

■金欣/ 開思網
現階段,金屬3D 列印應用於模具行業主要是加工模具內部的3D 隨形水路(異形水路)。利用3D 列印工藝能夠在模具內部做出3D 隨形水路,能夠擁有穩定產品品質、縮短注塑週期、減少產品缺陷等優勢。在3 月份的期刊中,創想智造3D 列印網曾寫一個真實的3D 隨形水路的案例。內容提到東江模具就是利用3D 列印技術製作出這種3D 隨形水路,將模具的注塑成型週期縮短了4.7 秒,在與傳統2D 水路相同時間內,3D 隨形水路的產能提升了21.7%,月度經濟效益讓工廠多賺11 萬。這篇文章要跟大家聊的是3D 列印模具隨形水路滲水的問題,這個問題也是困擾模具廠不敢大範圍採用3D 列印的重要原因之一。
3D 隨形水路滲水有多方面的原因,這其中包括3D 列印本身的工藝原因,3D 列印成本控制原因,也有材料原因以及模具設計的客觀原因和生產過程中的客觀原因。是受很多條件綜合影響的結果。
3D 列印本身工藝原因:
3D 列印的原理是通過鐳射選擇性將金屬粉末燒結,最終得到成型的零件。鐳射燒結過程會產生煙霧,鐳射加工倉內產生的煙霧將影響鐳射的穿透能力,導致金屬粉末在燒結過程中緻密性不夠。
成本原因:
如果整個模具鑲件採用3D 列印,列印成本會比較貴。行業的常規做法是3D 列印只做需要成型的部分,其它部位還是採用傳統加工,在金屬粉末嫁接過程中,鐳射設備和材料工藝參數的緊密結合,每層熔融層品質檢查和工藝參數自我調整是很重要的,參數設置不當,嫁接接合面處容易出現開裂滲水。
材料原因:
材料原因主要是目前用於模具的金屬粉末可選性不多,主要是德國模具鋼1.2709,性能與常用的模具鋼1.2344類似。由於底座材料與鐳射燒結的粉末材料不同,兩種材料之間的物理性能有所差異,加工過程中處理不當,容易在接合面出現開裂滲水。
其它客觀原因:
生產過程中的客觀原因主要是由於模具設計的零件強度不夠,水路離產品表面距離太近,零件在受壓後變形或開裂,以及部分塑膠料的腐蝕性導致零件腐蝕生銹而滲另一個原因是3D 列印行業比較混亂,比如買A 家的設備用C 家的金屬粉末材料,甚至找到沒有任何模具背景,把模具當成普通金屬零件來列印,列印過程中參數設置不合理,也是導致水路漏水的主要原因之一。
3D 列印模具隨形水路在某種程度對注塑成型起了有很大的幫助作用,但如果沒有專業的技術背景和應用經驗,就會很容易出現上述的這些問題。3D 列印用好了就如手握利器,能給公司帶來直接的經濟收益。用不好就如一個毒瘤,影響公司的正常生產。
注:本文參考素材由東江模具提供,創想智造3D 列印網編輯整理。
文章連接:https://24maker.com/thread-18514-1-1.html ■
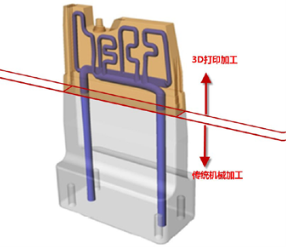
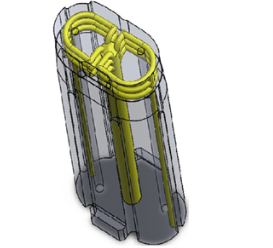
圖 1 : 模具內部 3D隨形水路的設計
圖 2: 嫁接方式金屬 3D列印
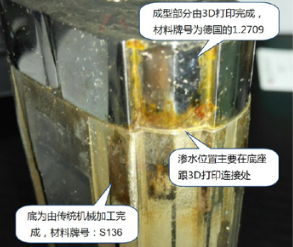
圖3: 3D 隨形水路滲水的模具鑲件實物照片
