合是來自臺灣臺北工業專科學校時代的五年同學組,塗偉倫總經理和海天塑機集團總監( 本期有專文報導V-tech),這兩位算是Dr. Q 領有學生證的學生,其中趙總監還曾經是Dr. Q 的同校校友和晟銘電子時代的同單位同事,由於兩位元對於真空技術和MIM 技術的熟悉,目前設計出真空燒結爐朝高精密度 – 可控真空燒結溫度達到+/-5℃以內的波動,使燒結後產品尺寸可控制在+/- 0.01mm,在不使用大型連續熱場的方式, 2016 年10 月推出第一個臺灣技術加上中國境內制造的真空燒結爐正式上市並售出給客戶使用,如圖(10),也算是臺灣地區站上MIM 工業改革的新勢力。當然,臺灣還有其他能做燒結爐的如美揚科技,有事大家熟悉的。

圖9: 恒普真空爐是第一家把沉重的變壓器架設在爐體上,為客戶節省1.5M2 的空間,處處貼心的設計贏得中國和臺灣市場的信任,也打開歐洲人的心房。多規格的批次真空燒結爐提供客戶有效率地進行生產。
圖10: 蘇州宏倫真空(V-tech) 推出新一代高精密度真空燒結爐,挑戰滿爐+/-0.01mm 以內的尺寸波動,協助業主把MIM 燒結品尺寸精度往上提升
3-5 突破進口連續爐的壁壘
另外, 深圳星特爍和寧波恒普真空也製作步進梁(Walking Beam) 式的連續燒結爐,突破了以往必須進口自國外的窘境,這是一個大的躍進如圖(11) 所表示,這會在本期專文報導中由各家自行表述,請讀者一定要往下繼續閱讀。
3-6 特有資源崛起
還有一些特殊物資,例如鎢粉,這獨佔不是其他國家地區可以擁有的條件,鎢在中國江西算是大宗,還有鎳,中國北方的鎳礦也數一數二,所以世界最大的鎢粉和鎳粉供應都是集中在中國境內,近年由於手機設計越見薄型化,因此對於機構零件的寬和高都講究起來,恰好利用鎢合金的比重高,相同的體積有金屬的二倍以上重量,可以讓手機的設計產生重量偏移,利用鎢合金製作不平衡配種讓手機跌落時刻意撞擊堅固的位置,避免玻璃螢幕的破裂,這是一個新的商機。另外,在日本釣魚用的配重墜也被強制要求不可使用鉛錘,利用鎢合金做的配重塊也派上用場,這是過去沒有的商機。另外,特殊的鈷、鉬、銅等合金被提出來以MIM 製造成器件,以改善電子裝備的磁性功能,都是大中華地區具有特殊資源也會造就新市場的機會。
其實還有一個資源 – 人力,Dr. Q 認為大陸地區有充足的並且願意工作的勞動人口,包含:管理人才、工程師和基層勞動者,相信臺灣本土應該要認知的事實,由於大市場機會是大陸的既有優勢,要回看臺灣 – 年輕勞動人口流失,而那些相對需要付出的工程和管理知識的人才也因為失去舞臺,而遷移到大陸上班,臺灣政府應該要重是這樣的問題,除了加強創造就又機會之外,也要放遠眼光和企業一起投資新技術,否則下一代拿什麼來養活自己?

圖11: 左為深圳星特爍的步進梁連續燒結爐;右為寧波恒普真空的步進梁式燒結爐,設計不盡相同但燒結的精密程度( 一樣可達+/-5℃ ) 和產出量驚人式這種爐體的特性,這是蘋果公司喜歡的設備。
4.明星產品的回顧與展望
其實在2008~2012 年,諾基亞(NOKIA)、摩托羅拉(Motorola)、黑莓(Black Berry) 以及臺灣的宏達電(HTC),Dr. Q 都曾經在逝去的歲月留下一些輝煌的紀錄,請各位讀者看看當年採用MIM 零件的裝置和手機,應該都是各位曾經用過的裝置吧?
4.1 明星產品的紀錄
先來定義一下什麼是明星產品? (1) 有單日數量至少突破5 萬件,(2) 連續有一年以上訂單持續,(3) 至少三家以上大型MIM 廠聯合供料或是供應給相同的客戶。

圖12: 筆記本電腦上的凹凸輪,是利用耐磨的鐵系合金和工具鋼製造而成,藉由MIM 可製作三維度的造形達到螢幕的任意角度停止,自動閉合與限位的作用,這是典型凸輪機構的代表( 照片取自晟銘電子科技網頁)
筆記本電腦用轉軸用凹凸輪
MIM 廠代表: 新日興、兆利
年代: 2005~ 迄今
材質代表: Fe-2Ni,M2,SKD11,
SUS-420J2,SUS-440C
後加工工藝: 滾動研磨、熱處理硬化
在10 年前(2007),臺灣和大陸江蘇省昆山的筆記本電腦產業業如日中天,每年以量產1 億部筆電的能力傲視全球,對於筆記本電腦螢幕的開合機構,就需要使用耐磨損的材料和凹凸輪(Cam) 設計,在有限的空間中史螢幕可以固定在任意角度,如圖(12) 所示,即便到了十年之後的現在,這些凹凸輪的設計仍就依賴著MIM 技術製造。
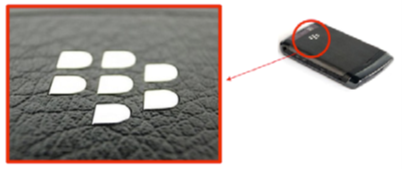
圖13: 黑莓機標牌,有七個凸粒代表BB 兩個字的迭影,是典型MIM 的外觀件,利用後制拋光將凸粒表面拋成鏡面,成為外觀裝飾的功能
黑莓機標牌
MIM 廠代表: 晟銘電
年代: 2009~2015 停產
材質代表: SUS-316L
後加工工藝: 平面研磨、平面拋光、PVD 調色
黑莓機在2009 年的聲勢,並不亞於蘋果 i-phone,尤其它特殊加密的作業系統,是各國企業和政府願意採用的因素,即便到智慧手機充斥的現在,還有一群死忠用戶用著帶著一個鍵盤的黑莓機。大部分的黑莓機標牌采用的是MIM 制程,在此之前是用雷射點焊黏貼金屬沖壓片小點或是黏貼電鑄鎳板,頻繁的掉落導致黑莓機決定改用MIM 制程,同時也包含許多的內結構件兼外觀功能的零件採用本制程,帶動起MIM 機構外觀件的風潮。如圖(13),黑莓機標牌特殊的凸粒,必須採用MIM 並加以拋光達到鏡面效果。

圖14: 曾經獨領風騷的智慧手機支架,隨著消費者使用的故障率高,逐漸在智慧手機簡化設計的風潮一起後,這些額外的機構件就消失無蹤
智慧手機的支架
臺灣MIM 廠代表: 新日興、晟銘電
年代: 2010~2012 停產
代表材質: Fe-2Ni
後加工工藝: CNC 車床鑽孔、矯直、拋光、拉絲、PVD 調色、上UV 保護漆
HTC 在當時的氣勢頗佳,加上智慧手機剛上市具有影片播放功能,因此在中國的智慧手機都帶有支架,方便播放影片供一群人一起觀賞觀賞,所以僅一家HTC 當時就有不少於十款的支架,其他的手機廠也跟進,其中以圖(14) 的HD-7 作為典型代表,這個支架必須在中間讓照相機鏡頭穿過,強度又能夠維持的夠好,推出大獲好評,但在消費者的應用習慣上竟然將支架當作螺絲起子,因此經常發生支架斷裂整機報修的事件,也導致智慧手機逐漸在機身上減少額外機構零件,以避免手機的機構零件故障或遺失,包含固定電池不使用電池後蓋、取消拉伸式的天線、支架改於配件套上、不再使用觸控筆,以及未來甚至取消Home Key 和SIM 卡。

圖15: 各種以MIM 製造的光纖基座款式,這是典型長單,不會因為手機某個機種停產而消失的零件,屬於真正以MIM 製造的零件,在沒有MIM 製造這產品時,以CNC 加工的方式產量很低
光纖基座不銹鋼支架
臺灣MIM 廠代表: 光弘、多元、日文
大陸MIM 廠代表:深圳寶田精工、重慶通勝、丹陽裕橋、焦作強信、東莞昶坤
主力CIM 廠代表:潮州三環
年代: 2011~ 迄今
代表材質: SUS-304L, SUS-316L, 氧化鋯
後加工工藝: 磁力研磨、CNC 車床或儀錶車床
當MIM 產品被3C 的智慧手機和筆記本電腦沖昏頭之際,在光通訊裝置的方面卻開發出光纖連接器這款項目,借著不銹鋼堅固和剛性的外殼體,並且可以在內部裝置反射鏡使光纖信號可以90 度轉接,這在PIM 界也刮起一陣不小的旋風,製造此基座和陶瓷管的公司不在少數,至今也維持一定的數量,可為典型PIM 的長單代表作,PIM 業者最需要的便是開發這樣類行的產品。如圖(15) 所示( 圖形來源 www.dzsc.com)

圖16: 在微軟平板Surface 所看的到支MIM 零件,用量和設計都是充分利用MIM 的特性和產量!
微軟平板機構配件
臺灣MIM 廠代表: 晟銘電
大陸MIM 廠代表: 杭州安費諾、常州精研、上海富馳
年代: 2012~ 迄今
代表材質: SUS-17-4PH,SUS-316L後加工工藝: 磁力研磨、平面研磨、整形與攻牙
微軟平板Surface 是微軟硬體罕件開發成功且具有量化需求的系統裝置,主要還是搭配微軟作業系統讓這系列產品能夠和筆記本電腦,桌機一樣,可以用來執行辦公司的工作以及複雜的遊戲平臺,甚至繪圖作業。就MIM 零件,微軟平板的開合式支架所用的特殊轉軸機構用到4 大件組合設計,挑戰比下了蘋果電腦設計僅采單件MIM 零件,也打響了MIM 件可以製作組合件機構的名號,當然,在電源上的接頭,微軟也毫不客氣的采用磁性接頭,拋光光的亮度並向蘋果挑戰:『這專利不是蘋果發明的,我們用的是象印牌電熱水瓶老大哥分享的專利,不用錢的!』請見圖(16)。

圖17: 蘋果裝置的雷霆接頭,基於USB 傳輸基礎改裝的一個方便使用的設計,不論哪一面插入都可以使用,對於蘋果手機使用者是至少需要三條( 隨身、家中、辦公室) 的配件
雷霆接頭 – 蘋果專用USB 介面
( 蘋果最具代表產品,其於無法揭露礙於保護供應零件廠商)
臺灣MIM 廠代表: 晟銘電
大陸MIM 廠代表: 佛山富士康、番禹昶聯、
新加坡道義
年代: 2013~ 迄今
代表材質: SUS-17-4PH
後加工工藝: 整形
雖然沒有突破美國公司以MIM 製作打獵用散彈槍彈丸總數,但是雷霆接頭的確是MIM 零件有紀錄以來,單日出貨量超過600 萬個和持續六周以上的紀錄之精密零件。即便到現在,不包含山寨品的MIM 零件,雷霆接頭仍舊有每日百萬個出貨的恐怖數量,代表兩件事: (1)大家還是愛用蘋果,不分人種和年紀,(2) 電子裝置一定會壞的,再怎樣愛惜都會壞,所以多買幾個備用,或是直接買新的。有了這樣的觀念,金錢流通讓經濟變好的,也增加就業機會,當然也增加MIM 產品的使用量。圖(17) 所示,正廠的雷霆接頭在MIM 廠製作後,必須交到蘋果指定的二加工廠進行CNC 側壁銑平削薄,然後再經過電鍍衝擊鎳以保證品質,相當繁瑣的制程!!
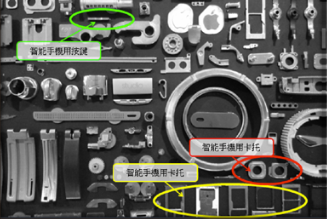
圖18: 中國智慧手機所使用的MIM 零件三兄弟,包含卡托( 單卡、雙卡) 、鏡頭裝飾圈等各種按鍵( 電源鍵、音量鍵),需求量足以養活一半以上的中國MIM 工廠
SIM 卡托、鏡頭裝飾圈與按鍵( 電源開關、音量大小)
臺灣MIM 廠代表: 新日興、晟銘電
大陸MIM 廠代表: 深圳鑫迪、歐達可、富優馳,東莞
勁勝、環巨、常州精研、上海富馳
年代: 2014~2015 迄今
代表材質: SUS-17-4PH,SUS-316L
後加工工藝: 磁力研磨、整形、噴砂、高光切削、PVD、抗指紋油、絕緣漆、雷雕
如圖(18) 所示,這是中國智慧手機MIM 零件三兄弟,是以SIM 卡托最具代表特性,所有困難的二次加工和MIM 的挑戰都在此一零件看的到,極薄的特徵,很長的尺寸以及各種複雜的裝飾,由於沒有辦法採用如蘋果SIM 卡採用CNC 加工的方式,中國產的手機採用HTC的設計概念確改變材料以較硬並帶有導磁性的17-4PH取代了316L,帶動整個業界應用設計,由單卡到現在的雙卡,讓整個中國的60%MIM 廠都依賴這一個產品系列為生,加上鏡頭裝飾圈與不會掉色的金屬按鍵,金屬系列機殼的智慧手機,確實在2014 年把龍頭蘋果和三星嚇出了滿身冷汗,中國制的智慧手機從此躍升上國際舞臺,令人驚豔的高品質和適當的價位,自然缺少不了MIM 零件的貢獻。
4.2 未來的PIM 產品– 改變材料
我們要先複習一下,MIM 技術的特色是甚麼? (1) 定單量適度,注意,美國的MIM 廠所謂產量定義是每年萬件以上便是大量,而MIM 教科書說每一批次1000 件就可以接單,(2) 難加工材料,包含高硬度,高強度以及非自然比例合金,(3) 形狀越複雜。好,那麼所有人都會好奇的問,下一個明星產品是甚麼? Dr. Q 倒是看好以材料來做為明星,請看以下分析:
- 鎢與鎢合金
在前面略為提到了高比重鎢合金的優勢,這裡再補充的當要燒結鎢合金,必須找出中國老一代硬質合金粉末燒結前輩,沒有人比他們更瞭解鎢合金,所以過去以經被拋棄的球磨粉末機,溶劑脫脂和熱脫脂,預燒結設備,氨裂解以及氫氣供給設備,又要重新的去找出來,因為單只燒結鎢是不可能的,必須利用鎳、銅、鐵、鈷、鉬等元素產生液相燒結把鎢顆粒沾黏起來( 吃過花生糖吧?花生就當是鎢,麥芽糖則是那些液相元素) 。2015 年的鎢合金配重與馬達震動子( 振動馬達的需求)正被蘋果炒熱起來,應該算是明星吧?雖然是曇花一現,但也證明MIM 確實可以對應硬質合金和高比重和金的產品有快速爬升產能的能力。
- 無鎳不銹鋼
在當前被廣泛應用的醫療用奧氏體不銹鋼316L 和硬化型17-4PH,鎳是一種重要的合金化元素。鎳的主要作用是使不銹鋼形成穩定的奧氏體結構,從而改善不鏽鋼的耐腐蝕性、可塑性、可焊接性和韌性等性能,常溫狀下穩定的奧氏體結構還可使不銹鋼具備無導磁性。但是,鎳則是一種潛在的過敏因數,在西方大量的臨床表現證實鎳及其化合物會對人類產生危害。最常見的損害是接觸性皮炎,發病率較高,過敏性強者會發生濕疹。鎳離子在生物體內聚集還可能誘發毒性效應,細胞破壞和發炎反應,對生物體有致畸、致癌的危害性。所以含鎳醫用金屬材料植入人體之後,由於不可避免的腐蝕、磨損,鎳離子等金屬離子會釋放到臨近組織,易誘發過敏、感染等組織反應,特別是對鎳過敏的患者尤為嚴重。看眼前1 歐元和2 歐元硬幣中鎳元素的釋放,就可能使有鎳過敏傾向的人群的皮膚引起強烈的過敏反應。每年白種女性對鎳的過敏增加15%,男性則為5%。 目前歐盟以經下達鎳禁止令於2016 年
底前徹底執行,取代的方案是採用高氮無鎳的鉻錳鉬鋼,這恰是MIM 技術的強項。相信不用到明年,這個材料如合作日常生活與工業應用的金屬零件,應該是明星級的材料,MIM 廠的夥伴要提早準備了! ( 高氮無鎳的不銹鋼配方目前還是BASF 的專利,具悉在今年年底即將到期失去保護,應該可以讓市場放大吧? )
- 銅與黃銅、鈦與鈦合金
金屬類的應用具備無導磁性,對於3C 產品是很好的材料,由其MIM 技術關注到的在於經濟又實惠,銅合金應該是一個很好的選項,可惜的是過去銅合金的燒結很少人關注,主要在於水暖器材類的銅合金可以經過壓鑄(Die Casting) 實現,純銅的燒結不是一般燒結爐可以做到,必須採用壓力大於一大氣壓以上的高壓燒結爐,不是一般工廠可以設置的,主要是銅( 及其合金) 的蒸汽壓低,還沒有到達燒結溫度汽化就相當嚴重,除了爐壁容易污染外,產品很容易燒不緻密。根據可的PIM International 雜誌2015 第一期報導,全世界MIM/PM 粉末消耗最大還是落在亞洲的中國和臺灣,但顯然只有偏重在熱管和散熱片,以及小部分的青銅自潤軸承與篩檢程式,對於銅與銅合金的MIM產品, 還有待開發。通常,這種材料要寄望蘋果計算機的採用才有快速身價上揚的機會。
鈦和鈦合金則一直是明星材料,只不過價格過高,粉末來源受到限制,因此工業上的應用都局限在航空扣具,特殊零件,以及大家關心的醫療器械和植入物,少部分用來做為穿戴式產品卻因為鈦的外觀很容易灰化導制裝飾不夠好看,很多以不銹鋼拋光加以上PVD錆黑色來說是鈦合金,那只有表面薄薄一層的鈦化物,不足以稱為鈦合金。
我們也期待市場的開拓與無鎳不銹鋼的時代來臨,高強度和相對低比重的鈦有其優異的機械與人體親合性能,來做出MIM 的鈦零件吧!
- 光、電、磁不分家,功能性金屬與陶瓷的襲來
2017 年起被討論最多、最神秘又最熱門的,相信就是功能性材料,由於眾多特殊的應用,Dr. Q 將會在本刊後續幾期,一一的介紹有關的材料如各種有色金屬合金、功能陶瓷等等。例如鈷鉻鉬合金(CoCrMo) 或是鈷鐵(Hiper Co) 的軟磁材料。
5.MIM 與3D 列印共存?還是失落?
接下來,其實是我們比較不想看到的卻又實在發生的事件,一個是MIM 零件當紅明星所面臨的問題,SIM卡托的消失;另一個是追兵3D 列印的跟進,Dr. Q 的看法如下:
5.1 當E-SIM 出現 – 無實體SIM 卡托時代的來臨
沒錯,你沒有聽或看錯,當手機棄用抽取式天線,就知道電池蓋也會被棄用,那麼棄用SIM 卡托也不會是一個甚麼新聞,想想在鋼鐵人打電話用的虛擬手機,有一天實體手機也會被虛擬手機取代,不是嗎? 所以沒有驚訝,想想E-SIM (Embedded SIM) 到來也就不遠了!
那麼,沒有SIM 卡托就會使中國MIM 產業線入泡沫與危機嗎?這一點Dr. Q 無法明確回答,但可以確定的是Dr. Q 曾經經歷過數回的產業興起和冬眠,套句電影侏羅紀裡面的臺詞” 生命,會自己找到出路”,是的,當市場改變某種物件消失的時候,產業註定要接受改變並且發生動盪,然後區于安定,認真思考其它沒有SIM 卡托產品的MIM 產業區,他們做的是甚麼?我們能做甚麼?還有更多工業產品值得我們去開發,現在,就應該出發吧?
5.2 對抗3D 列印或是合作?
當Dr. Q 在30 年前學校課程中看到3D 列印技術製作快速模型(Rapid Prototype),就知道金屬3D 列印的日子以經不遠,在驚歎人類的智慧同時,Dr. Q 也在過去10 年從人們眼中第一次看到MIM 技術竟然是可以大量製造機構零件的驚訝與不可置信的懷疑,金屬加工竟然利用傳統塑膠注射成型概念,那麼,我們再去想想第一個用模具製作出餅乾和月餅的師父,讓常
未來改變材料概念
人可享受到大量生產商品,所帶來的便利和經濟的生活,有趣吧?回神過來,MIM 技術可以和3D 列印相互為友,而不是敵人,但是利用流體堆積物件然後予以固化,這可不是甚麼新技術,而是概念的創造,要知道3D 列印的解析度目前還停留在0.10mm,這就知道必須經過切削才能得到更精確的尺寸是必然的。講到這裡,Dr. Q 其實很期待E-SIM 出來讓MIM 製造
廠冬眠,不要為了卡托而疲於奔命,而有足夠的時間和精力,挖掘更多需要MIM 技術製造的零件來做,就如光纖基座般的標準化零件,可以長久而能喂飽自己的肚子。所以走向標準化的製造世界,製造標準零件,或許就是MIM 產業應該要走的路!
5.3 減少機加工費用– MIM 產品是CNC加工的粗坯
在1999 年的時候,Dr. Q 在臺灣的MIM 廠工作,發現只要是燒結後的產品都有一定程度的尺寸偏差,但是廠裡有老的金工師傅卻總是有辦法用沖、切、銑和整的辦法,把產品矯正到可以交貨的程度,問師傅為何不能用CNC 機加工,「邱博土( 博土外號就這樣來),CNC 機台試拿來做模具的,修正加工用不起阿!」, 現場老師傅嘻笑著訴說他的無奈。一個神話的幻滅和另一個神話的興起,MIM 零件在某種程度是需要後制程的修整,不像教科書那樣說的”淨形(Net Shape)”不需要二次制程的!然後,CNC 機加工是真的用來做為產品小零件和大零件的,在三十年前的震撼,到現在回頭一看,另一個神話又將興起,3D印表機的發展不就是當年對CNC 機台只能做模具的想法,經過大量需求,終見曙光嗎?
日本在過去十年從事MIM 產業的廠家是減少的,2014 年第二大MIM 廠- 住友關閉了MIM 零件生產,為什麼? 日本人追求模具上的完美無瑕和不肯改用催化脫脂的技術,加上人工費用高,當為了修復有毛刺的模具和因燒結扭曲的工藝調整,浪費掉的時間已經失去交貨的競爭力,中國MIM 廠遵循世界工廠的教條 – 交貨承諾(Delivery Commitment),採用CNC 加工或任何可以矯正MIM 件微小變異的工法,完成了交貨程式,日本的MIM 產業就當然無法爭取蘋果大餅,也就沒有辦法趕赴這場MIM 界的盛宴,更何況中國產制的智能手機的另一場快速交貨的盛宴,又接著到來。
利用MIM 的模具設計,只要適當的給予無效特徵(Dummy Features) 作為後制程的夾持, 定為輔助以及改善注射的粉膠分離,MIM 產品便能夠減二次加工的制程困擾,別忘了所有制程皆有一定的限制,就連最先進的3D 列印直接雷射熔焊(DLM,Direction LASER Melting) 都需要CNC 機加供輔助改善產品表面粗糙度,代表不論是增材(Additive Manufacturing,AM) 或是移除(Remove Material,RM) 材料的技術,都沒有完美無缺的技術,這也是近年來各種金屬制程結合CNC 機加工設備蓬勃發展的原因。MIM 從業的工程師們,別把教科書當聖經,多和現場前輩與老師傅們學習、討論,改變設計堅持與利用彈性思考,我們就能為MIM產業開創更新的局面。
6.關於CIM – 陶瓷材料或許能成為手機外殼的新寵,但制程不一定用CIM
如果蘋果願意採用陶瓷外殼來克服未來5G 信號傳送因為金屬材料阻擋的問題,那麼陶瓷材料中的氧化鋯( 各位讀者,我博士論文其實是變色的氧化鋯討論),那麼,就有可能造成陶瓷材料應用的大旋風;問題是有那麼多的投資和問題,當陶瓷外殼掉落摔破就有如一搬家用磁碗磁片,毫無價值可言,而且有可能割傷使用者的皮膚或是身體,Dr. Q 在心理上有很大的問號,CIM 和MIM 有共同的尺寸上的限制( 重量也有),所以,適材適用才是正確之道,消耗過多地球資源拿來作手機,不是件好事。總之,陶瓷會不會用來作手機,我想,看看汽車比較實際,汽車外殼除了玻璃之外沒有陶瓷做的,這就是Dr. Q 的觀點。( 沒有關係,讀者有不同看法都可以的)
7.著名公司簡介
接下來為各為來個紙上巡禮,看看大中華區的PIM 公司們,為這個產業所立下的汗馬功勞,好的,我們但按照燒結爐容量超過10,000 公升/ 日的標準來介紹,工廠位置按照圖(7) 上所標示的1,3,4 三大區表示。

7.1 MIM 部分
第一區:臺灣地區
- 台耀科技股份有限公司/ 蘇州吳江中耀科技有限公司,這是大中華區最早接獲美國蘋果大單的公司,由臺灣大學大師黃坤祥教授親子率領的研發團隊為MIM產業的先鋒,因為黃教授的引領,Dr. Q 也曾接受黃教授在臺灣大學任教時的課程,上課內容相當精采,他在公司也有如學校般教導來教育員工,為現在的MIM 產業奠定了需多基礎人才。
- 新日興科技股份有限公司,這是首先把MIM 製造的凹凸輪(Cam) 運用到轉軸並獲得NB 產業(Notebook PC) 認可的首家公司,在全面供貨時期有50% 的筆記本電腦轉軸的佔有率,也打響了MIM 零件經得起耐磨耐操的好名聲。
第三區:華南地區
- 廣州佛山全億大有限公司( 臺灣富士康集團關係企業),擁有大中華地區最大型連續酸催化脫脂與燒結的公司,產能極為龐大且穩定,是富士康集團的MIM主力供應者。用於MM 的注射成形機就超過300 台。
- 廣州番禹昶聯創發有限公司( 香港中南表業集團關系企業),這是大中華區Dr. Q 認為技術能力最強大的外資MIM 公司,也是境外客戶最愛的MIM 量產工廠,具有強大開發與量產能力,由於公司以靠山邊,是大中華地區少數幾家使用氫氣魚雷車( 大型氫氣瓶) 的公司。
- 東莞長安成銘電子有限公司MIM 事業處( 臺灣晟銘電子科技股份有限公司大陸分公司),Dr. Q 曾經服務的公司(2008.8~2014. 8),在早期HTC 智能手機起飛時期的合作經驗讓成銘電子躍進到蘋果公司的MIM零件供應廠,擁有的進口高溫連續爐是特色。
- 東莞東城勁勝科技有限公司MIM 事業處/ 東莞長安華晶粉末科技有限公司,這是2016 年後拔起的公司,受到廣東省政府全力扶持的企業,擁有進口的多功能( 陶瓷/ 金屬/ 瓷金) 燒結爐
第四區:華東地區
- 上海富馳高科有限公司/ 深圳沙井富優馳科技有限公司,以年份來說,富馳和臺灣的台耀公司沒有落後太多,但是真正的起飛是2012 年後蘋果公司正式把供應鏈重心遷移到中國大陸上第一家被考核的MIM公司,由於量產經驗和研發能力被評價為大陸內資最強大的MIM 公司。
- 常州精研科技有限公司/ 東莞長安博研有限公司,精研的王總早期從事電腦組裝生意,在一次偶然的機會接觸到MIM 製作電腦用的一些金屬零件之後,如今他擁有超過10 條的連續式燒結爐而成為後起之秀,在MIM 界是具有一定的影響力的。
- 杭州安費諾飛鳳通信部品有限公司MIM 事業處,這是外資與大陸本土資金合作的一個著名企業,也是國際知名的ICT 零件與元件供應商,由於自己的供應需求而在2013 投入MIM 產線至今,Dr. Q 和蔡理事長多次拜訪並受邀演講,評價安費諾大中華地二家願意大量投入研發而且具有足夠量能的MIM 公司,我們很期待他們的發展為MIM 寫下歷史,本期有專文報導。
7.2 CIM 部分
- 潮州三環科技有限公司,本期專訪;三環的陶瓷注射成形產量大概算是全球最大規模一點也不為過,在2016 年受到大陸智能手機陶瓷被蓋的激勵下,三環的陶瓷技術一舉躍上亞洲頂尖的供應者頂端,不單只在CIM 的規模,三環的陶瓷粉末科技能力被Dr. Q 評價為中國的京瓷( 日本全球陶瓷產品頂尖製造與研發公司),是華人圈的驕傲。
結論
過去的Dr. Q 報告很難像這篇報導一樣,那麼難以下定一個結論,實在很抱歉,因為MIM 技術在中國或是臺灣也好,發展不到半個世紀,有為數不少的人沒有用過、看過、甚至聽過,然後,馬上這個產業就要面臨交叉口,企業主要選擇面對存亡挑戰的時候,Dr.Q 在近十年於中國和臺灣接觸這些認真和勤奮的企業主,Dr. Q 真的要說,沒有一個其他產業能夠像MIM 產業這樣認真和團結,定期的檢討和聚會研究我們下一步要走去哪裡,更包含一群認真改進設備的供應商和原料製造商。那麼,沒有結論是可以接受的吧?是的,PIM 產業的這群好夥伴是不會放棄的,我們會找到PIM 產業最好的出路!回過神來,E-SIM 在中國還沒發生,那我們就該為了明天的交貨承諾而努力吧?而且,好戲還在後頭,誰說,我們沒有壓箱寶呢?■
