

■森本一穗/ 株式會社OPM
接續10 月刊內容(7)
在前一章我們給大家介紹了塑膠瓶瓶胚的冷卻案例。我們看到,傳統工藝能夠縮短的冷卻時間有限。那麼,在使用隨形水路時,B 方案和C 方案哪一種水路的冷卻效率更好,我們上次給讀者提出了這樣一個問題。相對於拆開製作然後用螺絲組裝的傳統工藝的澆口導套鑲件A,金屬3D 列印的B 方案是和傳統水路類似但是更靠近澆口位置的方案。而C 方案則是同樣靠近澆口位置的流線型隨形水路方式的方案。它們各自的效果,通過我們給它們各自做的模流分析可以看出。( 圖1)
通過( 圖2) 可以看到,傳統工藝的冷卻時間需要2.2秒來達到合格的產品。此時,澆口受熱處的固化率為50.4%(圖3),平均溫度為215.1℃(圖4)。與此相比,B 方案的固化率為50.7%(圖3),平均溫度為213.2℃(圖4)。然後,C 方案的固化率為53.5%(圖3),平均溫度為210.2℃(圖4)。大家看到這裡可能都會認為B 方案的冷卻效率是最好的吧?然而從( 圖5) 我們可以看出,從冷卻速度的向量比較上,C 方案要比A 和B方案更高!
傳統的A 方案及B 方案樣式的水路,雖然在澆口附近冷卻面積大,但是冷卻效率卻並沒有相像中的那麼好。因為冷卻效率的重點在於帶走熱量的速度,冷卻媒體(水等)流動的速度才是冷卻效率高低的關鍵。我們設計的水路要儘量避免死水(水流滯留),流速越快,熱量帶走越多。因此冷卻效率最高的方案是C 方案。另外通過( 圖6) 的冷卻媒體的流線的比較可以發現C 方案的冷卻媒體也在澆口附近圍繞,能夠很好的實現澆口附近的冷卻效果。
根據以上的這些資料,我們可以看到,傳統工藝中達到產品品質要求需要2.2 秒的冷卻時間,如果按照同樣澆口附近的平均溫度215.1℃去考慮的話,B 方案、C 方案的冷卻時間測算如( 圖7) 所示,B 方案可以縮短0.2 秒達到2.0 秒,C 方案能夠縮短0.5 秒達到1.7秒。當然這個不是我們的極終目標,作為OPMLab公司的文化理念,如何能夠更進一步縮短冷卻時間我們將會在下一章和大家一起探討。■
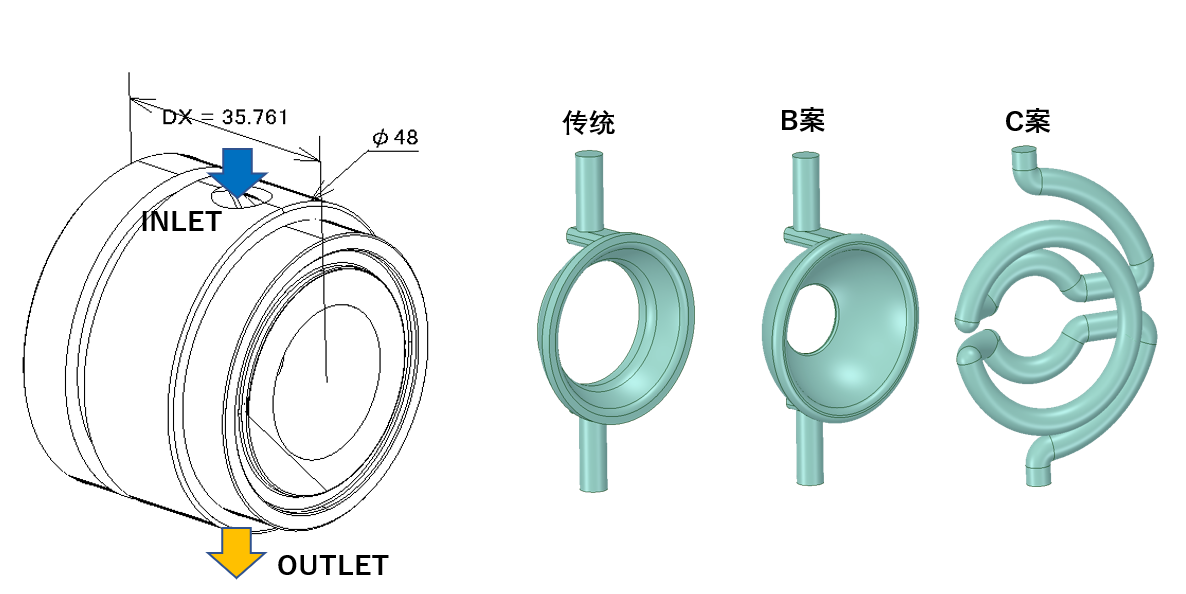
圖1: 模流分析比較的不同方案形狀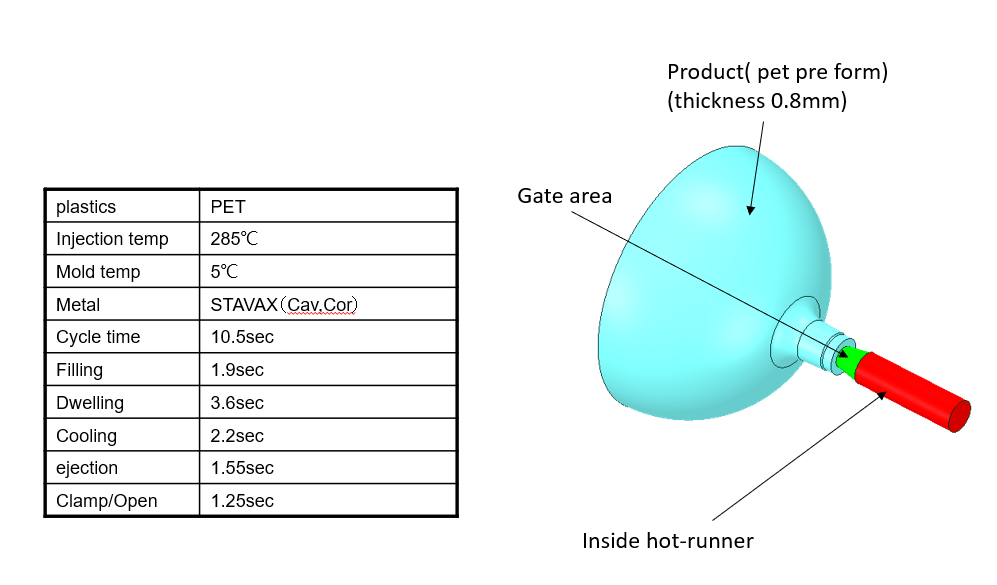
圖2: 塑膠瓶胚的模流分析參數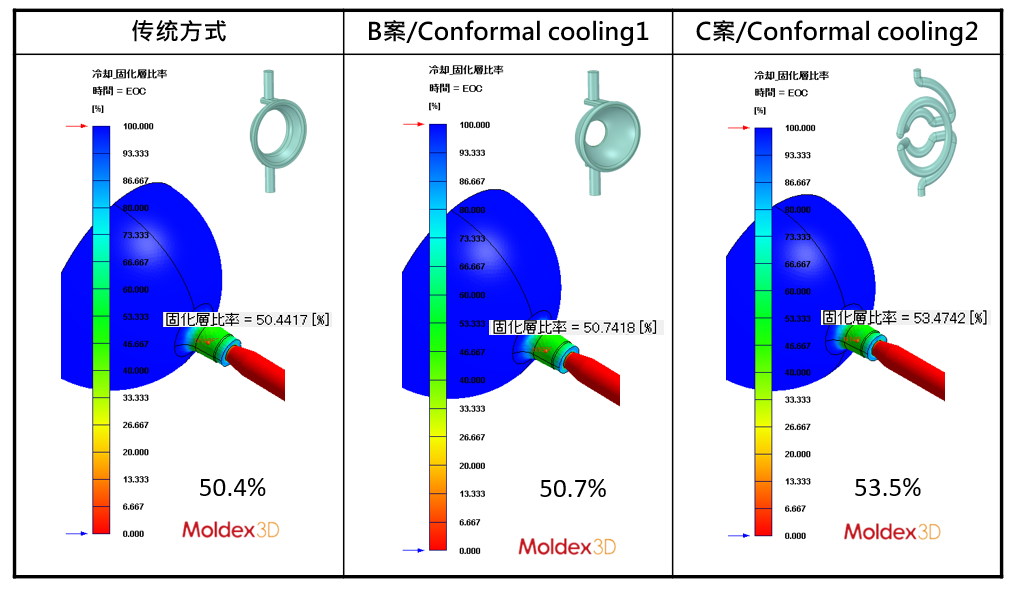 圖3: 同樣冷卻時間2.2 秒時澆口付近固化層比率的比較
圖3: 同樣冷卻時間2.2 秒時澆口付近固化層比率的比較
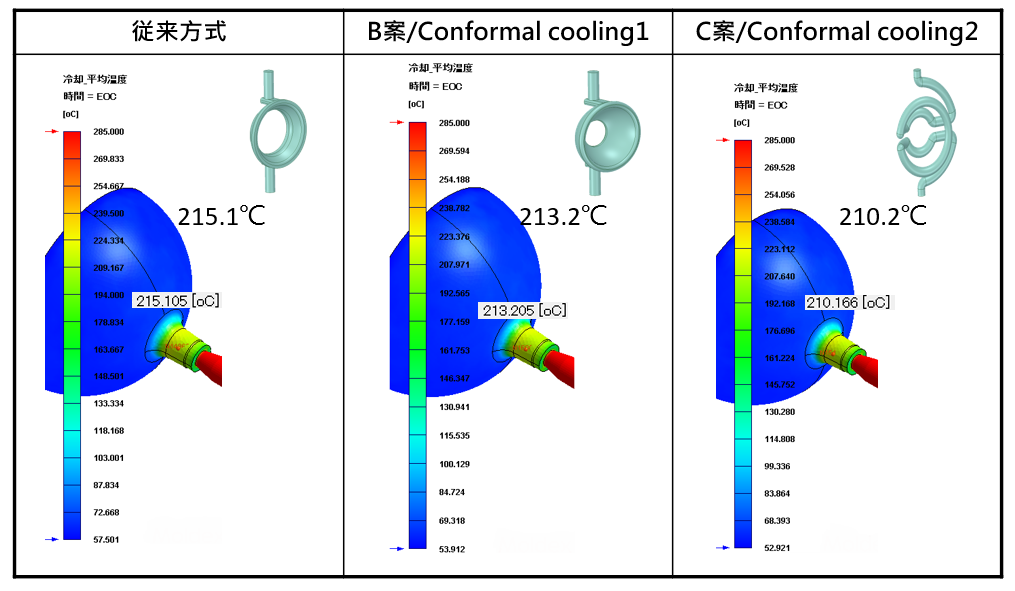 圖4: 同樣冷卻時間2.2 秒時澆口付近平均溫度的比較
圖4: 同樣冷卻時間2.2 秒時澆口付近平均溫度的比較 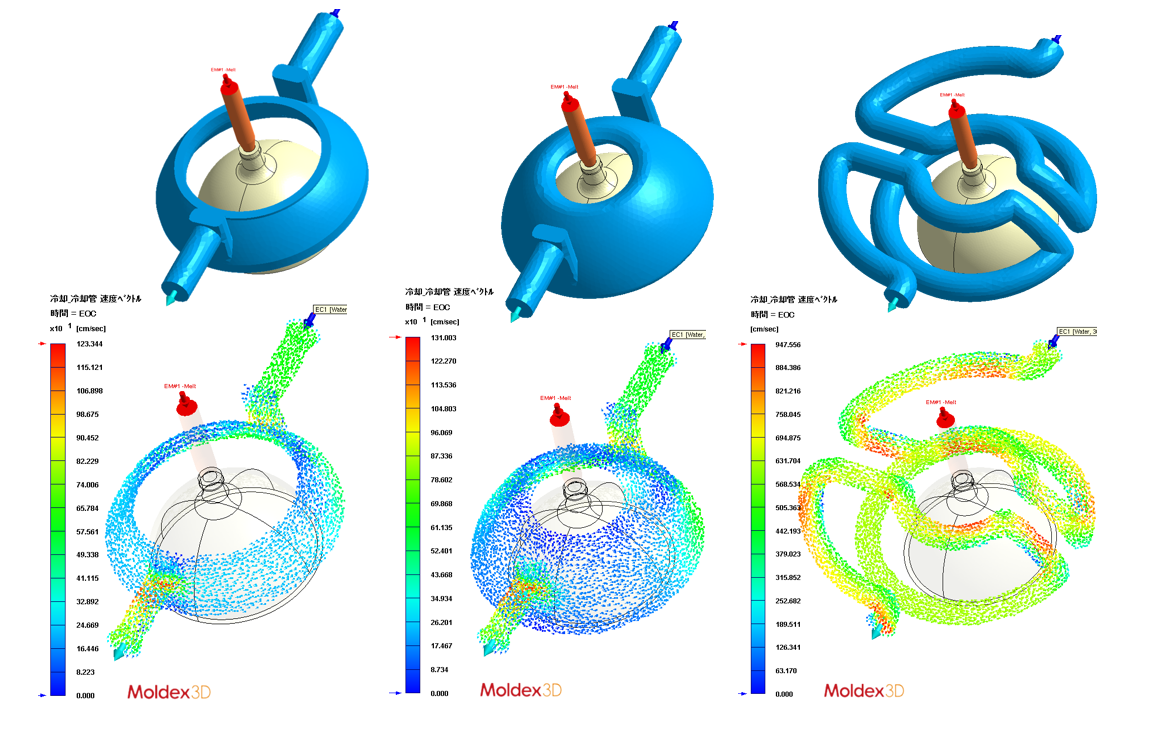 圖5: 冷卻速度向量的比較
圖5: 冷卻速度向量的比較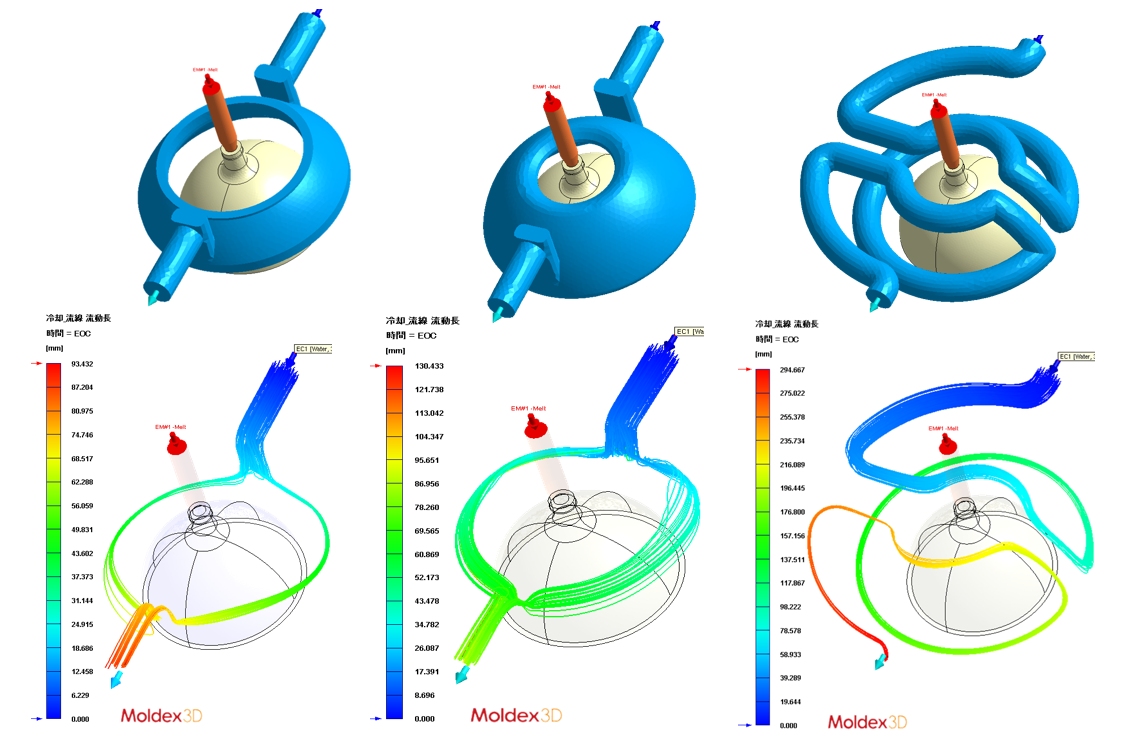 圖6: 流線的比較
圖6: 流線的比較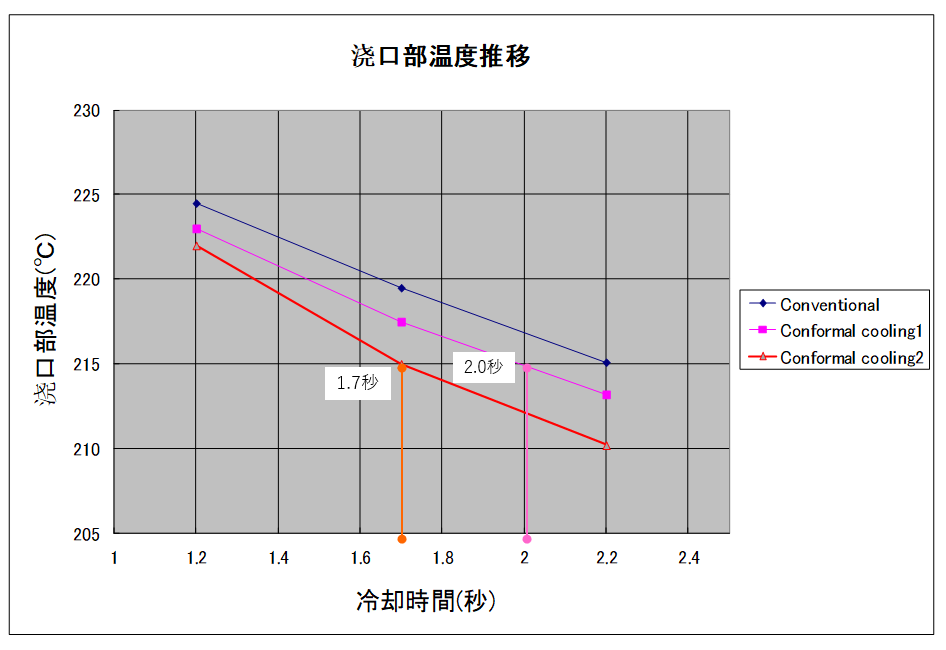 圖7: 通過澆口附近平均溫度測算出的必要冷卻時間
圖7: 通過澆口附近平均溫度測算出的必要冷卻時間
