

■查鴻達
前言
受委託幫朋友設計了一套模具,沒什麼難度,本來該單位已經有一套模具在啤貨,但是模具本身有很多缺陷,導致不良品較多,而且沒有模具圖檔,希望我能夠在原來的基礎上重新設計,進行改良。
產品是這樣的
產品的形狀比較複雜,但是模具的難度並不大。我看了原來在啤貨的模具,我也不想測量原來的模具,麻煩的是該企業提供的3D 模型經過很多軟體的轉換,爛面非常嚴重,恰好身邊沒有助手,我只能自己補爛面,補了3 天才勉強可以分模,視力嚴重透支。最後花了5 天的時間,模具設計出來了。本來沒什麼故事,但是車間的師傅告訴我,原來的模具經常要維修,他們最頭痛的是維修前模時必須拆熱流道板。因為模具比較大,5 噸多,吊裝時一不小心就會碰傷熱流道的線,假如能夠在維修時不拆熱流道就好了。
我們來看動模( 請參考圖4)
動模有3 個滑塊抽芯,滑塊1 是用油缸抽芯的,滑塊2、3 都是用斜導柱抽芯。滑塊1 沒有什麼問題,油缸在注塑機上就可以拆下來,滑塊3 也沒有問題,斜導柱是設置在一個起鎖緊作用的斜導柱座上的,也可以從正面拆下來。但是滑塊2 的斜導柱有點特別,因為抽芯距離長,斜導柱也很長,露出部分長度280mm,所以斜導柱的固定部分也很長,而且要有足夠的強度和剛性。
假如按滑塊3 的做法,將鎖緊塊做大,將斜導柱設置在鎖緊塊上,勢必要將模框開通,這樣模具的強度就有問題了。所以在不可以做斜導柱座的情況下,斜導柱只能穿過定範本,其後果是拆斜導柱必須拆熱流道,我想,這種情況是每個模具師傅都會碰到的。小型模具有這樣的做法,可以在斜導柱上做螺紋,從分型面這邊旋入定範本。
但是大型模具就不好這樣做了,範本上很深的斜螺紋孔不好加工。斜導柱上的螺紋也不好加工,因為斜導柱要熱處理後用外圓磨床加工的,很難做到和螺紋同心。一個偶然的靈感,我想到了這樣一種做法,談不上發明,但是很管用,在這裡和大家分享一下。這個方法做起來很簡單,定範本上的與斜導柱配的孔是通孔,很容易做到精度。斜導柱的裝拆也非常方便。這個方法適用於帶熱流道的大型模具,在不可以做斜導柱座的情況下,這是個很好的選擇。■
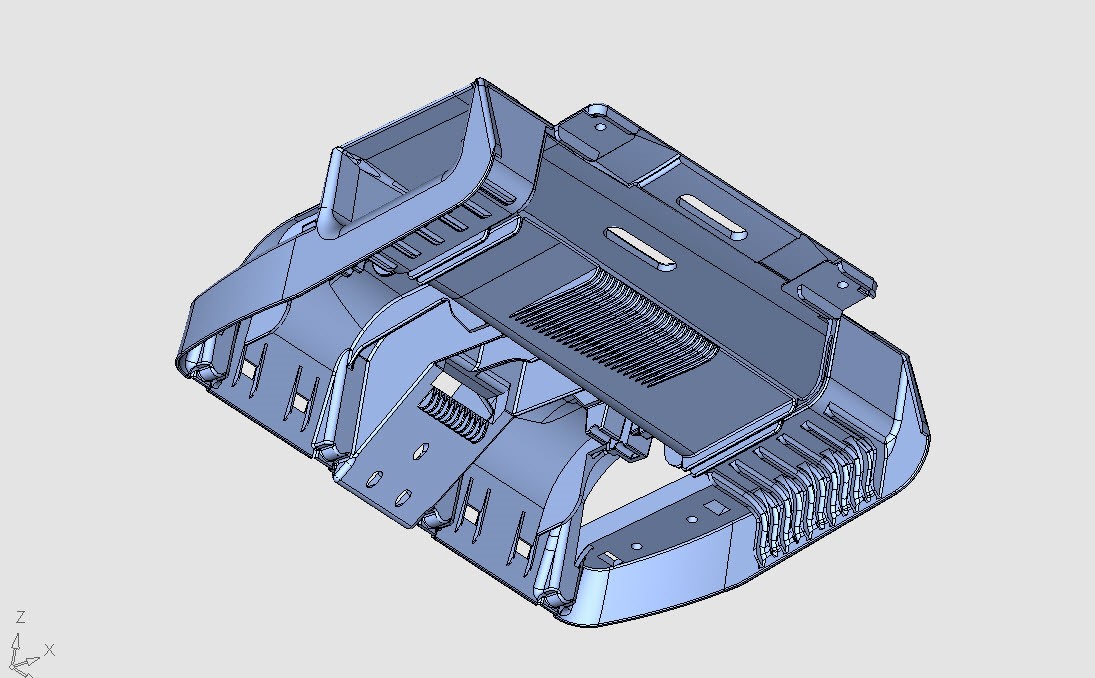
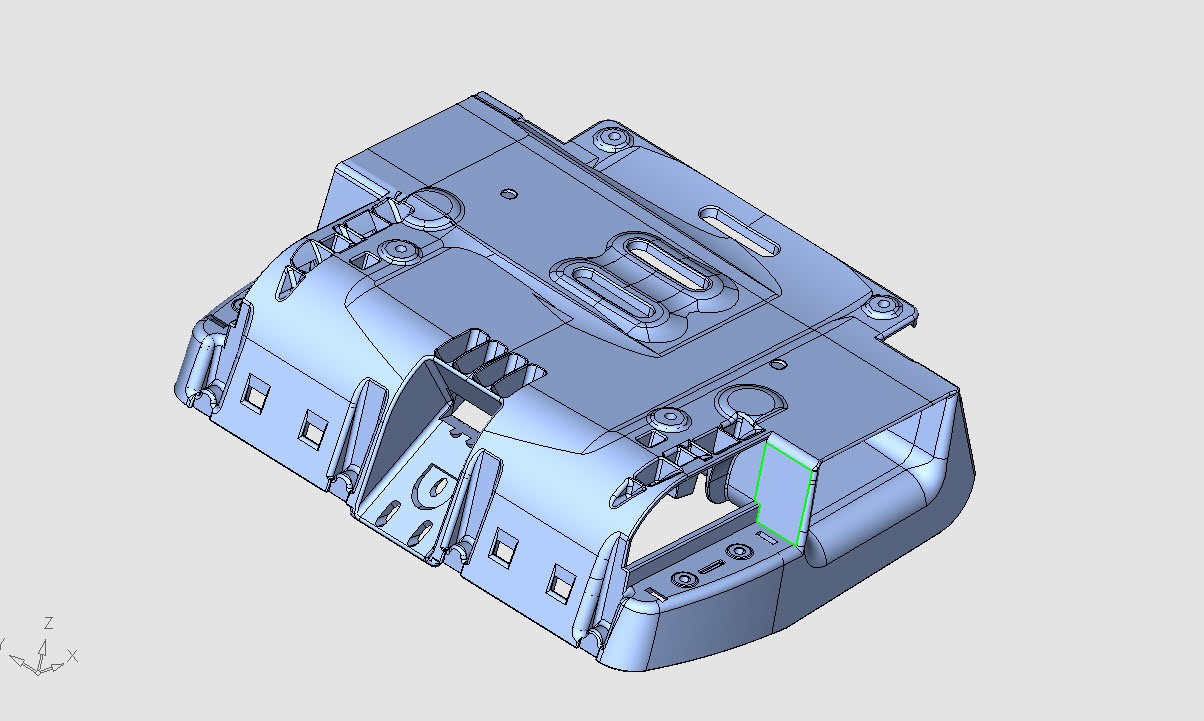 圖1: 產品的形狀比較複雜,但是模具的難度並不大。
圖1: 產品的形狀比較複雜,但是模具的難度並不大。
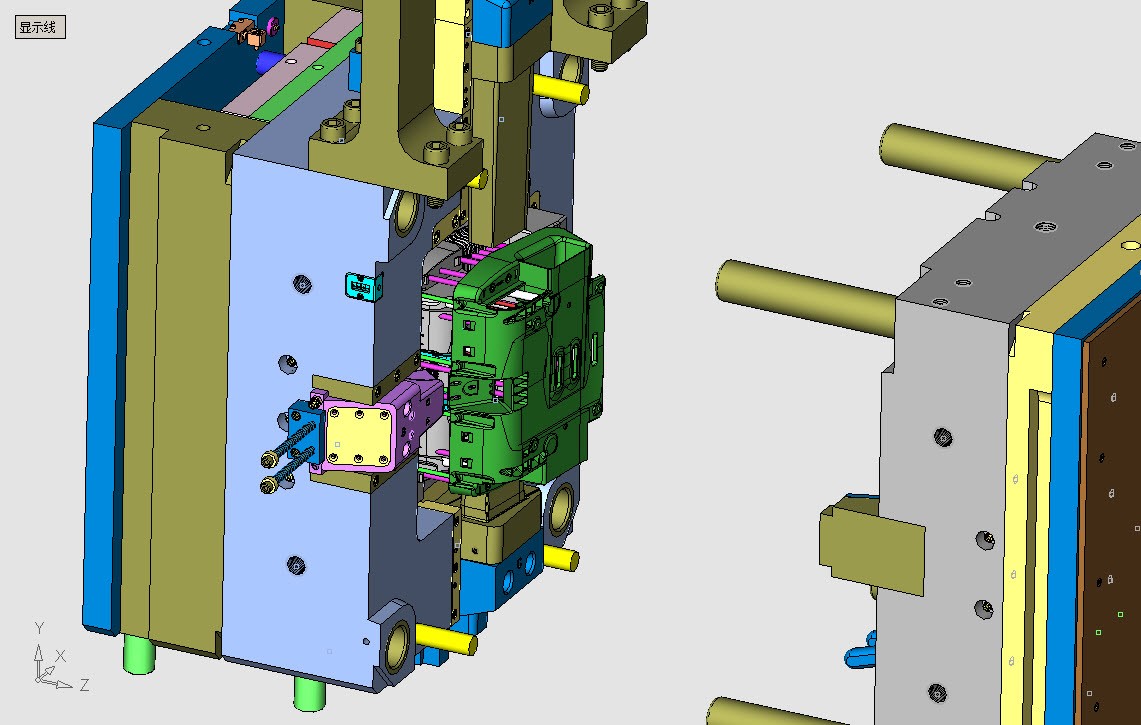
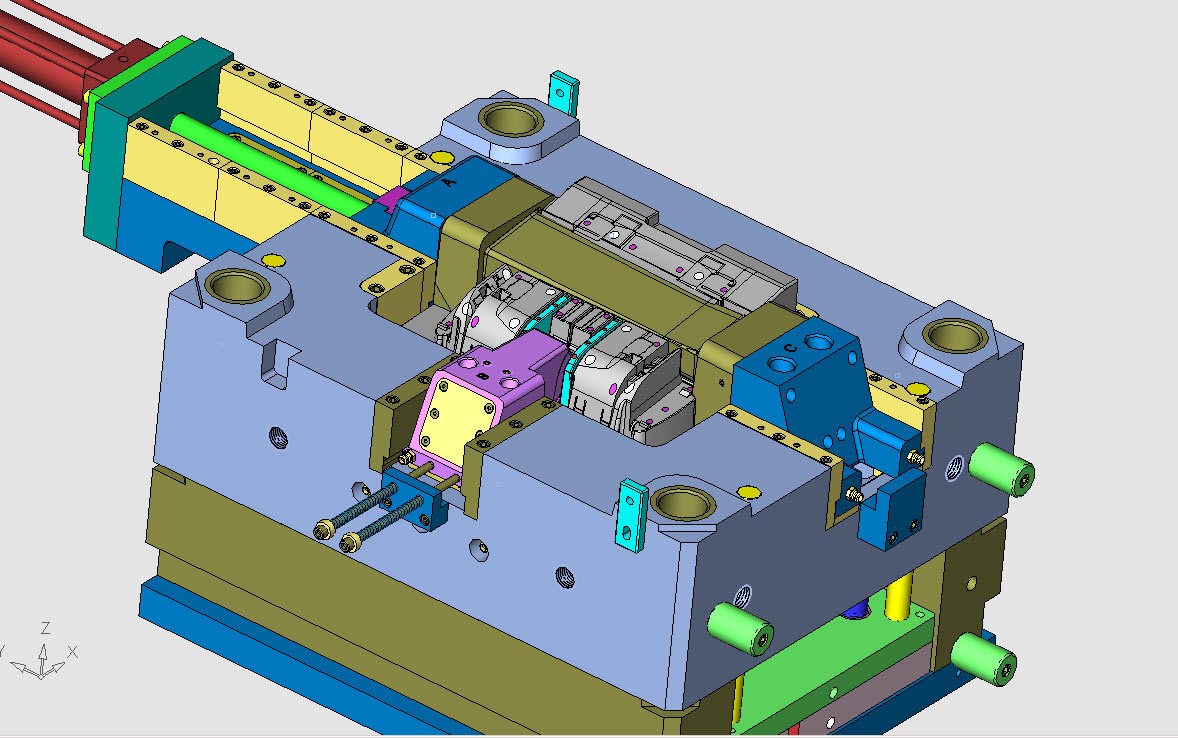 圖2: 動模是這樣的
圖2: 動模是這樣的
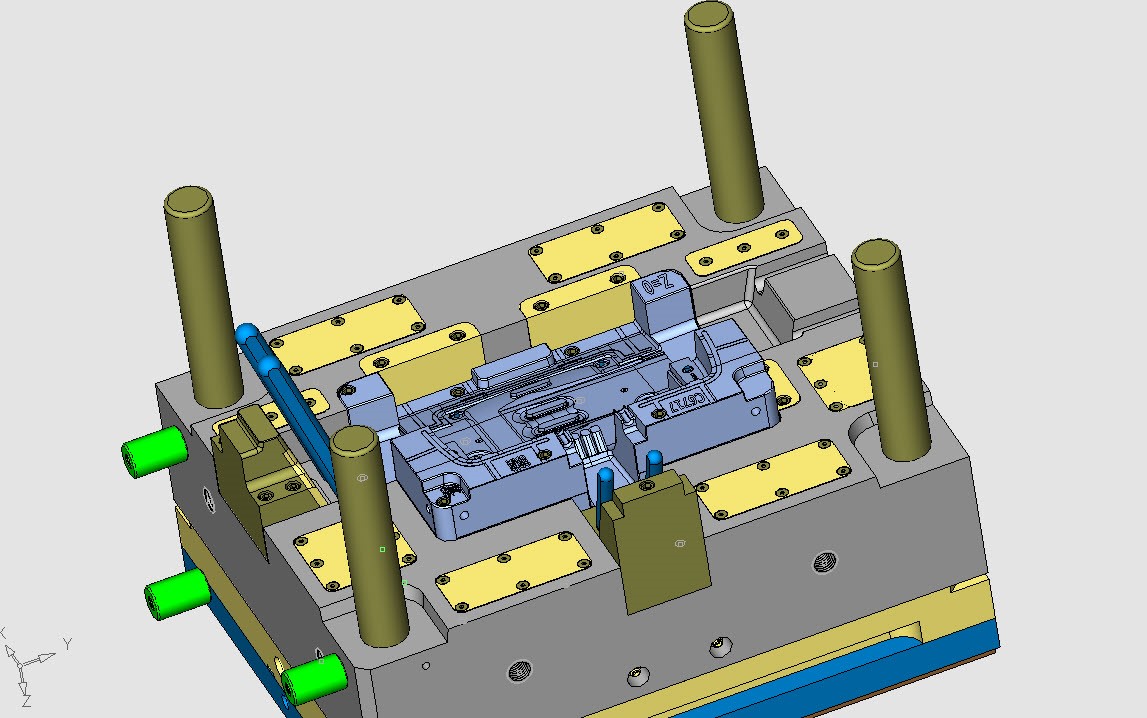 圖3: 定模是這樣的
圖3: 定模是這樣的
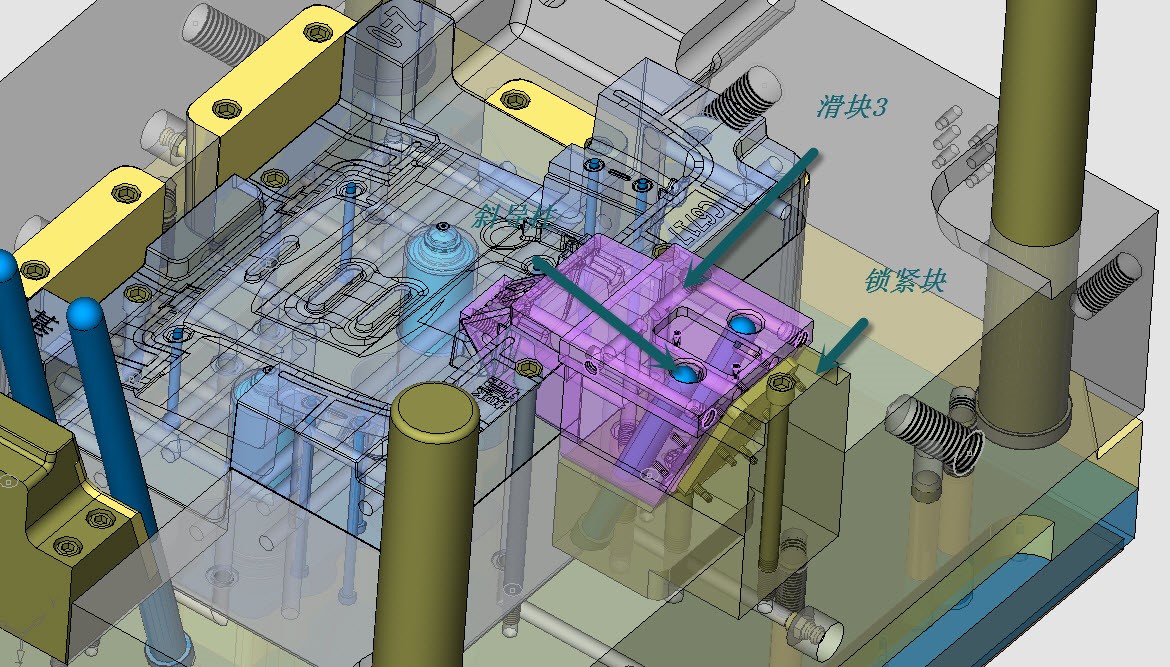
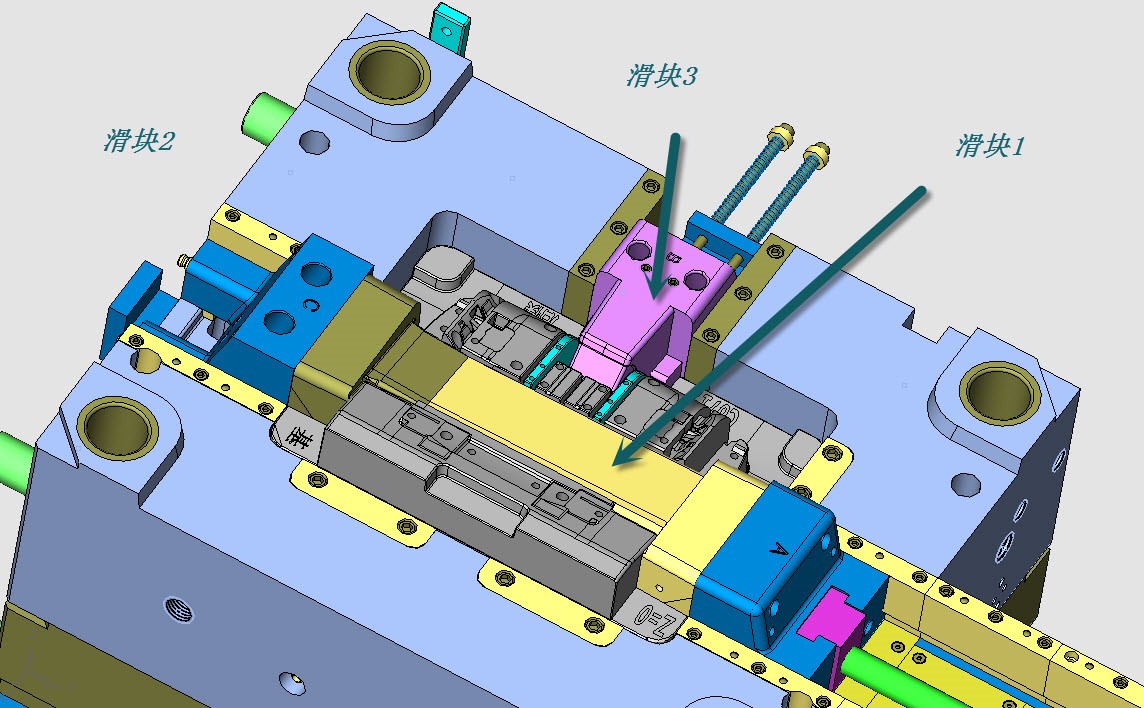
圖4: 產品設計
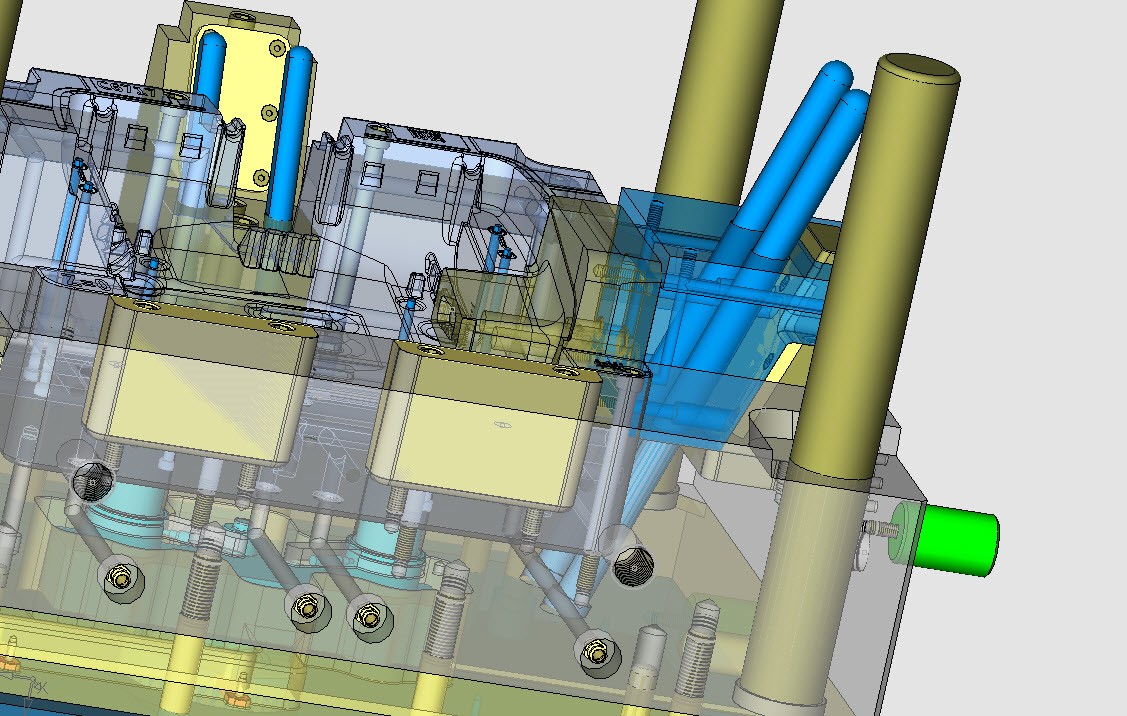
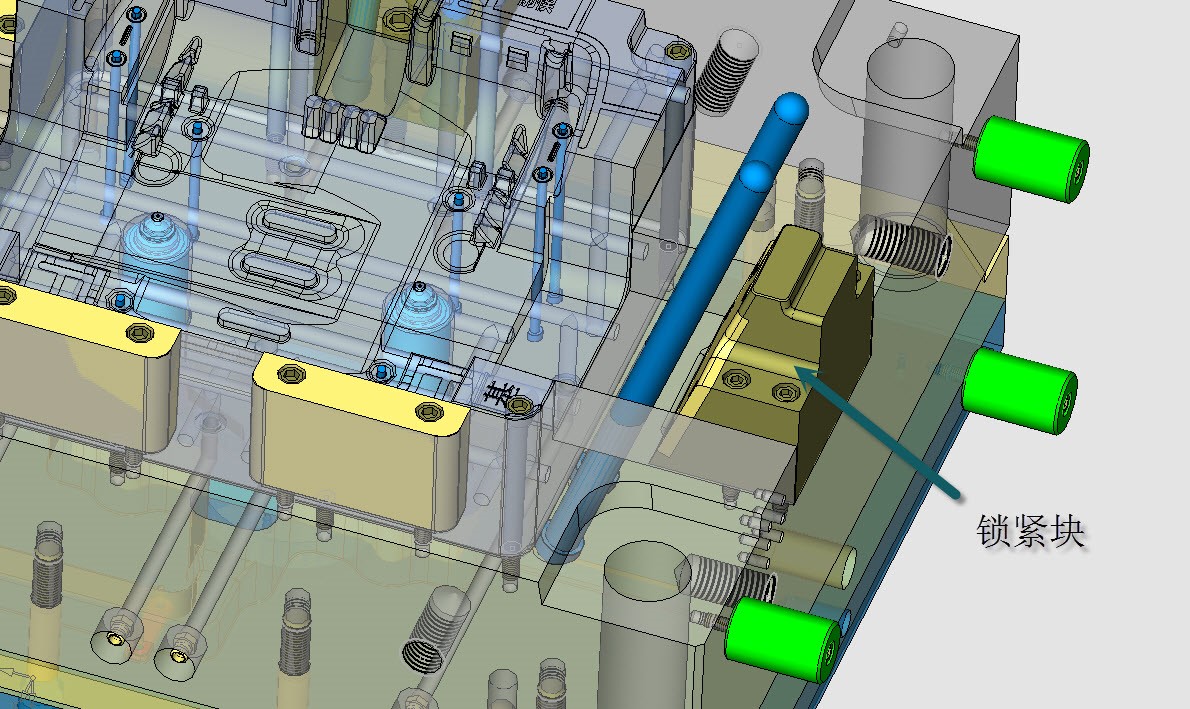
圖4: 不可以做斜導柱座的情況下,斜導柱只能穿過定範本
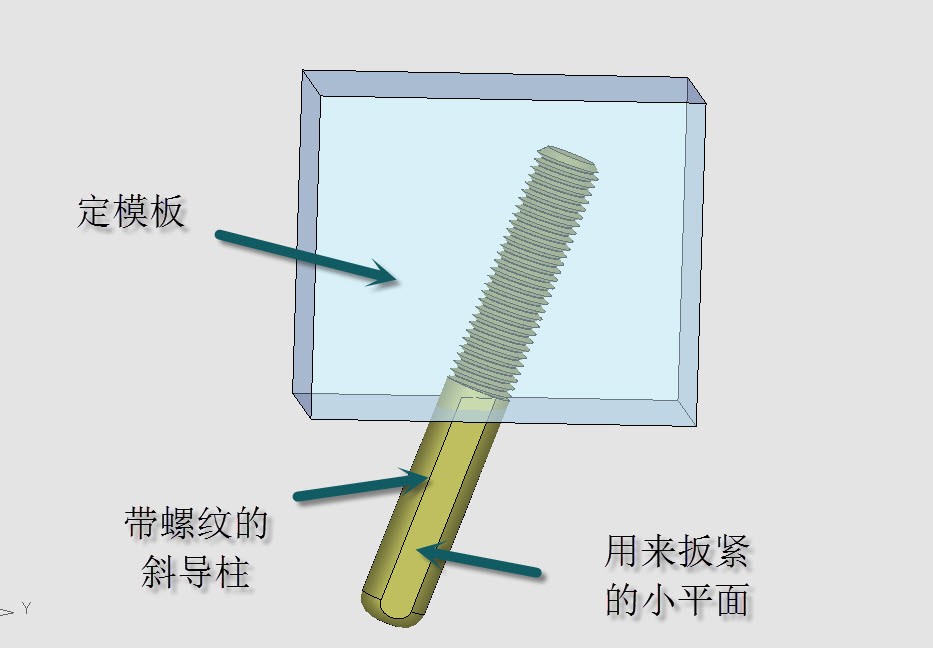
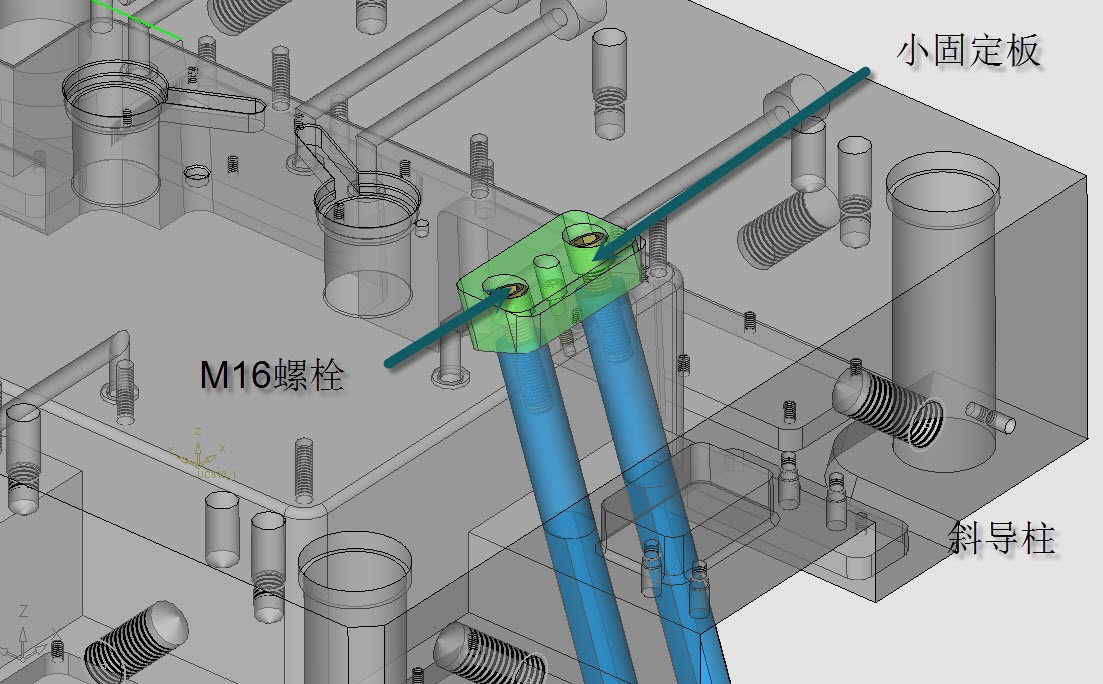 圖4: 可以在斜導柱上做螺紋,從分型面這邊旋入定範本。
圖4: 可以在斜導柱上做螺紋,從分型面這邊旋入定範本。
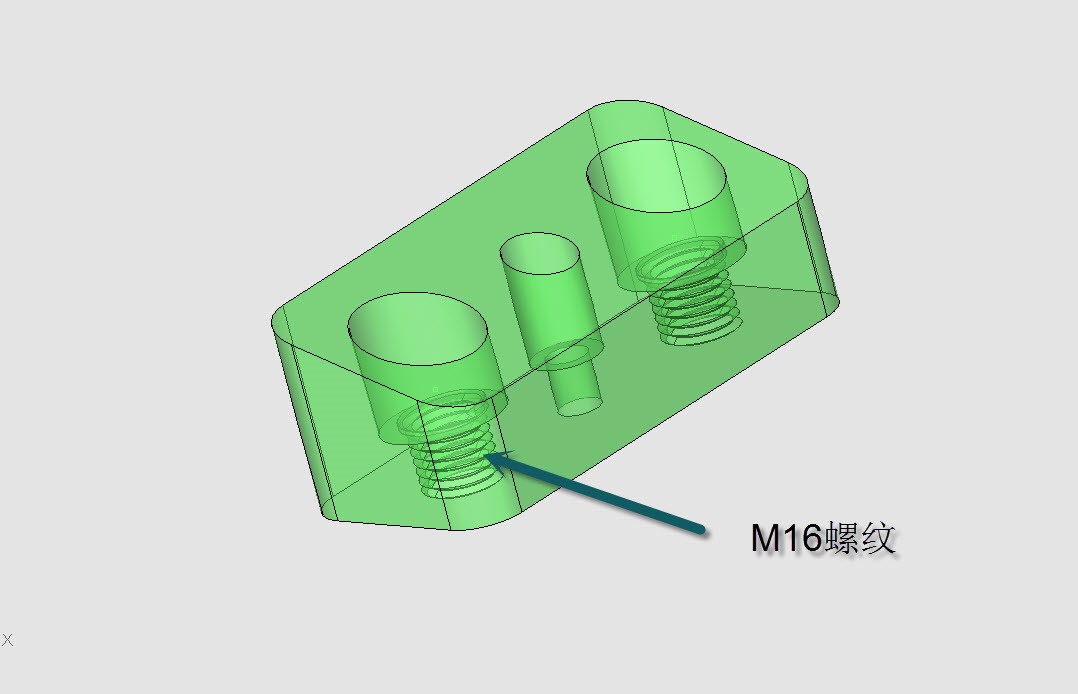
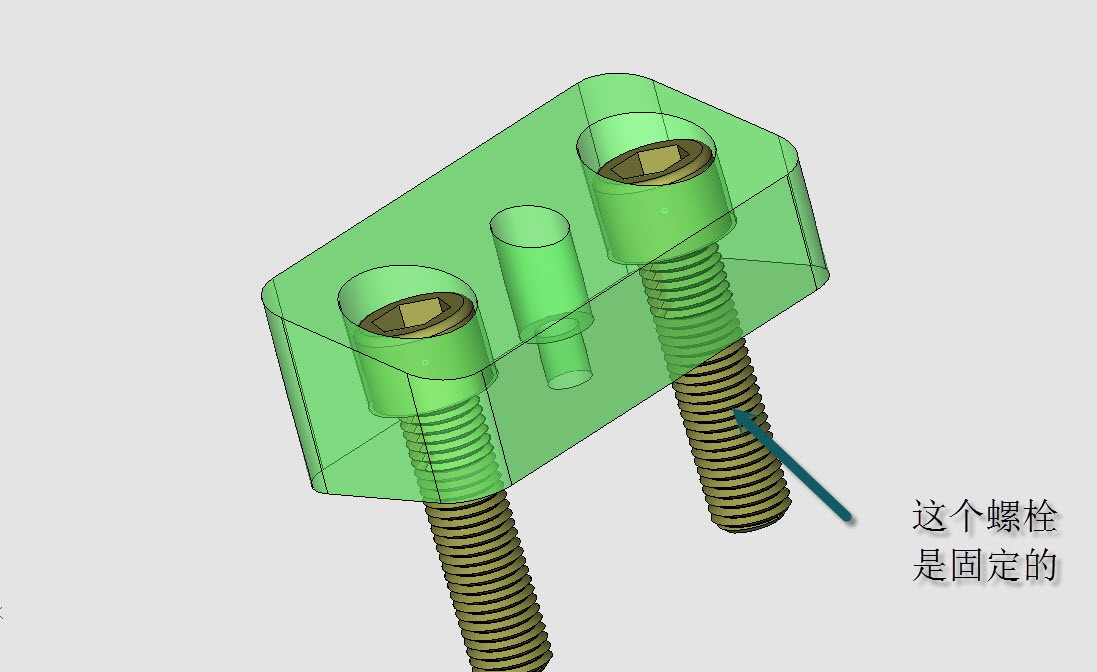 圖4: 小固定板的過孔是有螺紋的
圖4: 小固定板的過孔是有螺紋的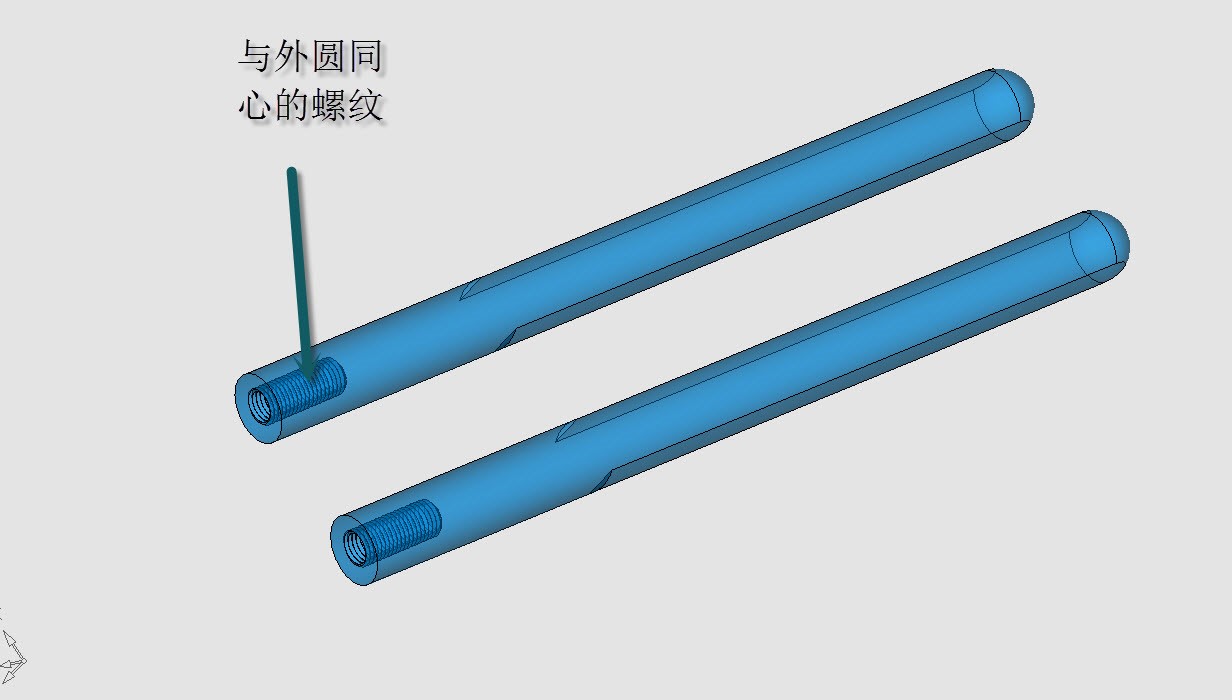 圖4: 定範本上的與斜導柱配的孔是通孔,很容易做到精度。
圖4: 定範本上的與斜導柱配的孔是通孔,很容易做到精度。
