
■麥士德福
序言
麥士德福成立於2001 年,始終以客戶需求為導向,技術研發為核心秉持著提升中國模具注塑技術的理念下,逐步發展成為一家集熱流道,模具,注塑為一體的專業製造商,在深圳、昆山成立了兩家專業生產模具,熱流道工廠,致力於先進技術的研發,為我國的模具注塑行業提高了生產力。現有熱流道事業部、P&C 薄壁模具、蓋子模具和醫療模具事業部、注塑事業部、ERP 管理軟件事業部等。在國內有28 個辦事處,產品覆蓋全國並遠銷歐美,澳洲,東南亞,中東等37 個國家和地區,目前,已在海外設立十餘個服務點。憑藉不斷革新技術實力與完善的ERP 管理體系,麥士德福贏得了全球的青睞。
在近年重點發展的模具領域,大量引進德國,瑞士,日本等先進設備,確保高精度,高效率。專注於多腔日化與食品包裝類以及醫療模具的研發與製作,日化方面的多腔模具,以及側進膠全熱流道技術在行業內遙遙領先,多腔熱流道從之前的傳統直進膠到開放式側進膠全熱道再到側進膠閥式全熱流道,在國內是獨佔鰲頭。醫療方面更成功開發出96 腔,144 腔和288 腔側進膠全熱流道模具。
什麼是側進膠熱流道?
簡單來說就是用熱流道膠口從側面進膠,把原來只能用冷膠口才能實現的技術,現在用熱流道膠口代替。實現了在產品表面不允許有膠口的難題。側進膠全熱流道系統相對于傳統結構的全熱流道結構相對比較複雜,有很強的技術含量。
1.分流塊形式 ( 開放) 2. 爪子形式( 開放)
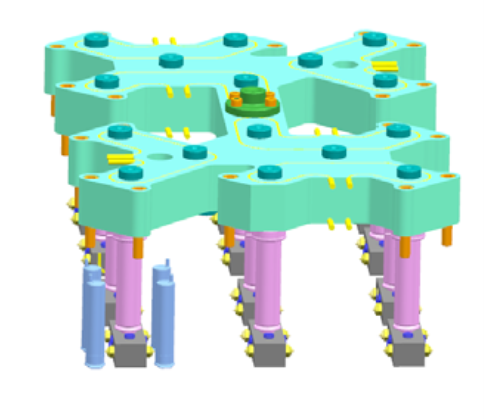
 3. 針閥形式
3. 針閥形式
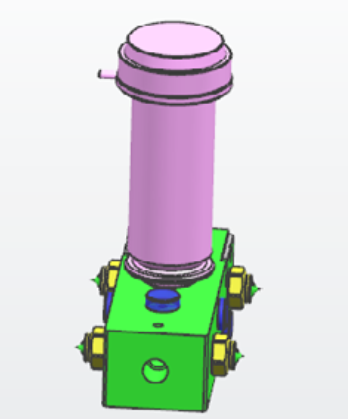
案例1- 產品名稱: 針筒
材料:PP
模穴:48 穴
熱流道系統: MF-12P
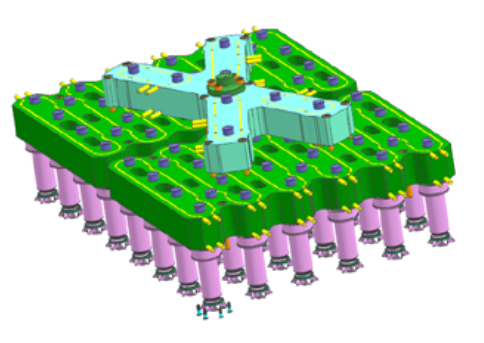
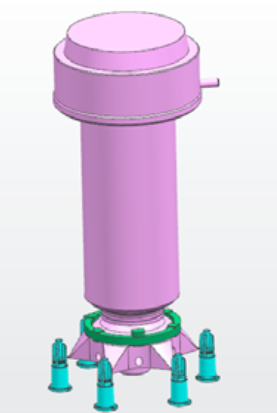
案例2- 產品名稱: 韓式針座
材料:PP
模穴:144 穴
熱流道系統: MF-24P
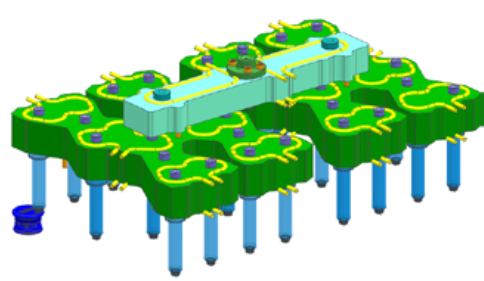
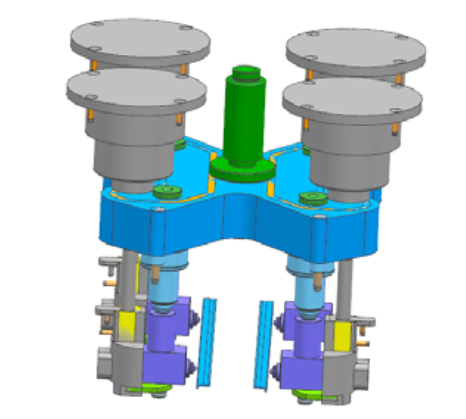
案例3- 產品名稱: 牛奶外蓋
材料:PP
模穴:24 穴
熱流道系統: MF-24P
側進膠熱流道系統的優點
⇒與傳統的全熱流道相比節省了冷料頭,節省原料成本。
⇒無水口料,不需要後加工,使整個成型過程完全自動化,節省人工成本,提高工作效率。
⇒在產品表面要求較嚴格時,可以從側邊進膠,相比傳統的冷膠口縮短了成型週期。
⇒使用側進膠全熱流道相比傳統全熱流道可以節省模具空間,使排位更緊湊,使機台,效率實現最大化。
⇒對於比較細長易偏膠的產品,比如醫療的針筒可以從多方位進膠,解決偏膠問題。
⇒使用側進膠全熱流道系統可以提高產品外觀品質,無膠口殘留。
側進膠熱流道膠口選擇及應用範圍
⇒膠口形式選擇
⇒針點式側進膠膠口:這種膠口是屬於開放式膠口,在設計時可以靈活的運用,可以是90 度,45 度或者任意角度,只需要把熱咀頭來設計不同的角度就可以實現。所以針點式側進膠膠口可以適用任何膠口位置。
⇒針閥式側進膠膠口: 這種膠口是屬於封閉式閥式膠口。針閥式側進膠就不像針點式測進膠那麼靈活了,只能是90 度的角度來設計。
⇒應用範圍
⇒側進膠熱流道主要適用於對外觀要求嚴格,不允許在表面有膠口痕跡的產品,或者是沒有辦法在表面進膠的產品。
⇒因為側進膠熱流道的系統比較異形,在設計發熱元件時會受到一些限制,所以熱量相對來說就沒有那麼的靈活,因此側進膠熱流道比較適合溫度範圍比較寬,流動性好的一些塑膠材料,對溫度敏感的一些工程材料及加纖材料要使用側進膠熱流道還是需要諮詢熱流道專業人員重新評估方案可行性。
⇒側進膠熱流道比較適合較小多腔模具,比如各種包裝瓶蓋類,醫療類產品等。■
