■林秀春/Moldex3D
第 1 招、產品設計之連結器篇~【淘肉厚】
第 2 招、產品設計加肉篇
第3 招、產品設計加減篇
產品故事說明
•此電子產品( 上下蓋一模四穴開在同一模具) 當初在試模生產時發生嚴重變形與短射問題如圖2 所示,多模穴的產品遇到厚度差異設計過大,此情況通常在射出成形時問題是很大的,百分百NG 情況往往不容易解決,所以既使模具師傅花了很多改澆口流道的設計變依然無法解決。所以提供CAE 的分析經驗,當不良成品問題很大的時候,產品設計占60%,模具占30%,射出條件占10%,所以要解決問題必須從產品設計加減肉厚著手~
•圖2_ 為產品幾何單為mm 塑膠使用PBT。左蓋尺寸長35, 寬35 ,高8.6 右蓋部分長35,寬35,高4.7二穴主平面肉厚(( 左穴1.0,右穴0.59),最大肉厚1.59
•實際說明
兩穴因成品肉厚差異,造成流動不平衡,肉厚0.59 區域有遲滯的現象( 由凸變凹的流動波型) 圖3_CAE 分析變型的狀況。圖4_ 由CAE 分析重現問題並依師傅改多組澆口設計,並沒有改善原來的問題。
圖5_ 為中心溫度剖面流道澆口與成品溫度顯示,得知右蓋( 肉厚0.59 區域) 有溫度偏低的現象如圖示175oC經討論結果由於厚度設計過薄且二穴競爭的結果使0.59的模穴問題加劇,由CAE 分析幾組將厚度增加進行分析,最終以增加10 條來進行修模得到很好的射出產品。圖5_ 右圖示溫度已經升高到240oC,可以大幅改善流動與變形的問題。圖6_ 經模具修改後射出產品尺寸良好,已經達到可以驗收的規範。圖7、一模四穴的記憶卡座,厚區(1.2mm) 薄肉區(0.25mm) 所示,圖1 為市場常見的相關產品。圖8、充填時間0.2sec 的流動情況,薄區呈現遲滯現象,容易發生短射與結合線,也是發生應力與變形的問題區域。•圖9、由溫度分佈圖瞭解薄區呈現遲滯區域溫度遠低于170oC,代表充填狀況不佳,需要討論產品設計喔。
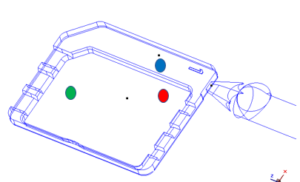
•圖10、模具加值,安裝虛擬感測節點,利用CAE 計算機試模瞭解流動與溫度的歷程變化掌握真實問題,不再黑魯魯的試模喔。
•結論:
隨著塑膠製品功能要求輕薄短小,使得射出成型的挑戰亦越來越高,利用CAE 電腦輔助工程分析模擬軟體可以正確提早預測現場的成型問題,事先提出改善方案若在設計前端使用,落實設計品保的觀念流程,使設計團隊有良好溝通平臺,確保塑件有良好品質。■

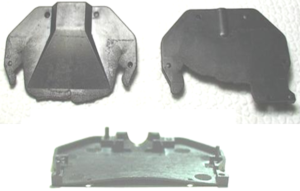
圖1: 類似問題產品
圖2: 二穴流動的差異以及填滿後變形劇烈的狀況

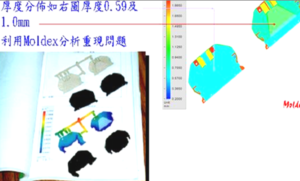
圖3: CAE 分析變型的狀況 圖4: 由CAE 分析重現問題並依師傅改多組澆口設計
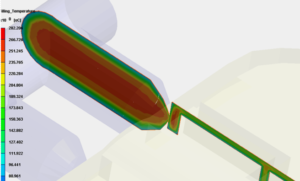
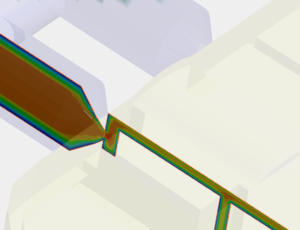
圖5: 原始溫度低左圖示175℃,右圖示溫度240℃

圖6 : 產品流動與變形已經大幅改善,解決原始問題
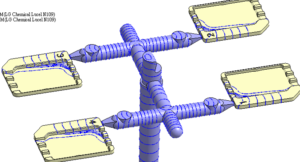
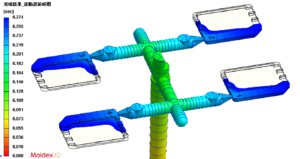
圖7 : 一模四穴的記憶卡座,厚區薄肉區所示
圖8 : 一模四穴的記憶卡座的流動情況,薄區流很慢
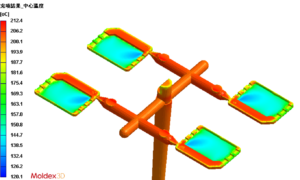
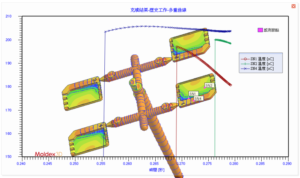
圖9: 薄區的溫度下降快速低於170℃
圖10: 模具加值, 安裝虛擬感測節點,由紅點歷程溫度下降快速0.01s 就降低30℃