

■安騰注塑機
序言
注塑機發展至今超過了60 年, 從最早期的純人力操作的設備, 到運用油路系統的油壓注塑機,油電混合, 全電動注塑機等。從油壓機到電動機, 強調節能環保,精密製造的需求,目前是一個怎樣的情況呢?在上一世紀80 年代由德國開始發表電動注塑機的概念, 再由日本企業研究發展, 壯大至今也超過30 年頭,但是身為全球塑機產能與運用量最多的中國, 中國製造的電動機現況是如何呢?國內注塑機製造廠家為了打破電動注塑機由日本壟斷的局面, 從2010 年起, 有許多廠家投入大量資金進行研發電動注塑機, 大部分是由油壓機的廠家轉投資,也有少數一兩家由數控加工機的設備廠轉投資的。
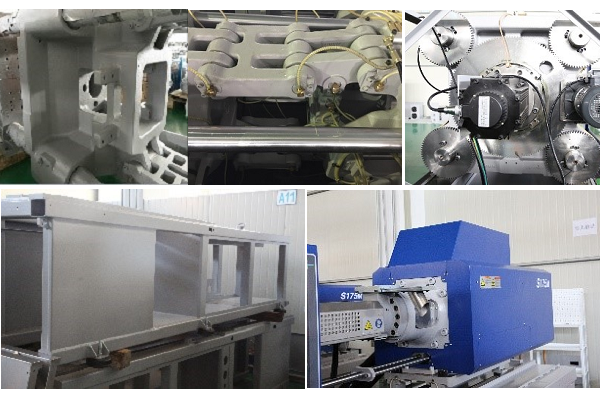
圖1: 機械結構/ 鎖模機構

圖2: 義大利,傑弗倫控制與驅動系統
各家所面臨的共同問題點
1.控制系統:在日本注塑機控制系統大都是自行研發設計,但在國內, 不論是油機或是電動機的控制系統幾乎沒有一家注塑機廠有自行設計能力,而傳統液壓機的控制系統雖然行之有年,相對是成熟的技術,但將其直接運到電動注塑機,已經明確的發現控制上多種問題。特別是對於現在往輕, 薄, 精密產品, 射出速度與壓力要求高的需求時, 無法掌控。驅動器通常控制與驅動器都是不同品牌,不能良好匹配。
2.傳動部分:電動注塑機的傳動方式主要以伺服馬達+滾珠螺杆傳動。注塑機與數控機床對於伺服電機和滾珠螺杆的需求性不同; 數控機床速度(轉速)需求高, 馬達以一定轉速進行旋轉, 滾珠螺杆也相應的低負荷旋轉;電動注塑機:在開關模有高低轉速需求, 切換點對滾珠負荷會增加, 在模具接觸從開關模轉成高壓鎖模瞬間滾珠螺杆的負荷非常大,同樣的射出填充過程中,速度的切換點與射膠停止時對滾珠的衝擊也相對增大。選用不適合的滾珠螺杆,是嚴重影響其壽命。目前這一類型的滾珠螺杆材質與加工技術,是國內亟需突破的。前面所提的數控機床需要的高轉速能力,所以伺服馬達通常以高轉速設計,對於扭矩要求不高, 但注塑機轉速至少以現況而言,轉速的需求不高,鎖模力的產生動作過程,射出壓力, 保壓產生過程都必須以高的扭矩才能對應, 有設計能力與願意製造的廠家寥寥無幾;
3.加工精度: 隨者注塑產品的需求精度不斷提升, 少於0.5mm 以下的薄件產品並不少見,比很多注塑零件的毛邊還要薄,如果機器設備的加工與組裝精度沒有相對應的達到需求, 如何能應付未來的發展需求呢!
安騰全電動注塑機研發團隊,經歷日本一流注塑機長期工作與培訓學習,對於全電動機的伺服馬達設計與製造非常專業,是國內唯一擁有注塑機專用直接驅動式馬達設計製造能力廠家。
控制系統是採用義大利「傑弗倫」的控制系統與驅動器,配以長達30 年以上的工藝應用工程師,所編寫的應用程式,並加以驗證,才能適應不斷的變化的環境。
傳動系統:如前言,目前滾珠螺杆在中國還沒有相對可以應用的產品,我們目前採用日本 NSK THK TSUBAKI 等等品牌以搭配不同的需求。
機械結構( 如圖1 所示):應力集中範本, 鎖模力可集中在範本中間,提高模面排氣效果及有效鎖模面積大,高剛性機架設計,加以高精度研磨,加工精度為一般的兩倍以上保障平面度,延長模具使用壽命。
直軀式配以5 點式鎖模機構反應迅速, 開關模速度達到1500mm/s 有效的提高生產效率,直軀式射出機構, 射出速度高, 真正閉環控制。射出速度最高可達600mm/s 採用義大利,傑弗倫控制與驅動系統( 如圖2 所示),安全可靠故障率低。■
