

■米拉克龍/ 劉亞衛
前言
氟聚合物包括FEP,PFA,ETFE,PVDF 由於其優異的耐腐蝕性,耐高溫,阻燃性,耐化學性,耐摩擦性,以及電絕緣性能, 目前廣泛應用於汽車,電子,醫療等領域, 屬於高端應用領域,氟聚合物導管(包括管材,棒材)由於工藝過程複雜難以控制,材料腐蝕性強,造成製品品質和產量難以保障, 因而國內市場上的氟聚合物導管製品主要是進口的,50% 以上來自於美國。
實際上,選擇好的原材料, 選擇正確的工裝設備,仔細調整好擠出工藝,高速度擠出高精度的氟聚合物導管完全是可以做到的。
首先是要選擇好的原材料,根據筆者的經驗和客戶的回饋, 比較好的原材料供應商有DUPONT 杜邦,SOLVAY 蘇威,日本大金等。更重要的是,選擇正確的工裝材料,選擇定制的擠出設備包括螺杆和模頭設計,加上最佳的工藝控制,是高速擠出氟聚合物導管的要點。本文主要介紹氟聚合物導管高速精密擠出對擠出設備及工裝和工藝的要求:
1、工裝設備的材料選擇
和其他工程塑料相比,特別是高溫尼龍,高玻纖工程塑料相比,氟聚合物的摩擦磨損不算高,然而其腐蝕性磨損極強,這是氟聚合物擠出工藝的難點,普通氮化鋼或工具鋼只要2 個星期就會腐蝕掉,如圖2, 主要是點腐蝕和縫隙腐蝕磨損,摩擦磨損很少。特別是工裝接觸面,螺杆,料管,法蘭,模頭,模唇等部位,結果塑化效果差,機頭壓力波動大,造成一系列品質問題,形成製品表面氣泡,黑點,晶點,凹陷,針眼,出壓力下降,線速度下降,尺寸公差超出,製品變色泛黃,品質穩定性大幅下降。
選擇正確的工裝材料以提高工裝耐腐蝕性能是氟聚合物擠出的要點,通常宜選鎳基合金鋼,國外通常選INCONEL,MONEL 和 HASTELLOY , 國內有選新三號鋼。對於鎳基合金鋼來說,由於添加了不同組分的CR鉻,MO鉬,SI矽等元素,耐腐蝕性和鋼材的強度是一對矛盾,耐腐蝕性的提高會帶來鋼材強度的下降,特別是屈服強度和抗扭強度會大幅下降。
所以根據不同氟聚合物的不同的腐蝕強度,選擇不同的鎳基合金鋼是擠出生產線工裝材料設計的關鍵,例如某品牌的FEP 料就只能選INCONEL 718.。國外很多客戶願意選用價格較高的INCONEL 合金的原因是,在國際的耐腐蝕標準MR-01-75 標準中,INCONEL合金是最高標準7 級。


圖1:氟聚合物導管(包括管材,棒材) 圖2:工裝設備的材料選擇
2、螺杆和模頭的設計
2.1 螺杆設計
氟聚合物的螺杆通常選單螺棱的等距螺杆的分流型螺杆設計,增大螺杆的壓縮比可以提高熔體的強度,減少製品裂紋。
2.2 混煉頭
氟聚合物的混煉頭一般選用SAXTON 設計,如下圖,可以通過改變熔體的流動方向,有效地熔融混合,增進混煉和均化效果。螺杆和料管是擠出機乃至擠出生產線的核心,螺杆料管的品質直接關係到產品的精度,產量,生產的穩定性,選用最合適的螺杆料管是氟聚合物導管高速精密擠出生產的關鍵。米拉克龍公司在美國自己擁有3 家螺杆料管廠,有多年設計加工螺杆料管的經驗。
2.3 模頭
除了接觸面材料(多孔板,分流器,模芯,模唇)要選用INCONEL 以外,為提高製品的密實度,根據氟聚合物的流變特點,依據材料的彈性模量來進行模頭的流道設計和壓縮比選擇很重要。米拉克龍公司在美國擁有自己的模頭公司,專門為客戶定制擠出模頭。氟聚合物導管精密擠出模頭要求有流道阻力自動調節功能,採用針閥結構能夠減少軸向壓力波動對製品尺寸造成影響;另外,口模間隙的自動調節可以保證穩定的壁厚公差;自動浮動的芯棒是同心度公差的保證。
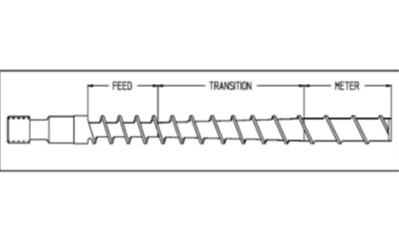
圖3:MILACRON 螺杆和模頭的設計/ 混煉頭
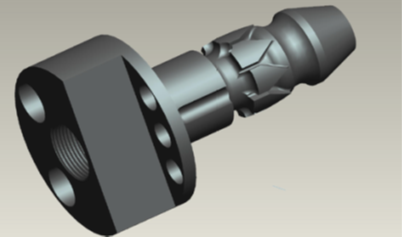
圖4:模頭
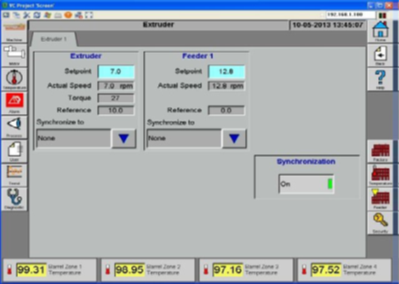
圖5:扭矩保護
如同螺杆料桶一樣,耐高溫,耐磨損,抗腐蝕對模頭的材料有很高的要求,另外,精密擠出模具熱變形要求較高,對材料的選擇,加工精度,以及結構的補償設計。
3、工藝控制
一個強大的控制系統在氟聚合物導管的高速精密擠出中必不可少,無論是扭矩控制,溫度壓力快速採樣反饋,多層共擠的同步控制,生產系統資料通訊集成,都是保證製品品質和產量的核心。
3.1 扭矩保護
和其他工具鋼不銹鋼螺杆相比,INCONEL 螺杆的抗扭強度較低,在冷開機和超載時螺杆很容易扭斷,氟聚合物導管擠出機的螺杆占整機價格比例很高,控制系統必須具備扭矩超載保護功能。如圖。
3.2 螺杆轉速
氟聚合物導管高速擠出時,最佳的螺杆轉速應該開到負荷的90%, 以最大程度提高生產率,如螺杆設計的最大轉速為100RPM, 實際生產應該開到90RPM 以上,這樣才能保證生產的線數度每分鐘達到60 米以上。當然這首先要由螺杆設計來保證。
3.3 多層共擠的同步控制
氟聚合物由於其優異的耐化學性,阻燃性,耐高溫,耐腐蝕性能,經常應邀和其他塑膠配合,進行共擠,擔當重任,如汽車上的刹車管,包括2 層ETFE 的5層共擠, 外層還有PA12 等,由於不同材料流變特性不同,共擠難度很高,對擠出機和模頭提出很高要求,尤其是控制系統,自動化同步控制多台擠出機包括上下游設備實現高速高精度擠出。
3.4 伺服電機驅動和電源優化器
和其他擠出應用不同的是, 氟聚合物擠出通常採用伺服電機驅動,而不是變頻電機或直流電機,這樣可以提高驅動精度和控制回應時間,最終提高產品的精度。 另外, 考慮國內的電力供應實際情況, 在實際生產線配置時,配備電源優化器(Line Reactor)是一個必要的選擇。
最後需要強調的是,氟聚合物導管的高速精密擠出是一個綜合系統工程,除擠出機和模頭外,真空定型冷卻,線上測量,牽引切割都是精密擠出的重要環節,外徑和壁厚的線上測量形成了一個從擠出機,模頭,真空冷卻的閉環回饋控制系統, 關係到最終製品的品質和產量,可以說沒有線上測量, 高精度公差0.02mm 是不可能實現的。 原料,設備,工藝等都會對最終製品的品質和產量造成影響,生產流程中每一個環節都需要精益求精,才能確保最終產品的品質產量。 米拉克龍公司在氟聚合物導管的高速精密擠出有多年豐富的經驗,歡迎垂詢。■
聯絡資訊
郵箱:service@jinyoung.cn

圖6:螺杆轉速

圖7:伺服電機驅動和電源優化器
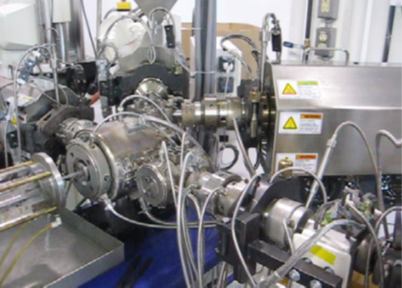
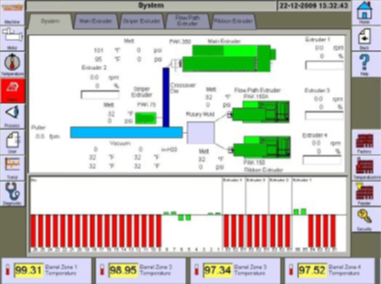
圖8:多層共擠的同步控制
 圖9:TP-75_Extrusion
圖9:TP-75_Extrusion
