

■森本一穗/ 株式會社OPM
前言
株式會社OPM 研究所作為世界性的先驅公司在2004年就開始開發了精密金屬3D 列印技術。現今,金屬3D列印技術已被世界所認知,很多設備廠商也參與進來,為提升市場佔有率而進行激烈的競爭。
我司自成立以來,我們研究的重點在於如何將精密金屬3D 列印技術從市場應用的角度給客戶提供服務。我司現在已擁有超過35 名工程師的設計集團,他們在量產應用中具備豐富設計經驗及製造經驗。在這次的投稿裡,我們會以實際設計應用總結出來的經驗為中心,去探討在設計隨形水路時需要注意的要點。
1、關於隨形水路技術
作為3D 金屬列印技術的重要應用的「隨形水路」,就如大家所聞,因為它能有效的縮短成形冷卻時間,提升成形品質,所以現在被越來越多的世界先進企業推廣使用。同時我們運用科盛科技公司的Moldex3D 及MoldFlow 等軟體進行模流分析,通過事先對隨形水路的效果進行評估設計出最優化的結果。我們相信此技術今後會得到加速推廣。
然而,由於目前在隨形水路的設計上由於還沒有完全達到標準化,所以設計出來的隨形水路實際也會出現不能完全達到設計效果的情況。今後我們的課題是整合我司目前積累的設計經驗,通過大量的實例更加清晰的規範隨形水路的的技術,將此技術昇華為一個能夠掌控的設計標準。
2、隨形水路的定義及分類
隨形水路的隨形的定義是,在模具內與產品面進行等角、等距離的水路配置設計(圖1a、1b)。在傳統模具製作時,由於現在產品形狀愈來愈複雜,CAV 及CORE 模腔拆分也越來越多,同時模具部還會有大量的頂出孔,水路必須要回避這些孔位,所以理論上的等角、等距離是無法保證的。但是通過精密金屬3D列印技術,能夠把傳統只能拆分製作的CAV 及CORE進行一體化製作,通過一體化製作保證了水路配置的空間,然後在通過列印技術在模具內部配置隨形水路,使模具的熱交換能力得到非常高效的提升。
隨形水路的設計方法有以下兩類:
- 模具內部格子狀掏空,冷卻媒體以亂流方式流動(圖2)
- 模具內部流線型掏空,冷卻媒體以一定方式流動(圖3)
這裡面,格子狀的亂流方式雖然看起來比較酷,但是它容易造成水路堵塞清理不便,流動中產生死水,模具內部空洞率增加而降低模具強度等不良結果,所以我們不推薦此種方式。此次投稿我想就流線型的隨形水路做一個詳細介紹。
3、實際案例中隨形水路的種類
如圖4 所示,流線型隨形水路的設計方法有以下3 種代表性種類。Z 型隨形水路、螺旋型隨行水路、・平行型隨形水路。根據模具的產品部形狀及模具的種類,我們去選擇最適合的方式。
4、最大限度的發揮隨形水路的應用效果
眾所周知,隨形水路設計時如果考慮的不周全將會很難收到預期的效果。比如水路截面如果過小則會因壓力損失過大而造成冷卻媒體的流動效果不暢(表1 參照),水路的截面必須得保證有Φ1 以上才能發揮冷卻效果。另外如( 圖5) 所示,如果水路截面形狀或者截面面積在中途有變化也會產生壓力損失,也會影響冷卻效果的發揮。這些都要在隨形水路設計時加以注意。在以後的文章中,我們還將會對隨形水路設計上的注意事項進行更詳細的研討說明。我們會通過Moldex3D 軟體對各種不同案例進行模流解析,通過解析結果來去分析優化水路設計。■
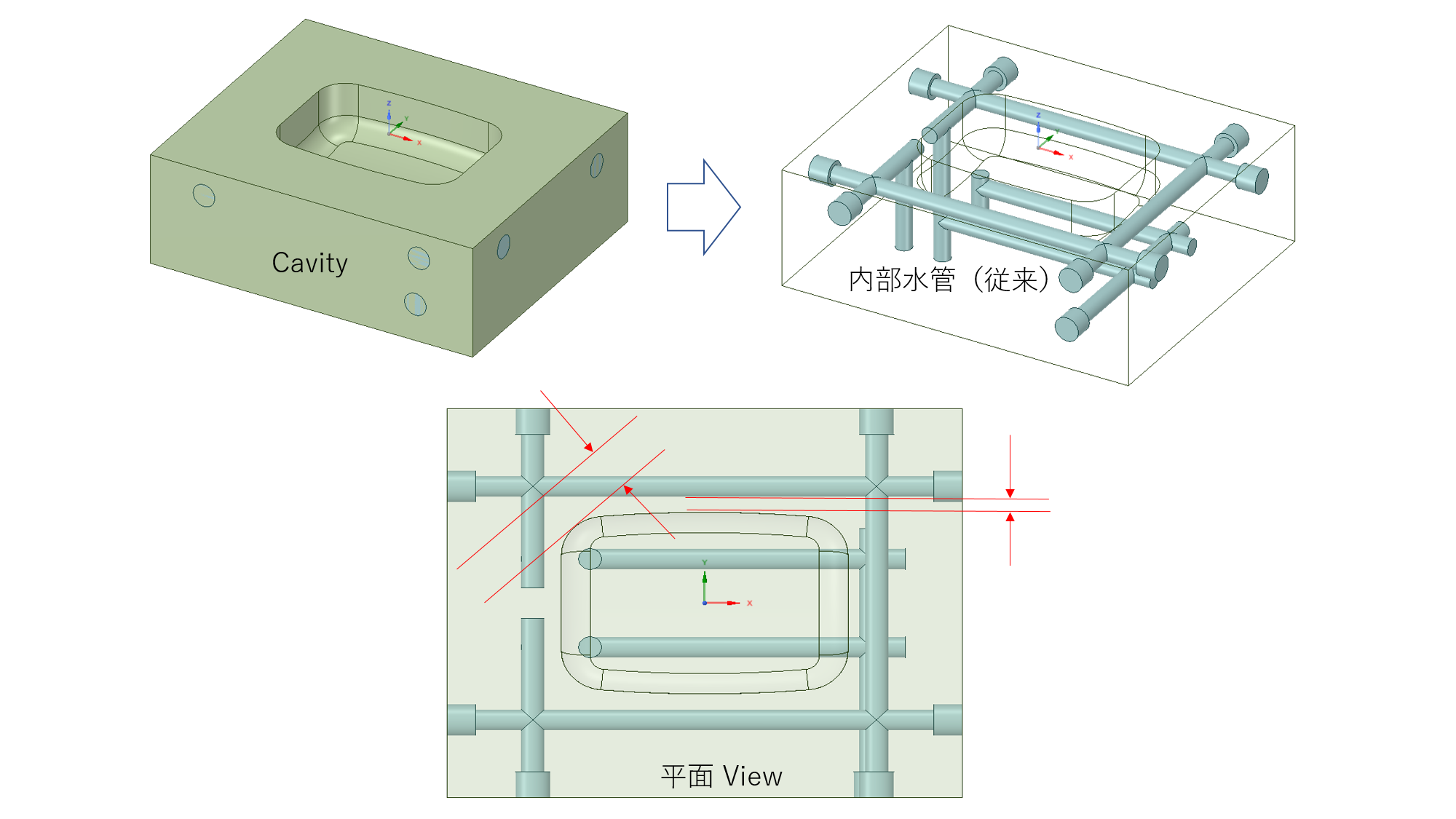
圖1a: 異型水路冷卻從產品的面看到的水管距離是不一致的
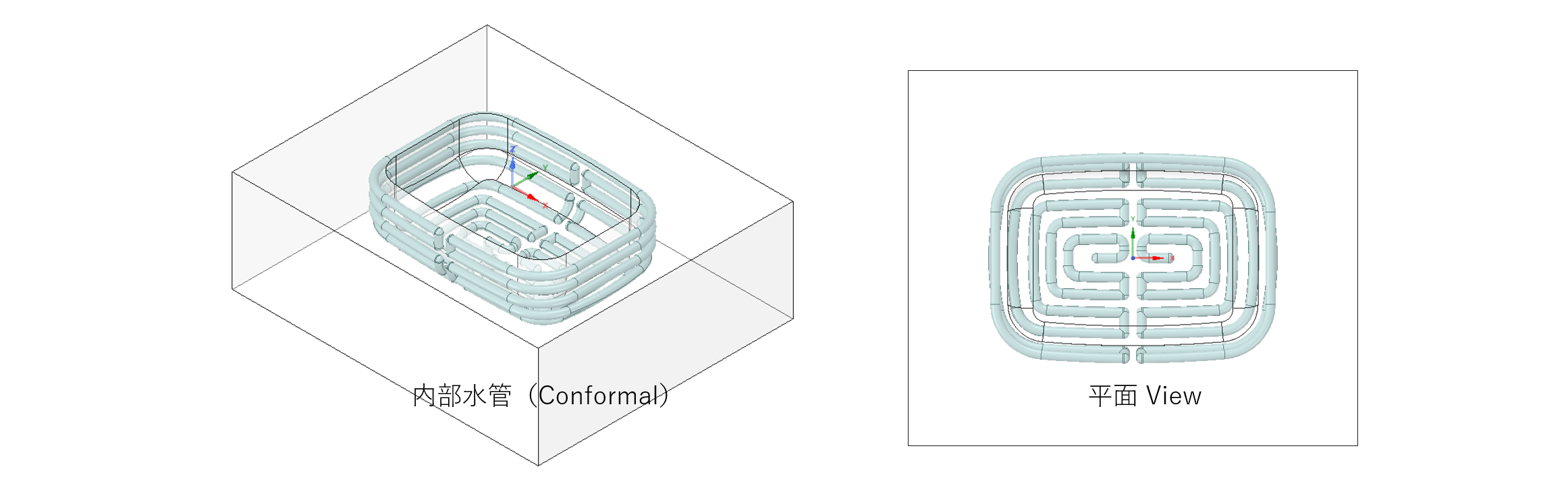
圖1b: 隨形水路的有效性“水路距產品面

圖2: 亂流方式水路
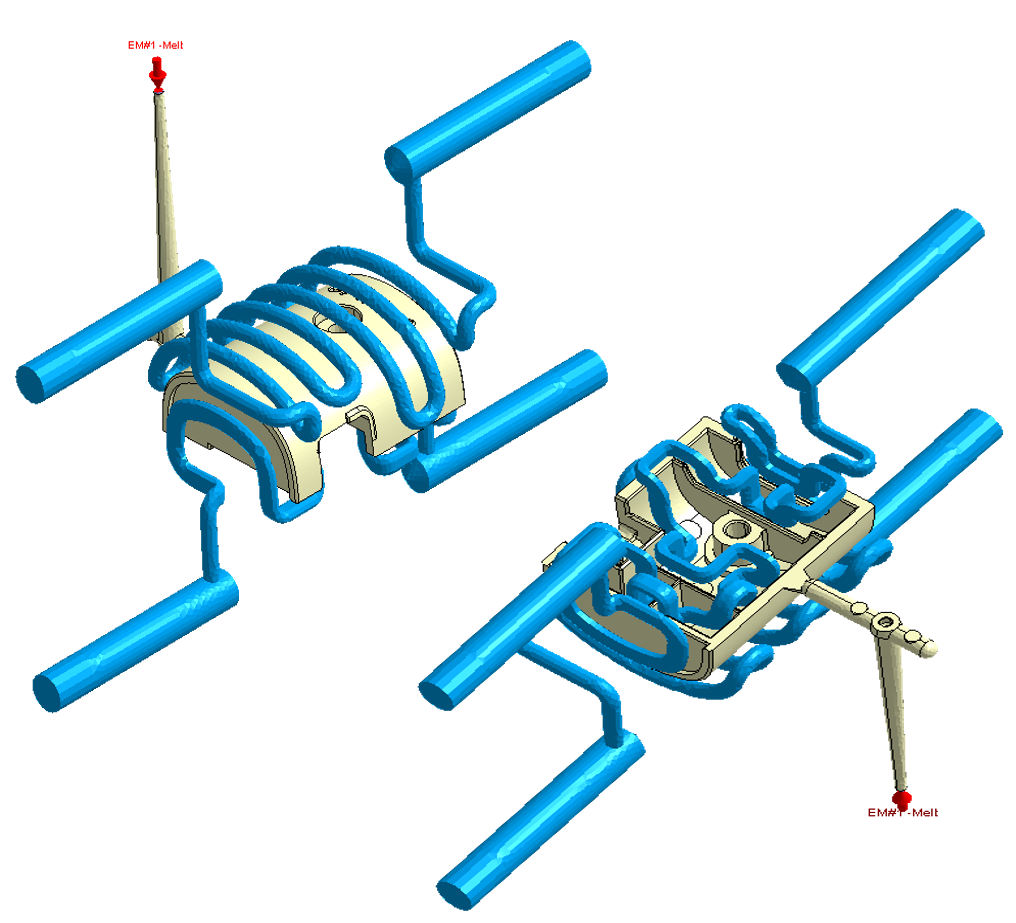
圖3: 流線型方式水路
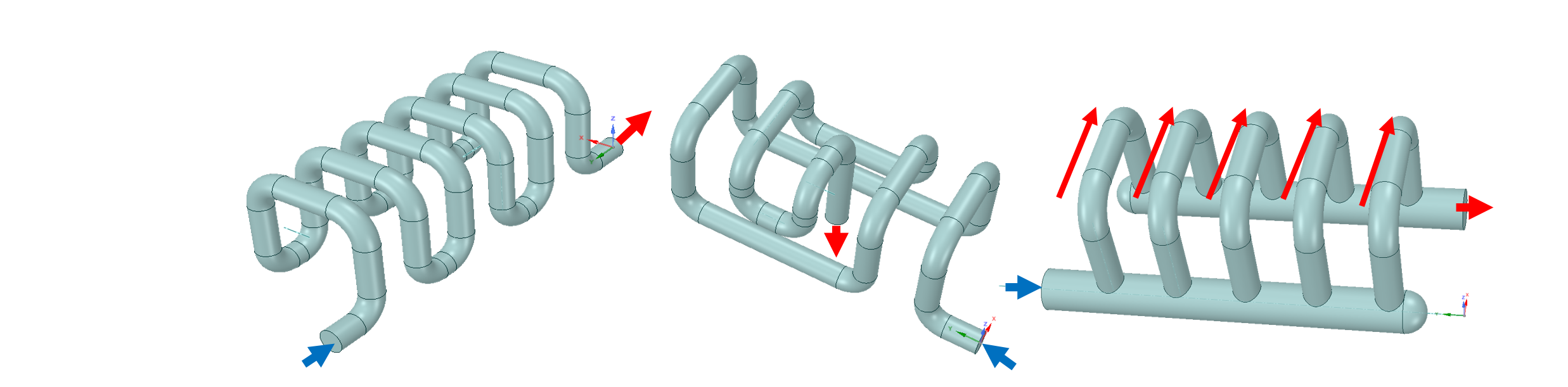
圖4: ① Z 型隨形水路/ ②螺旋型隨行水路/ ③平行型隨形水路
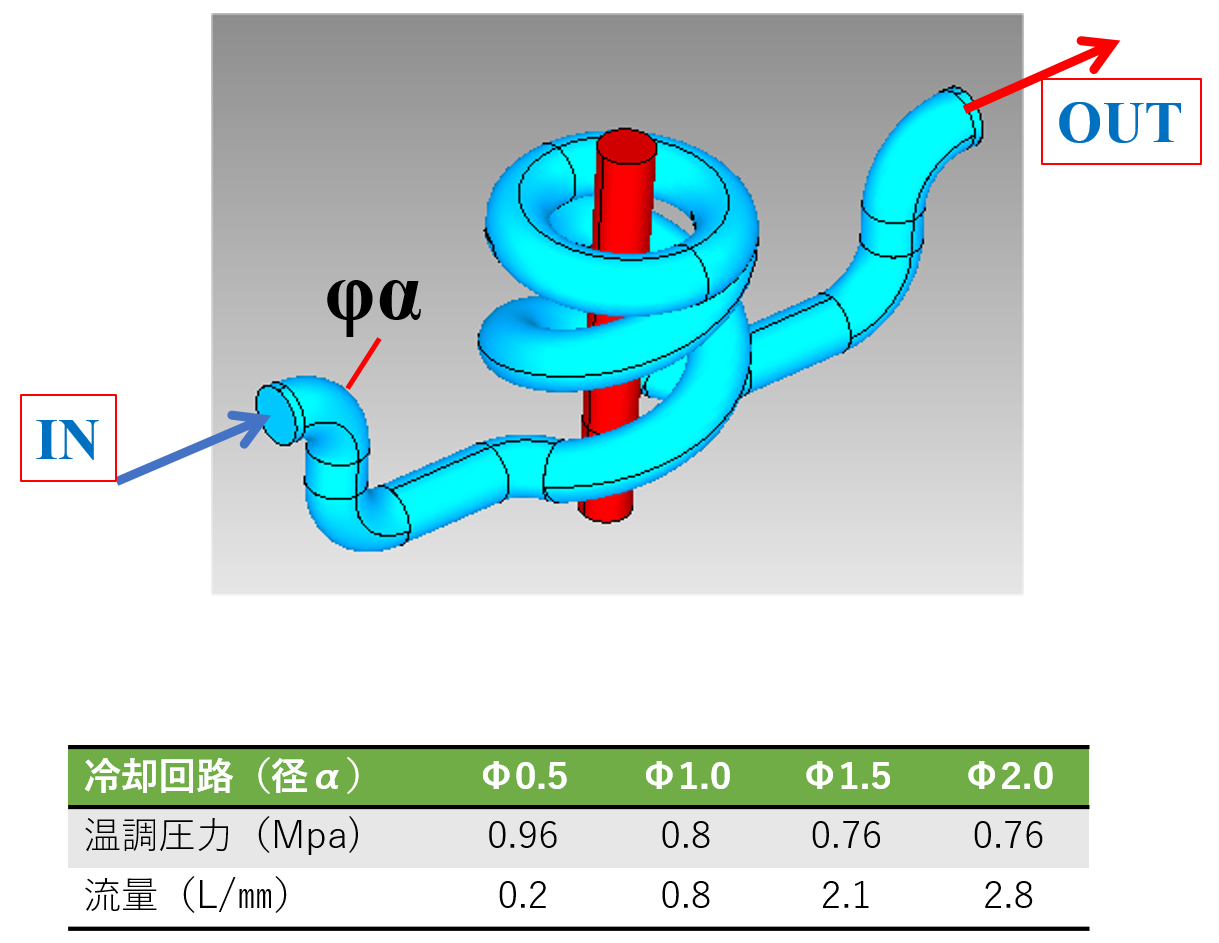
圖表1: 圓形水路直徑的流量評價結果
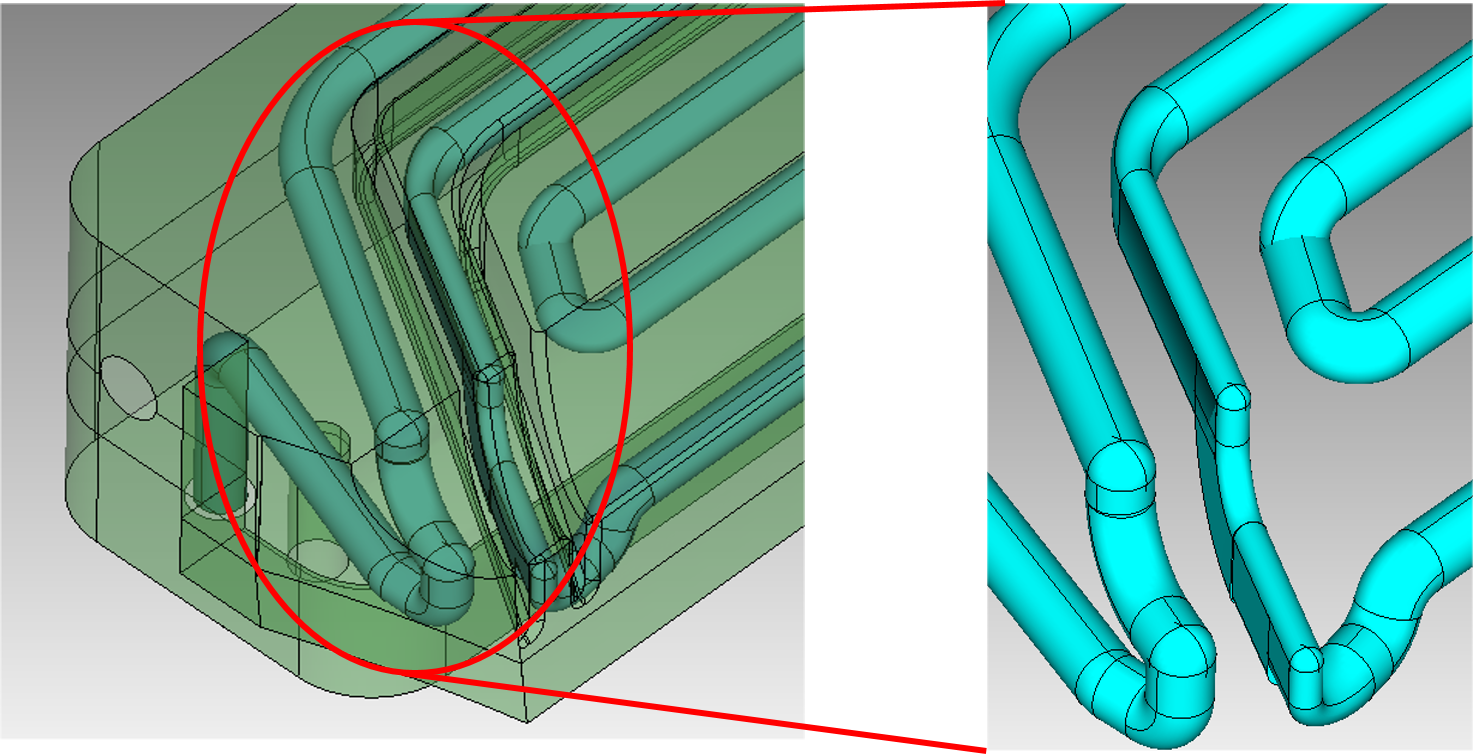 圖5: 水管徑通道由收縮在中間,在橫截面面積的變化設計
圖5: 水管徑通道由收縮在中間,在橫截面面積的變化設計
