

■邱耀弘/ACMT
摘要
自1980年代開始,東莞和深圳便是世界手錶加工的重鎮,從工業發展的軌跡來看,手錶是由瑞典-日本-台灣-香港-珠三角這樣傳遞下來,延伸至2010年後, 美國蘋果電腦公司也注意到手錶這樣精巧的金屬/陶瓷/塑料的組合產品,將是作為手機不可或缺的生產技術。
而Dr. Q今天要談的不是甚麼高深的技術,卻是一門過去手錶零件加工上常用又便宜的二次處理方式,各位可能聽到過很高深的科技上位名詞,稱為場效流體拋光(Field effect fluid polishing),別被嚇倒!其實磁針研磨技術就是其中之一,利用磁場帶動細小的不銹鋼顆粒或針,以流體方式高速撞擊零件(弱導磁金屬、不導磁金屬、不導磁材料)表面,進行研磨並去除飛邊的方式。不過,Dr. Q要給大家帶來一些不一樣的觀念哩!! 關鍵字:磁針研磨、飛邊、流體拋光。
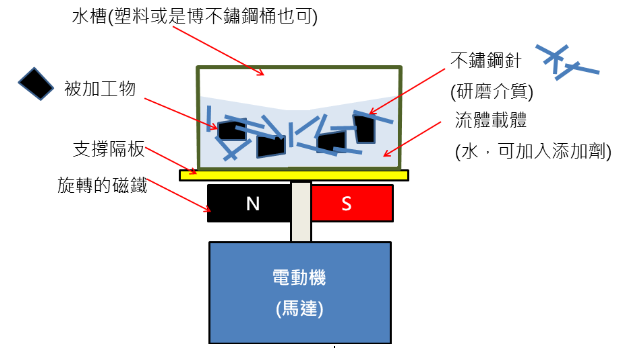
 圖1: 簡單的磁鍼研磨機的構成圖,利用電動機帶動磁石旋轉就能工作;下圖是實際的生產設備,占地很小僅約0.5X0.5 平方米,不需要排水/ 防塵/ 排氣/ 噪音防制。
圖1: 簡單的磁鍼研磨機的構成圖,利用電動機帶動磁石旋轉就能工作;下圖是實際的生產設備,占地很小僅約0.5X0.5 平方米,不需要排水/ 防塵/ 排氣/ 噪音防制。
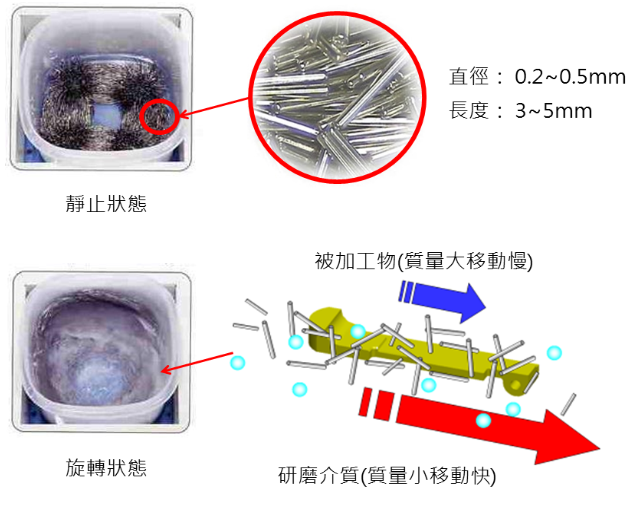
圖2: 磁場旋轉帶動磁鍼高速移動,撞擊被加工物因而產生研磨表面效果
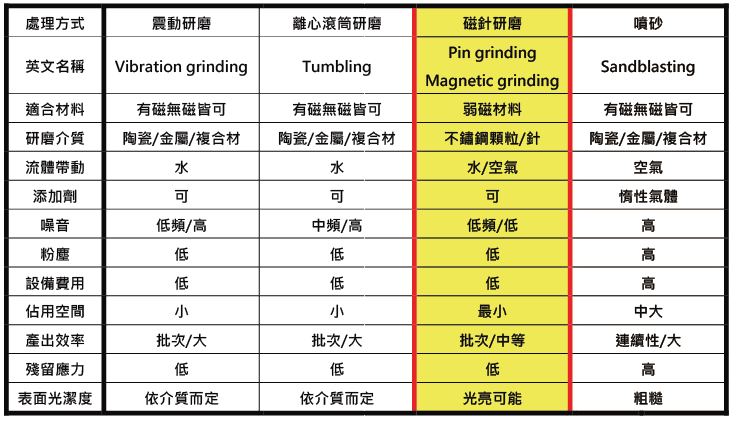 表1: 常見的物理移除方式之五金零件飛邊與毛次後處理法
表1: 常見的物理移除方式之五金零件飛邊與毛次後處理法
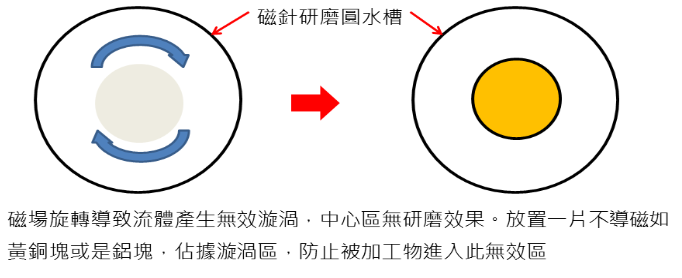
圖3: 將中心無效的漩渦區以不導磁金屬佔據 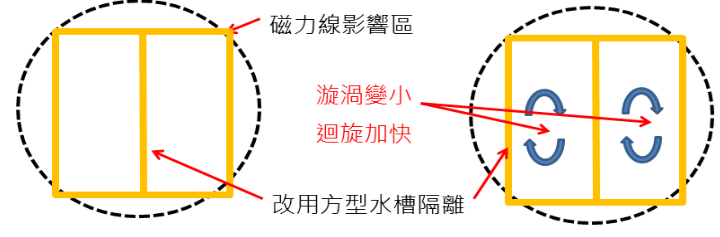 圖4: 採用分隔水槽使漩渦破壞變小、變快速
圖4: 採用分隔水槽使漩渦破壞變小、變快速

圖5: 可用來隔離被加物的塑膠瓶,透明瓶子是不錯的選擇

圖6: 可以用來隔離被加物的支架,就如試管架般,是磁鍼研磨的好幫手
磁針研磨的原理
除非你沒有用機器洗過衣服,磁針研磨的設備很像一台立式的洗衣機,如圖(1)所示,在磁鐵裝在一個高速旋轉的載具上(構成能量場) ,其上方有一個容器,裡面裝入水(流體載體)、添加劑(清洗劑或光亮劑)、磁針(研磨介質)以及被加工物,其工作原理為:
●磁場形成一個能量場,電動機旋轉帶動貼附磁鐵的轉盤,就可帶動質量很輕的研磨介質進行高速旋轉運動;轉動速度和順時、逆時轉向,時間都可以設定並切換;如圖( 2).所示; ⃝考慮到散熱和粉塵飛揚的問題,水來做為流體載體可以讓研磨介質和被加工物都能穩動的在水中旋轉, 並且起到清潔、散熱和潤滑的多重效果,研磨過程的粉塵又可以被收集到水中,有如洗衣機般的神奇;也有部分業者用不用水而採用乾研磨,主要是被加工物是質量很輕的工程塑膠(比重低於2);
●質量的差異導致磁場中運轉的速度差,質量輕的旋轉的快、質量重的旋轉的慢,藉由兩者的速度差異, 質量輕的介質會撞擊到質量高的被加工物,因而產生研磨效果;
●被加工的比重要遠大於1最好,至少不能浮在水上; 無磁性的被加工是最好;被加工物不能太重,以避免沉底或是水流帶不動;有強力磁性的被加工物會被磁場吸附一起,達不到分散的效果,導致磁針無法有效撞擊而研磨就沒有效果;
●研磨介質的形狀盡量不要採用等軸狀(顆粒),應該採用針棒狀(纖細比高)或是扁平狀,研磨的細緻度取決於研磨介質的粗細,但也和其他方式一樣,研磨介質越細小、研磨的時間就要越久。
●注意,被加工物的放置數量必須控制,質量越大者要放少,甚至要隔離或限制運動,以防止被加工物相互碰撞產生大的撞傷痕跡;加工物放置過多,研磨效果也不佳,建議可以在研磨桶邊緣標示水線刻度(不放物件時的刻度、加入磁針的刻度、再加入被加工的最高刻度),放置定量體機的磁針和被加工物可以做最有效的研磨。當然,也可以利用重量管制,也是快 速的方法。
●磁針經過使用會產生磨損,而被研磨下來的被加工物表面也很髒,因此,要勤更換清潔的水,把細小粉屑濾掉、補充新的研磨介質,都是一定要列表管控的。有些工程師反映研磨後產品表面發黃,嘿嘿,問了結 果是沒有更換研磨的水,太多髒東西又黏回到拋光後 的表面了。
五金零件製造常用的去除飛邊和毛刺之方法比較各種 材料進行切削加工後,因為物理性移除所有產品多半有飛邊與毛刺,這是無法避免卻必須要確實去除的, 如果使用化學法必須注意到危險化學液體的保存/使用,以及污染排放的限制,所以採用物理移除方式對於五金零件製造業者來說,都是大家最熟悉又便捷的方法。如表(1)所列出:震動研磨/離心滾筒研磨/磁針研磨/噴砂這四種我們較為熟悉好用的方式,相信大家都要找到一種加工殘留應力比較低的、粉塵污染又小的、又能有比較好的光亮度的處理方式。
磁針研磨的小技巧
●隔離磁場I:放置不導磁之金屬或沉塊,將中心漩 渦無效區隔離,以避免磁針、被加工物陷入漩渦中心 區,沒有磁針撞擊研磨效果。如圖(3)
●隔離磁場II:改變水槽的大小和形式,讓原來的漩渦受到水槽形狀而改變成紊亂漩渦,最簡單的方式就是用方槽隔離,如圖(4),這樣磁力漩渦遭到破壞, 可以避免產生無效區 ●隔離被加工物法:利用上述的隔離觀念,用小寶特瓶裝被加工物、水、添加物和磁針,也可以進行類似的研磨,特別是單一被加工物隔離,可以防止被加工物之間的撞傷,就是一個瓶子或是水槽只裝一個或是少量加工物,減少加工物之間的碰撞。如圖(5),可以 用這些材質的塑料瓶(PET、PP、PE),但是要注意封口不要流出水,瓶子在研磨過程會滾來滾去。
●被加工物隔離支架:各位有看過試管架吧?圖(6). 這種塑膠的試管架,您的加工物可以類似像試管這樣的,當然,只要能適當隔離被加工,同時又能保證被加工物的表面可被磁針撞擊,那設計專用的治具隔離支架當然也就不難了!
●磁針的設計:磁力研磨的磁針必須要細小且有一定長度,不適合使用等軸狀(顆粒料),主要在於利用細長的比例來達到撞擊產生摩擦拋光效果,通常如圖(7),磁針的設計可以自行改變,建議用沖壓板片、鋼棒鋼絲來做。
磁針研磨是Dr. Q在2009學習自台灣嘉澤/廣州得意電子公司,當時是用來針對不銹鋼扣座產品的毛邊去除,然後又被推廣到MIM產品以及電子二極體封裝上,誰也沒料到工業技術的發展,隨著產業不同而有不同的目的,卻又有殊途同歸的效能- 去除毛邊、 增加光潔度,”大家都能用到”,這是最有意義的技術推廣結果。希望這篇的文章可以再帶給工程師們一些 啟發,尤其是那些表面處理的一些瑕疵處理工程。 ■
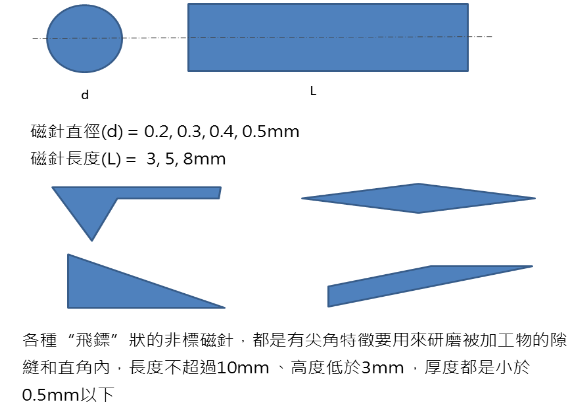

圖7: 磁鍼的形狀,可依研磨死角的需求改變設計 圖8: 磁鍼的應用
