
■林秀春/Moldex3D
第 8 招、印表機之零件篇~【收縮與變形】
產品故事說明:
成品尺寸:長220,寬16,高12(mm)
成品厚度:平均厚度1.2(mm)
澆道系統:冷澆道 塑膠材料:ABS
分析焦點:
此為彩色印表機出紙夾零件, 平面度要求0.5mm 以下目前現場試模平面度在0.8mm 以上所以無法順利組裝模具師傅有嘗試幾種修改方式如改進澆位置, 增加主面肉厚,澆口尺寸加大, 成型參數做變更, 都無法有效降低平面度的量值。
解決方案:
使用CAE 比較五組不同產品設計以局部淘除肉厚,看變形量值與變形趨勢來進行結果比對找出較優的設計。
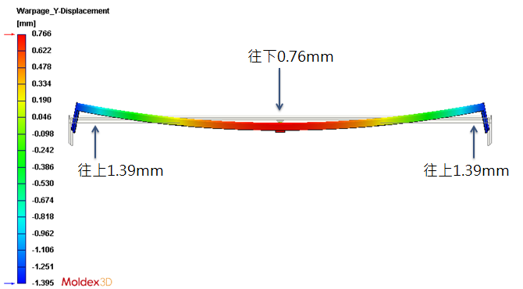
A_ 此部件有組裝方向的要求, 變形方向也是分析的重點。
B_ 以第2 、3 組的設計無法將變形量值降低在客戶所要求的值內。
C_ 以第 4 、 5 組的設計均可以將變形量值降低在客戶所需要的值內, 但是4 組的設計需要很大的射壓, 並且變形方向比較不佳( 客戶不接受的裝配方向), 並且模具修模須采補模的方式比較費時。
D_ 因此模具采第5 組設計進行, 其修模成本最低並可以達到客戶變形量值的要求。
E_ 經試模結果確認5 組設計可以滿足產品平面度變形品質的目標, 已經順利進行量產。 ■

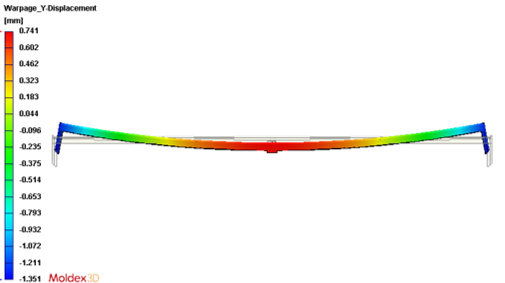
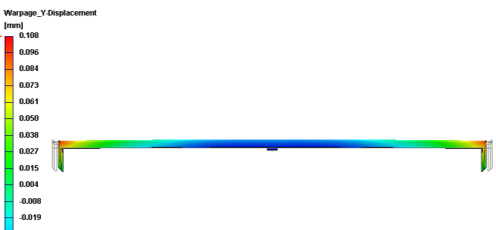
圖1:變形說明
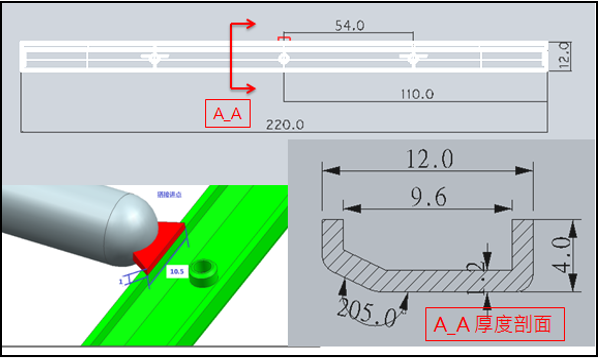
圖2:產品說明
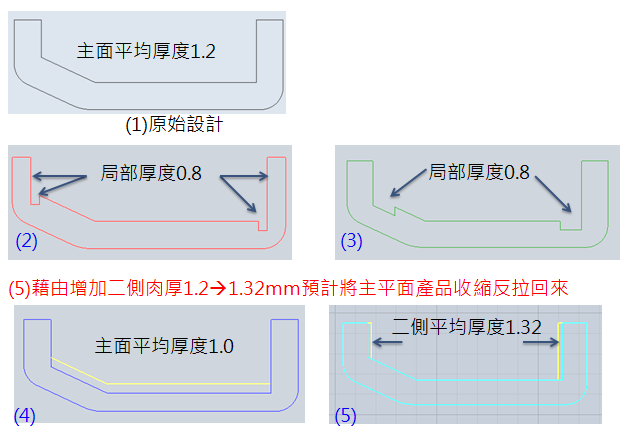
圖3:淘除厚度設計說明
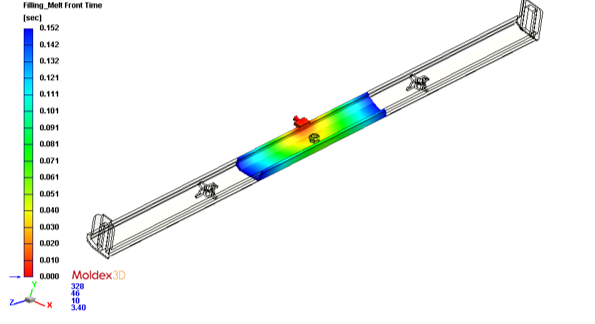
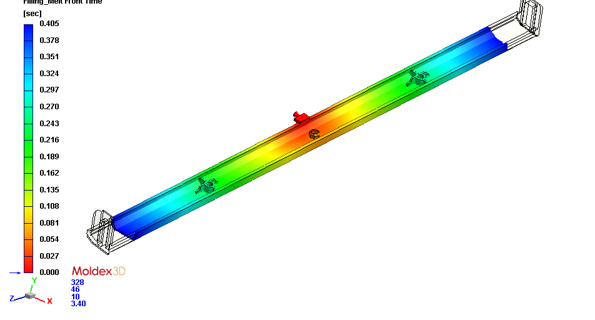
圖4:流動波前圖與細部流動放大圖
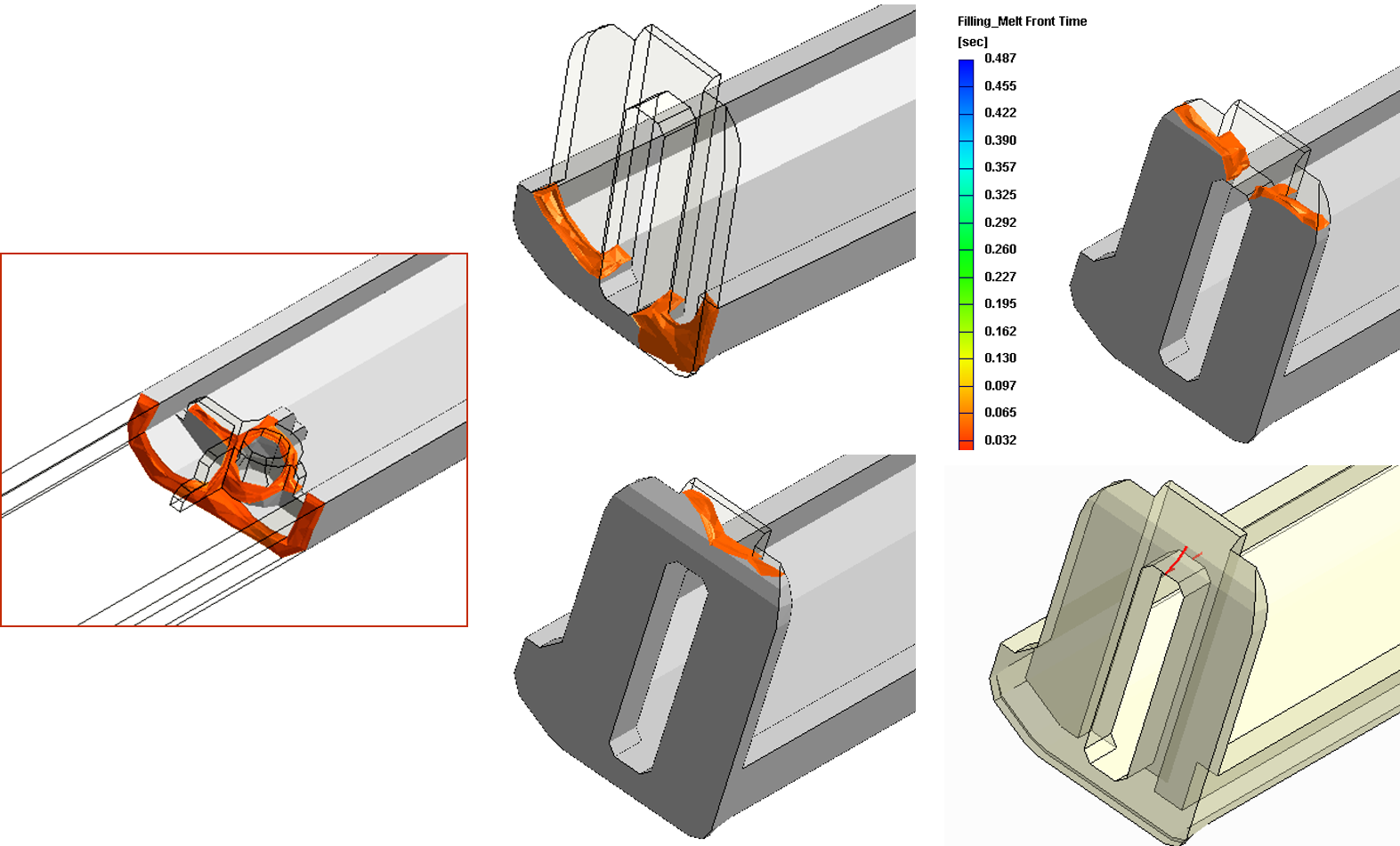
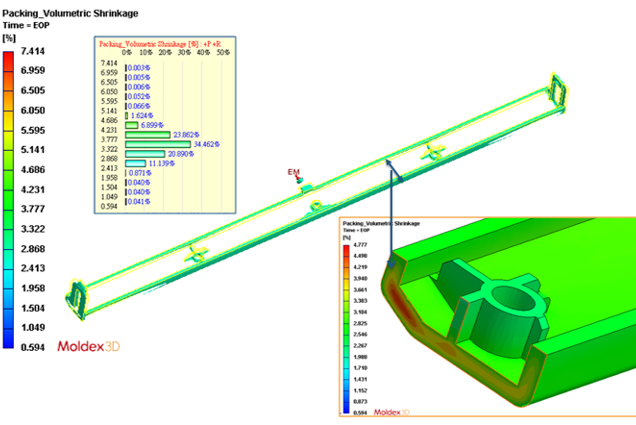
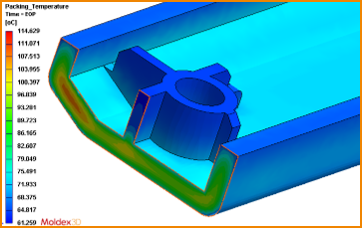
圖5:剖面圖為保壓結束的體積縮收率紅色為內部塑膠高溫區域,同時也是較高收縮的區域。

(1) (2)
(3) (4)

(5)
圖6:五組設計的分析變形結果比較
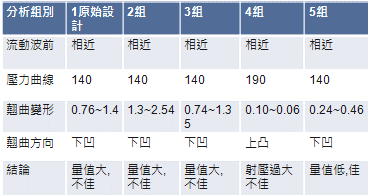
圖7:五組設計的分析結果比較表
