
■費高敏/ 馬路科技
3D 檢測應用
三維掃描檢測目前在製造業已經得到了比較廣泛的應用,特別是在一些異形曲面多,產品結構複雜的零部件上。相比于傳統的接觸式三座標檢測,非接觸式三維掃描檢測的優勢比較顯著,不受制於工作機台的大小,產品不需要特別的定位,掃描時間短,效率高。對於有些檢測完成以後需要補測的尺寸,不需要像三座標檢測一樣還要重新再上機床定位,掃描檢測可以直接利用之前保存的資料,補充測量即可,任何尺寸都可隨時進行查詢,充分體現數位化檢測帶來的便捷。
三維掃描器對於環境的要求比較低不似於三座標量測需要在相對恒定的環境下才能工作,三位掃描器只要不是在震動過大的環境即可穩定工作,這樣可以直接在生產車間使用,甚至在加工工程中,直接在機床上對加工到某一階段的產品實行掃描檢測,對整個加工過程的精度進行控制,避免了工件上下機床的時間浪費及重複定位精度的誤差。
另外在掃描結束後導入3D 資料即可用於工件檢測,重新打開新的軟體就可以額進行下一個工件的掃描,整個過程是並行的,不像三座標整個檢測過程都需要佔據工作臺。三維掃描檢測由於精度的提升已從產品檢測進一步發展到模具,電極的檢測,在產品研發之時就導入三維檢測確保模具,電極加工的精確度,通過三維檢測軟體的虛擬裝配功能,可以確認公母模的組合狀態檢測各部件的干涉,間隙等,大大縮短產品研發的週期。
模具,電極加工品質檢測
模具型面品質檢測傳統都是使用三座標進行的,對於重要型面,功能型面及其他特定的面進行截面量測或均勻分佈打點測量,從而得到型面的加工品質檢測報告。但是這樣的報告是不全面的,未打到點的位置就是沒有檢測的位置,而利用三維掃描器對模具型面檢測是全面的。
圖(1)為公模的型面,通過公差帶的顏色定義,將掃描後的模具型面與理論資料進行對比,通過公差帶的顏色渲染,完全反映了型面的加工精度。而顏色的漸變反映了加工誤差的變化趨勢。
圖(2)為電極型面具體加工情況,實際加工的電極型面因為需要考慮到放電間隙,故會比3D 設計檔案小上一圈,在圖中顯示為藍色部分。
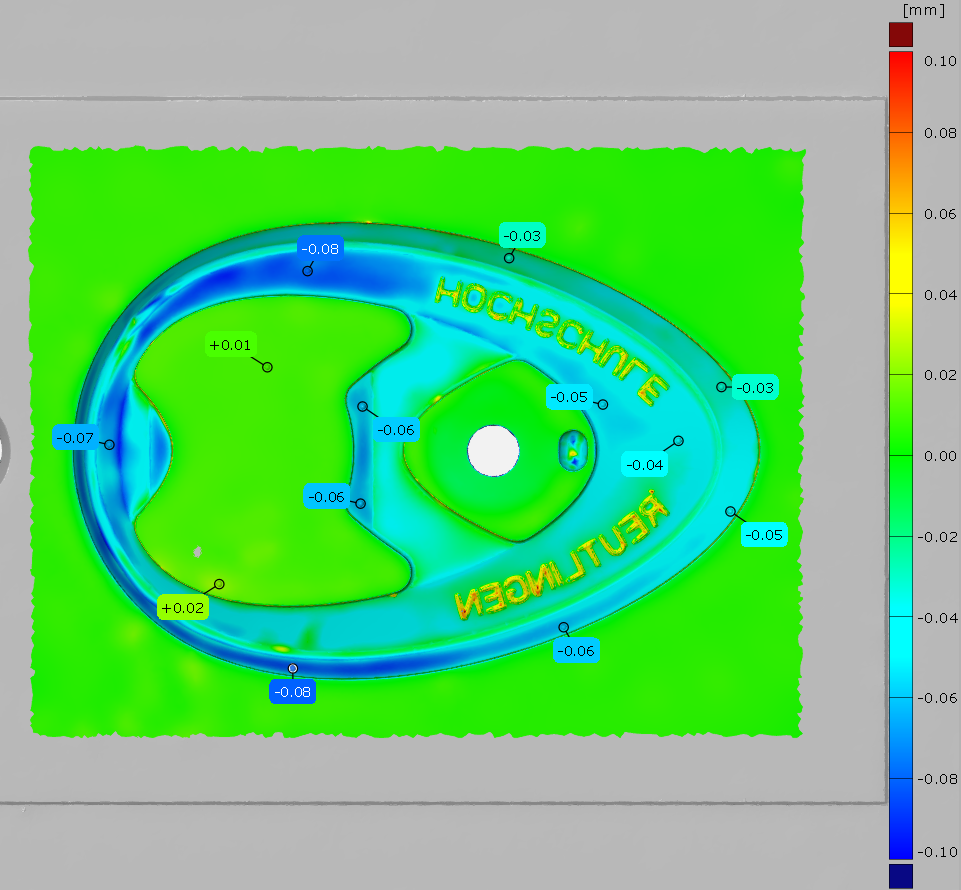 圖1:模具型面檢測
圖1:模具型面檢測 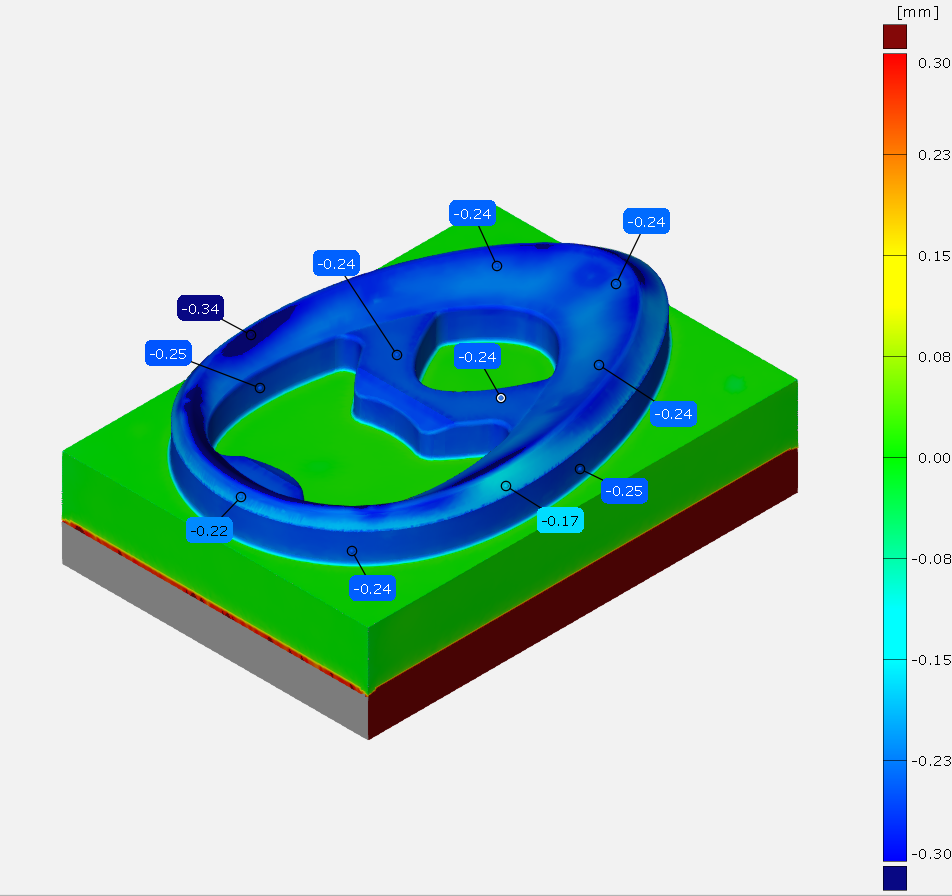 圖2:電極火花間隙檢測
圖2:電極火花間隙檢測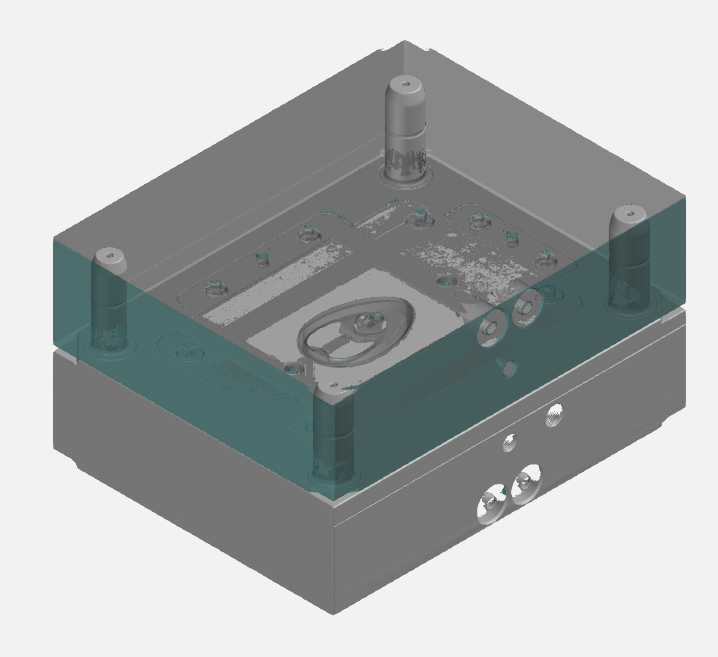 圖3:上下模合模狀態
圖3:上下模合模狀態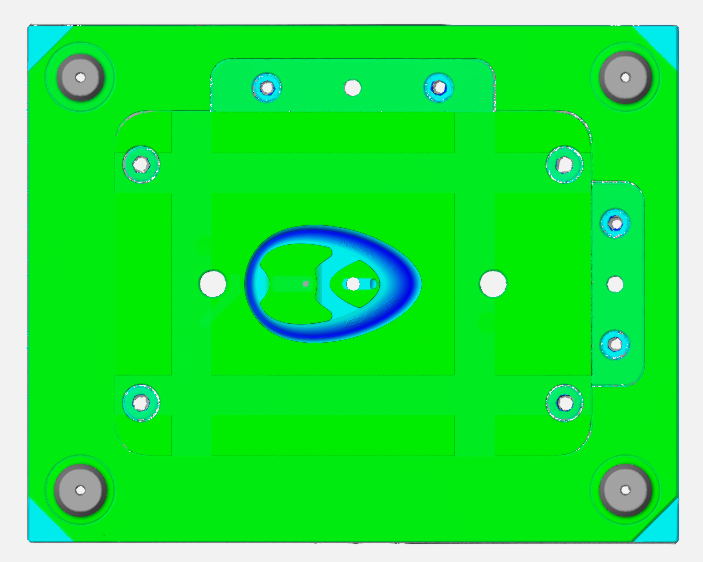
圖4:上下模合模分析
模具虛擬裝配檢測
單個零件的三維掃描檢測比較直觀,但是在多個零件組裝以後,不能全面的看到零件的配合情況。使用傳統方法不能很好的解決這個狀況,通常都是直接試模,通過判斷成品的狀況,再來判斷如何對模具進行調整,通過反復的嘗試,消耗大量時間來達到這一目的。
目前可以通過掃描各個零件如上圖(3),將這些資料通過原始3D 的合模狀態組裝在一起,通過視覺化的方式來提前分析整個裝配的狀況,在模具上機試模前提前分析問題,提前處理,縮短生產週期。
通過不同的色彩偏差來表示上下模之間的距離分佈如上圖(4),距離呈現負向偏差(冷色)表示兩者之間間隙過大,達不到貼合的效果,在上圖中間部位顯示的就是產品的虛擬肉厚,如果呈現正向偏差(暖色),代表兩塊區域發生干涉,通過色彩誤差圖,可以快速簡便的確定哪些區域該做怎樣的調整。
結語
採用三維掃描來進行實物資料化的應用,在模具加工,品質檢測等方面發揮著越來越大的作用。對於提高模具品質,縮短模具製造的週期,都有深遠的意義。
連絡人:費高敏 3D 量測主任工程師
www.ratc.com.cn ■
