

■森本一穗/ 株式會社OPM
接續8月刊內容(1~4)
5、水路設計的基本規則
為了發揮最大的冷卻效果,所以我們必然要將隨形水路設計的更靠近產品面。但是太靠近又會造成水路距產品面的肉厚太薄而發生破損及漏水。
在OPM 公司所設計的模具隨形水路中(參見圖1)
利用CAE 模流分析可以解析得到以下重點:
- 隨形水路內部的壓力評測(參見圖1)
- 模仁鑲件所受的最大內部壓力評測(參見圖2)
- 模具表面所受的最大應力評測(參見圖2)
之後根據疲勞測試的資料所進行評估,找出最適合的隨型水路設計方案。並把這些評測結果以及實際資料綜合起來,塑膠模具的隨形水路設計規則最後我們總結所推薦的參數( 請參見圖3)。
6、水路設計的原理原則
( 參見圖4) 顯示的是成形時模具內水路與塑膠產品間影響的基本原理模式。水路至產品面的金屬肉厚越薄,熱傳導率的效果就越高,然後,在同等肉厚的條件下,亂流要比層流的效率高。這是一個基本原理原則。如果設計時不遵循這個原則,就算搭載了隨形水路也無法達到預期的效果。
在進行隨形水路的設計時,我們需要理解射出成形中的冷卻系統關係的重要公式,並且複習它,我再來詳細的說明一下。
成形品的冷卻時間與
- 成形品裡面中最大肉厚的2 次方、以及流道的最大直徑的1.6 次方成比例
- 溶融樹脂的熱擴散率成反比冷卻時間可以用以下的公式來表示
![]()
Tc:冷卻時間 Thw:最大成形品肉厚
Dr:流道最大直徑 α:熱擴散
當肉厚變為2 倍時,冷卻時間將會變成4 倍。
溶融樹脂的熱擴散的公式為
![]()
k:熱傳導率 P:密度 Cv:定容比熱
射出成形相關的設計人員應該對上述公式是瞭解的。
然後,層流和亂流的雷諾數的計算公式為
![]()
P:流體密度 U :流體的平均速度
d:管道直徑 ŋ:流體的黏性係數
通常來說,Re > 2300 時我們稱為亂流。(根據文獻不同會有差異)
上述提到的這些基本參數
- 產品厚度的把握
- 模具溫度及樹脂溫度的預測
- 模具強度面的預測
- 水路必要直徑的預測、必要流動長度的預測
- 流體的速度、流線方向
- 水路內壁的粗糙度、殘留應力
我們在設計隨形水路時只有都考慮評測到,才是最有設計依據與效率的設計方式。下章我將會介紹更多的事例來進行探討。■
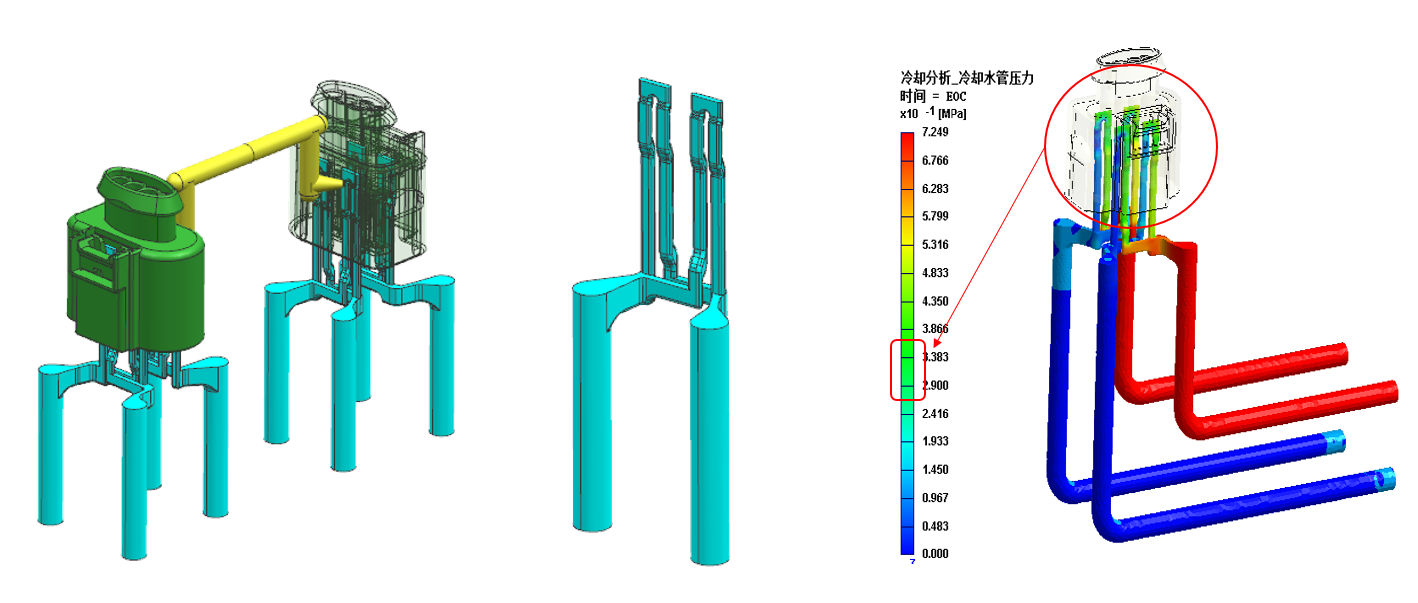 圖1: 水路內壓解析例
圖1: 水路內壓解析例
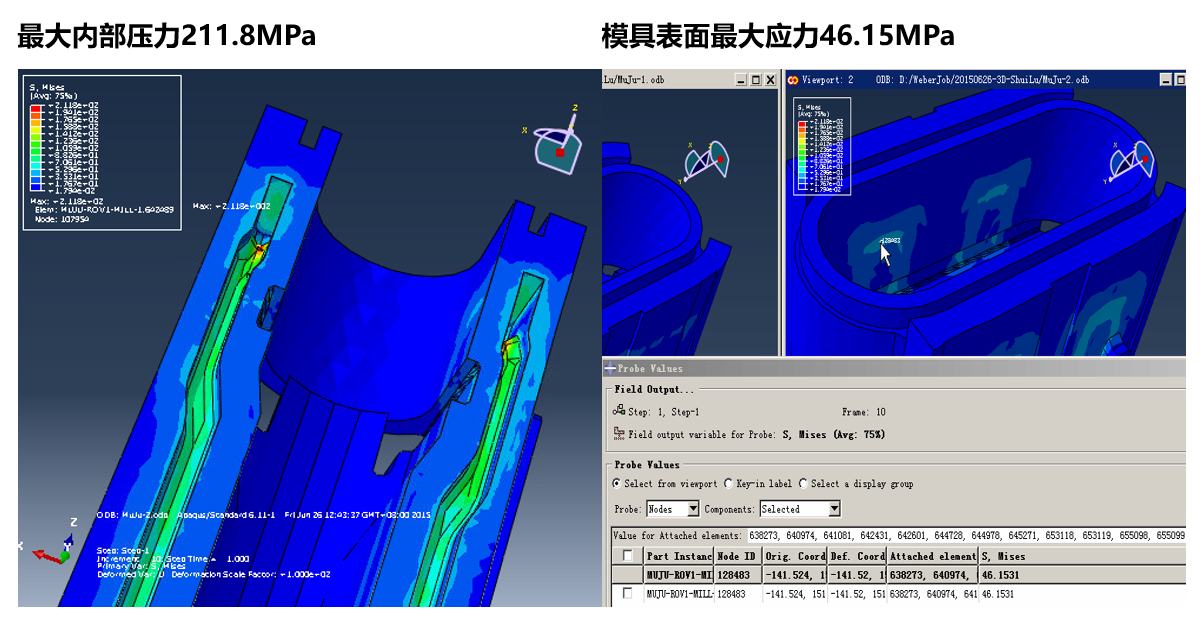 圖 2: 應力解析例
圖 2: 應力解析例
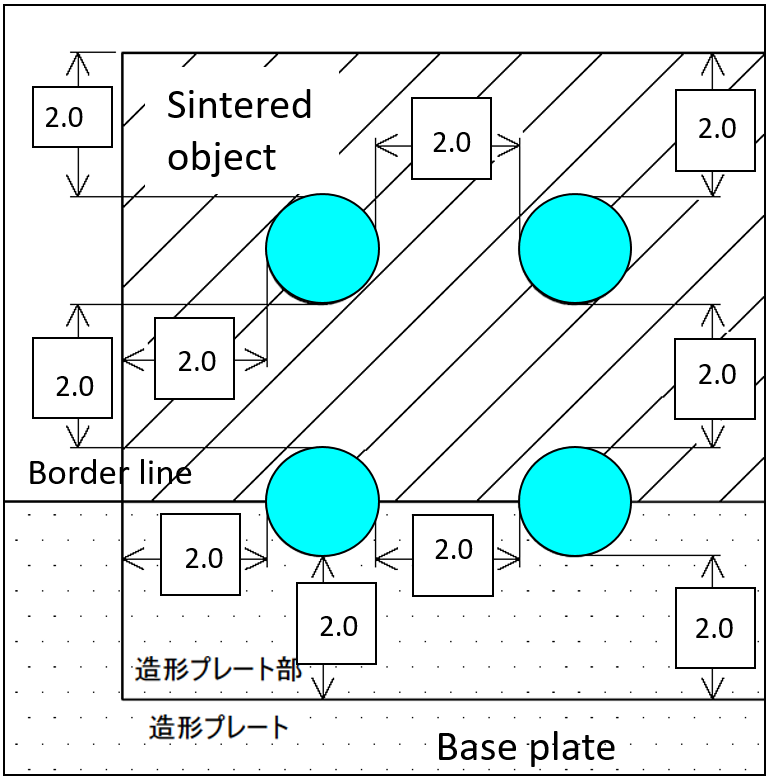 圖3: 隨形水路的基本設計規則
圖3: 隨形水路的基本設計規則
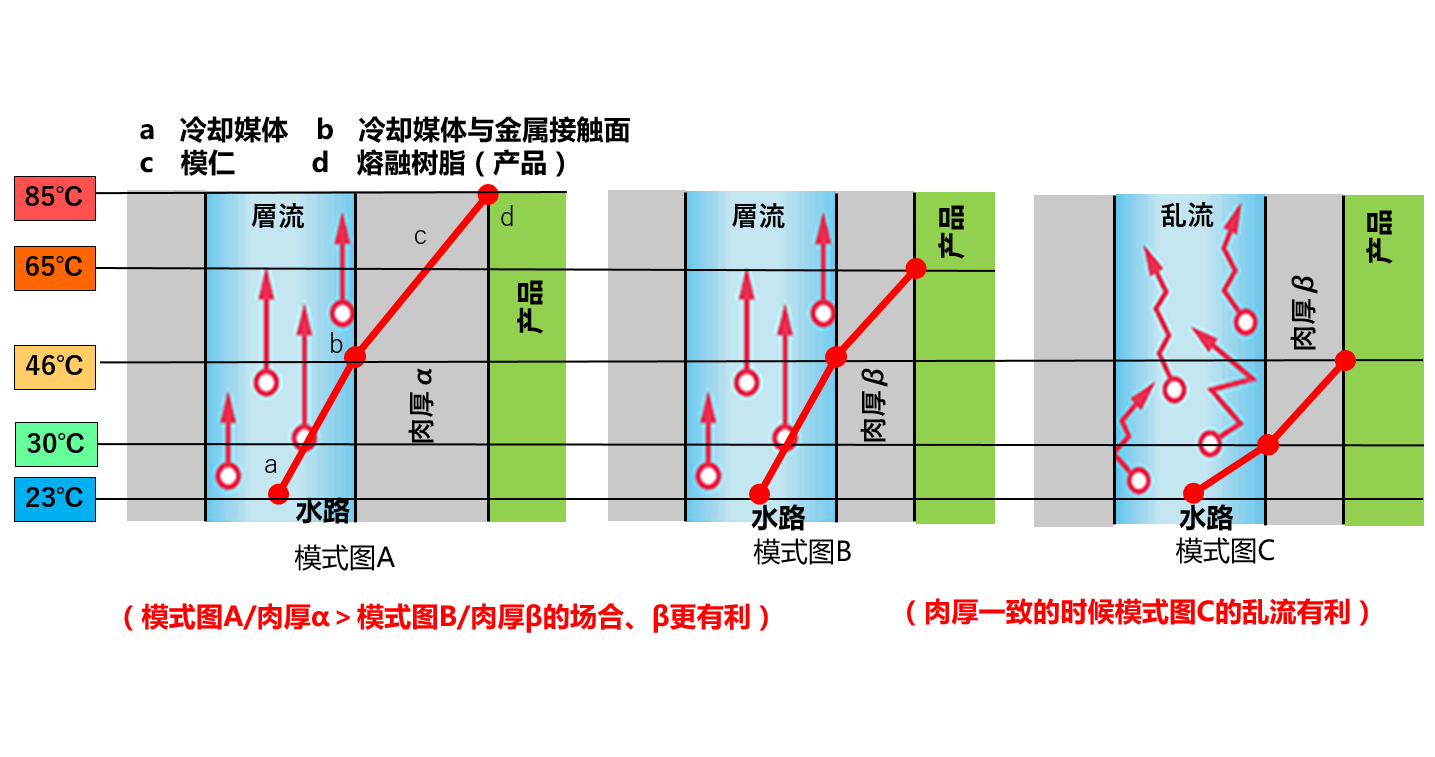 圖4 水路外壁與產品面的距離所影響的溫度變化效率的原理
圖4 水路外壁與產品面的距離所影響的溫度變化效率的原理
