

■駿立國際
脈衝冷卻 / 脈衝加熱技術是美國Cito Products Inc 公司的專利技術,脈衝式冷和加熱是針對注塑模具的熱平衡技術,由Mr. Horst Wieder 在美國70 年代開發,Cito 公司亦是美國其中一間政府認可對流量儀作較正的公司 。注塑模具的溫度變化發生在熔膠進入模具時才會發生,這時是熱量導入到模具的時間。
塑膠的熱量經與模具表面接觸而擴散到到模具,模具冷卻水路在不斷的運送較冷的媒體,水路附近的的地方較冷, 在熱力學上熱會往冷的地方傳送, 流動的冷媒是最冷的且是流動的。
因而把熔膠的熱量經模具鋼材傳送過來的熱量帶離模具,這是所謂熱交換。由於模具結構、產品形狀及其他因素的影響,模具的熱分佈難以做到平均分佈,這是引致變形的其中一個因素,所以模具在不同的部位有不同的冷卻或加熱的需要。目前不論用冷水機, 液媒模溫機, 或水塔冷水作熱交換方式控制模溫, 都不能提供模具在不同部位的冷卻或加熱需要,這是因為上述的方式只提供一個液壓, 溫度及流量要針對模具的不同冷卻需要才能逹到模溫的平均分佈,這是脈衝冷卻或脈衝加熱所針對的問題,脈衝冷卻及脈衝加熱的控制是在模具安裝靈敏度高的感溫器,冷卻水經過閥組來控制流量,感溫器測度到模溫超過了設定溫度時會打開閥組供冷水帶把熱量帶出,當熱量被帶出後溫度下降到設定以下時閥組會關閉。
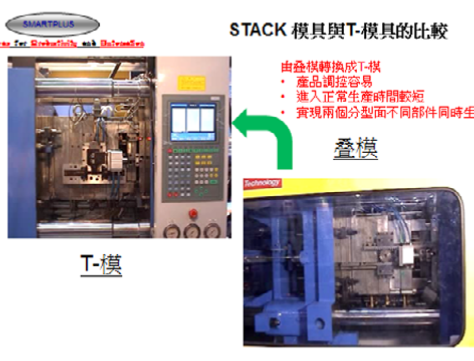
圖1-1:STACK 模具與T- 模具的比較
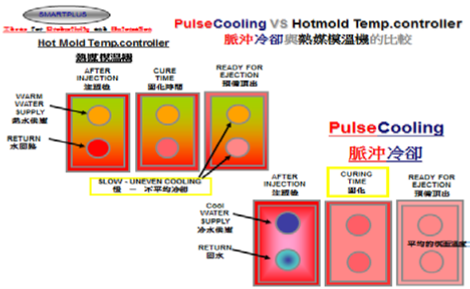
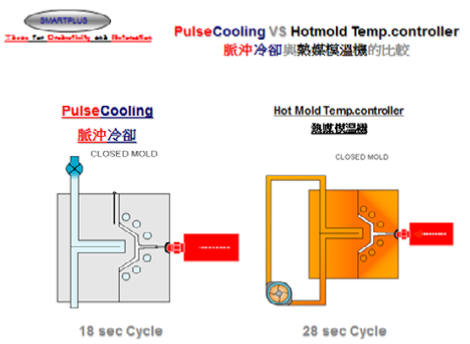
圖1,圖2: 脈衝冷卻與熱媒模溫機的比較
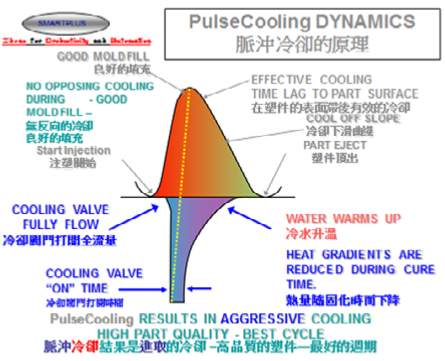
圖3: 脈衝冷卻的原理
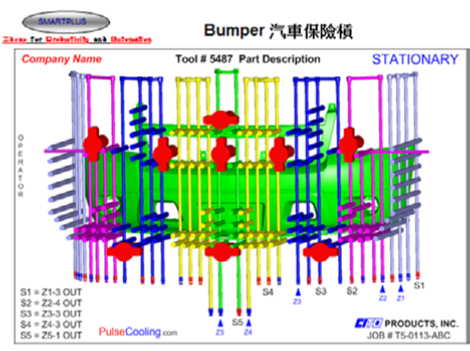
圖4: 脈衝加熱與冷卻應用實例1

圖5: 脈衝加熱與冷卻應用實例2
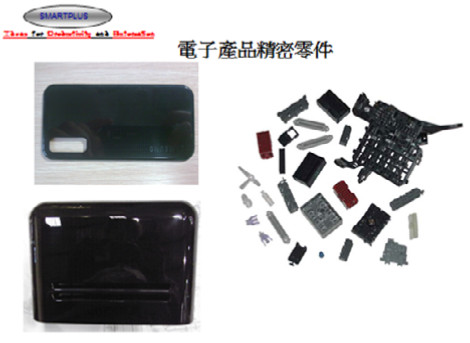
圖6: 脈衝加熱與冷卻應用實例3
T- 模技術Tandem Mould
T- 模的結構與STACK 疊模的結構相近, 兩種模具均有兩個分型面, T- 模每一次只注塑成形其中一個分型面, 每次開模亦只打開其中一個分型面T- 模兩個分型面, 模具分型面的各自打開由控制T- 鎖實現,成形時注塑機只會注塑其中一個分型面, 當注塑進入冷卻時,另一分型面打開取件或埋入嵌入零件,合模後注塑成型,保壓, 進入冷卻時, T- 鎖作動鎖上剛注塑成形的分型面,之前巳進入冷卻時間的分型面打開頂出取件, 如此迴圈的動作稱為T- 模週期Tandem Cycle。
全球其中一間大型玩具制商的T- 模實例效益比較,以人員及生產成本的效益在單一項目利用T- 模生產,省回若人民幣 RMB250,000.00 的成本, 尚未計如能耗,廠房佔用率等附加效益在內。
– 同時生產不同形狀的零件
– 提高生產的品質
– 由於同時生產一套工件使自動化組合變得容昜
– 較低更換模具的成本
– 由於同一射台注塑對顏色的差異可有效控制
– 與標準模具生產比較可降低庫存成本
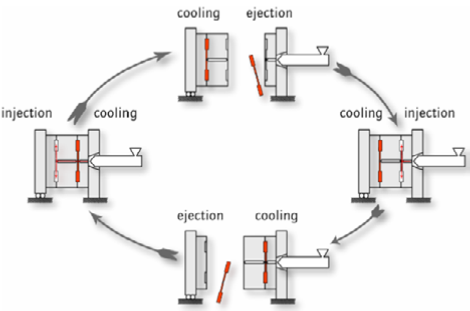
圖7:T- 模週期Tandem Cycle
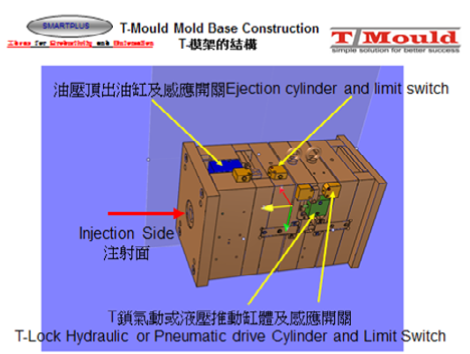
圖8:T 模架的結構


圖9:T- 模的部份應用案例1
圖10: 具有驅動視覺化的G-Max 12 機邊粉碎機(左),G-Max 33 是目前該系列粉碎機中最強大的機型

圖11: 玩具T- 模的效益VS 原標準模具效益



圖12:T- 模的部份應用案例2
駿立國際集團有限公司
大中華總代理
聯絡人: 張豪康
電子信箱: hongcheung@netvigator.com ■
