
■張翼/ 立模鐳射科技
複合型金屬3D 印表機
目前隨著金屬3D 列印技術的提升,金屬3D 列印工藝在產品製作、模具製作特別是塑膠模具製作的應用上已經越來越普及。這其中又以SLM(注)工藝為代表,也就是我們通常所說的增材製造工藝。在現在市面上使用SLM 工藝的設備中,能夠成熟運用於量產模具的生產的主流為歐美、日本及少部分國產領先品牌。
在這裡面日本的設備及工藝又有別于歐美及國產品牌。歐美和國產品牌的設備通常為單純的SLM 鐳射燒結,而日本的某些設備中既有SLM 鐳射燒結,又同時具備切削加工功能,是一種複合型的金屬3D 設備,如沙迪克OPM 系列。
簡而言之,
・歐美、國產: 增材製造(SLM)
・日本沙迪克: 增材製造(SLM)+ 減材製造(CNC)= 複合型金屬3D 列印
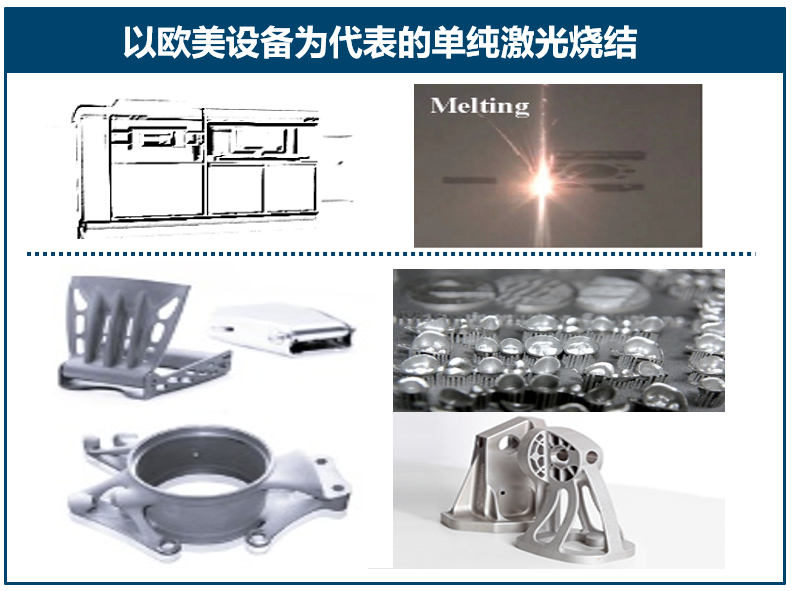 圖1: 適用於產品
圖1: 適用於產品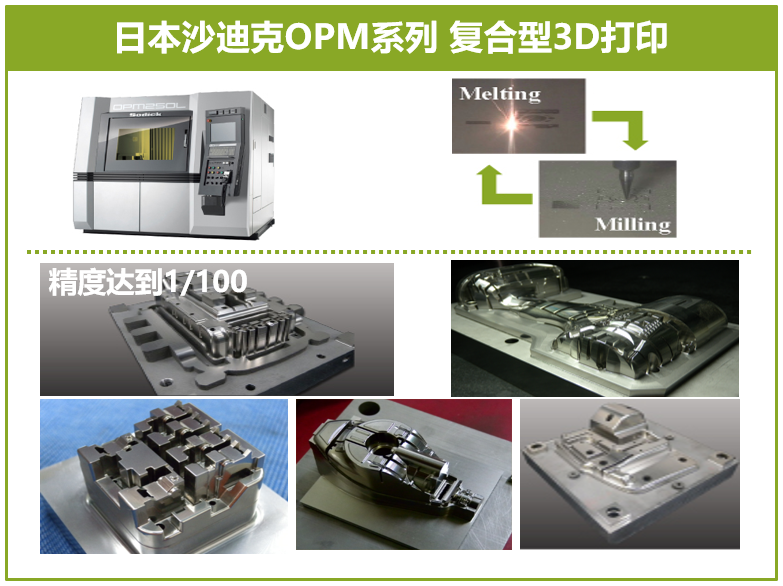 圖2: 更適用於精密模具
圖2: 更適用於精密模具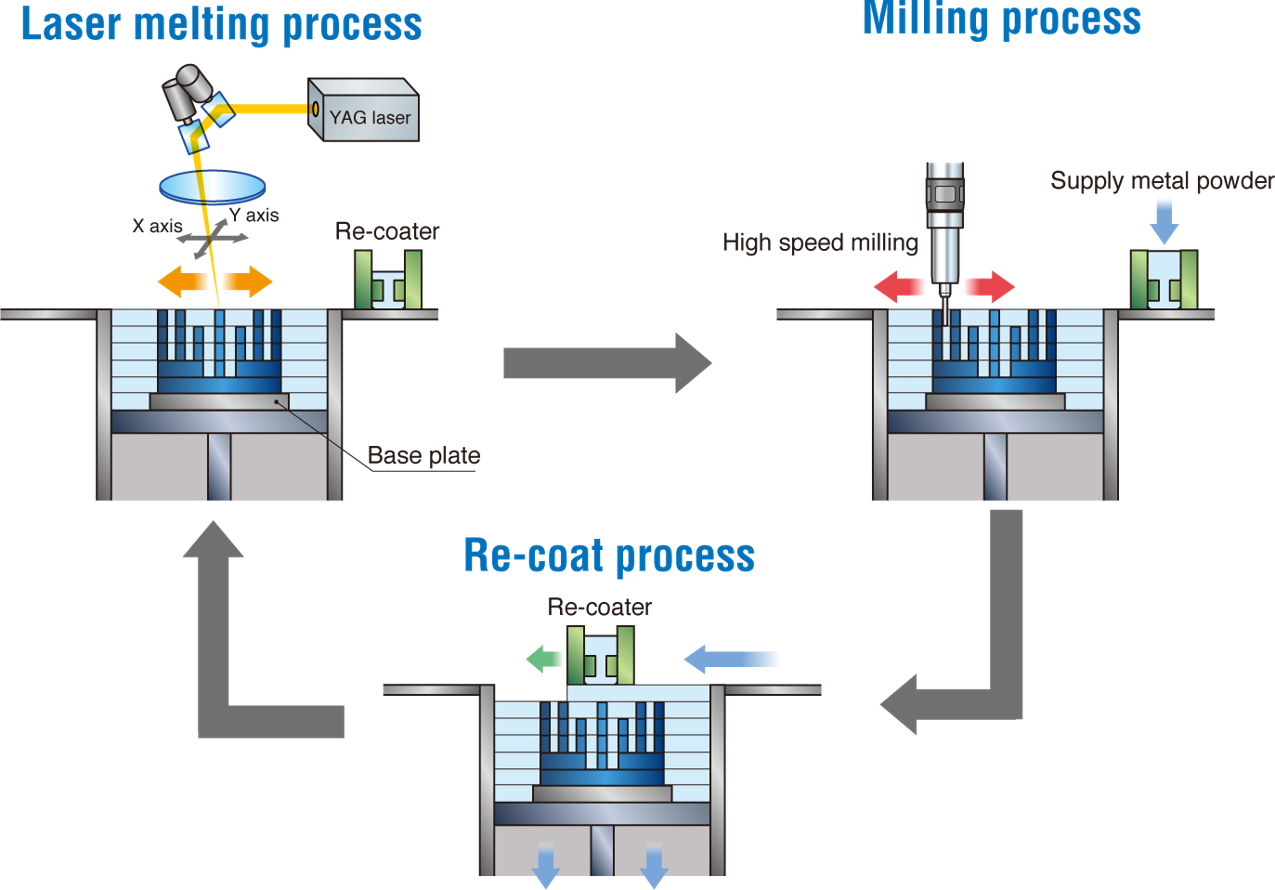
圖3:SLM 燒結+CNC 切削的工序流程
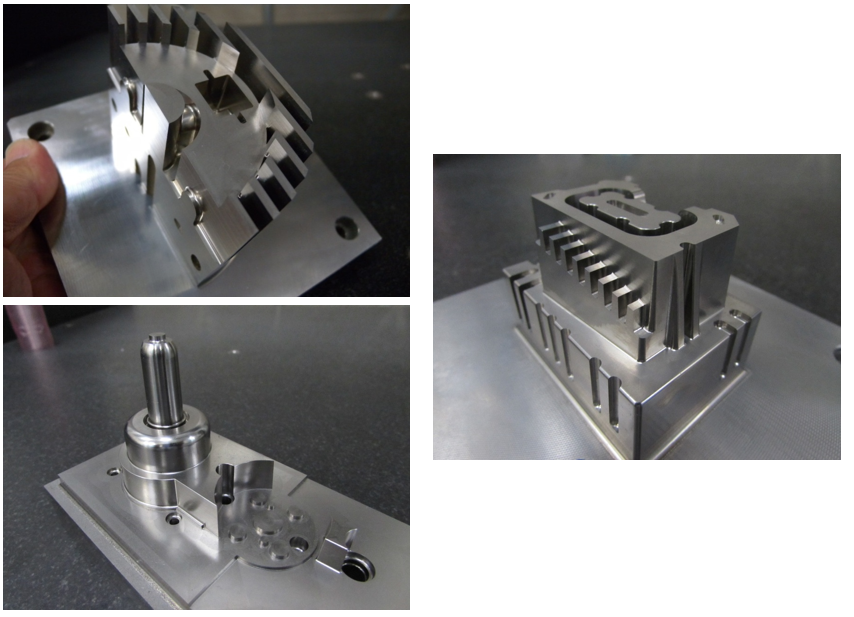 圖4: 通過複合工藝製作出來的模具效果精度可達到±0.01mm
圖4: 通過複合工藝製作出來的模具效果精度可達到±0.01mm
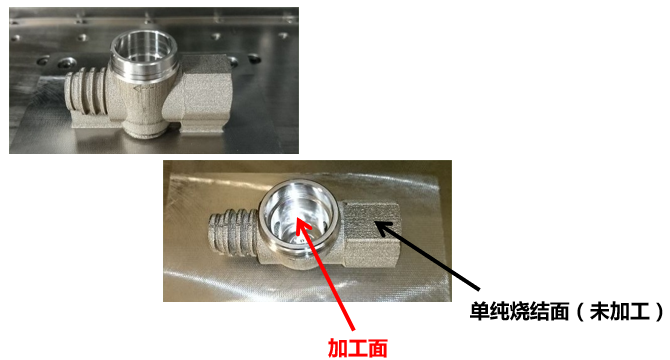
圖5: 單純燒結和複合加工後表面狀態的比較
這兩種方式有什麼區別及特點呢?
由於SLM 鐳射燒結的表面是一個比較毛糙的狀態,單純的金屬鐳射燒結工藝更適合於製作對表面精度要求不高的金屬產品,多見於航空、醫療或者個性化產品等。由於歐美的金屬3D 列印技術當初研發應用的初衷主要是在航空、醫療方面,所以他們的設備多為單純的SLM 工藝設備(圖1)。
而日本作為模具先進國家,他們在SLM 工藝的應用上更多的是考慮在模具(主要是塑膠模具)上的應用。模具對表面的精度要求很高,SLM 鐳射燒結之後的毛糙表面是無法直接使用在模具上的,而在SLM 燒結上增加CNC 切削加工可以使表面達到精密模具所需要的精度(圖2)。
日本複合型金屬3D 列印是如何實現複合列印工藝的呢?我們可以看看下面的SLM 燒結+CNC 切削的工序流程。通過( 圖3) 工序流程我們可以看出,複合型設備是在燒結了一定層數的高度後,然後對燒結物件進行切削加工。加工後再繼續燒結,燒結了一定層數後再加工。如此反復的重複燒結和切削過程,最終得到成品。
( 圖4) 為通過複合工藝製作出來的模具效果展示。複合加工後的模具精度可以達到±0.01mm。這是單純SLM 燒結所無法達到的。( 圖5) 單純燒結和複合加工後表面狀態的比較當然,單純燒結的物件後續通過其他傳統加工設備(CNC、電火花機、慢走絲線割機等)也可以對表面進行加工並達到精度與光潔效果(簡稱為後加工)。那麼它和複合型列印有什麼區別呢?下一章開始我將會給大家詳細介紹它們的區別和特點。
注:SLM: Selective laser melting(選擇性鐳射熔化)SLM 技術是利用金屬粉末在雷射光束的熱作用下完全熔化、經冷卻凝固而成型的一種技術。
在高鐳射能量密度作用下,金屬粉末完全熔化,經散熱冷卻後可實現與固體金屬冶金焊合成型。SLM 技術正是通過此過程,層層累積成型出三維實體的快速成型技術。■
