
■查鴻達
前言
走到鑽床邊,武大郎接過我磨的鑽頭看了看,又遞給那個“洋鬼子看”(平時開玩笑也開慣了,這裡沒有不尊重的意思)。小鬼子看了我磨的鑽頭,笑得捂著肚子直哆嗦,並且把鑽頭高舉過頭頂大聲叫道:“大家快來看啊,查總工磨了一個鑽木頭的鑽頭,好好玩啊!”我心裡暗暗好笑,看來今天非要好好地玩他一把。我問大郎,你每鑽一個孔要多長時間?“抓緊點,20 分鐘吧”大郎回答:“反正這塊板2 天也鑽不完。”“我幫你5 分鐘鑽穿一個孔,你信不信?”我輕輕地說。這下子炸了窩了,好多工友都圍了過來,“麥斯特查”小鬼子笑著說:“你不要吹牛,別說5 分鐘,你假如10 分鐘能夠鑽穿,我請你吃宵夜。”香港的吳主管也來湊熱鬧:“查生,你假如5 分鐘鑽穿,我輸你一千港幣,那你做不到呢?”“我不會輸的,不過,假如我5 分鐘鑽不穿,我請大家喝啤酒。”老闆林先生是加拿大籍華人,他是對我很瞭解的。他很希望我到公司後,提升公司技工的操作水準,這時也走過來說:“假如查生輸了,我請客”。
二話沒說,我親自操作搖臂鑽床,我也憋了一口氣,沒有用自動走刀,轉速打到900 多,二手拼命向下刹。(那傻乎乎的模樣一定很搞笑)一直到鑽穿,楞是沒有退一下鑽頭,冷凍油是進口的,而且是凍的。嚇得旁邊的人大呼小叫(他們就怕鑽頭斷在裡面)。
真正鑽穿的時間是3 分17 秒。(我最高的記錄是:45 鋼,160 厚,12 毫米鑽頭,3 分零5 秒,地點:上海南匯力格模具廠,時間:2006 年,證明人:談嶠)。鑽完第一個孔,我擦了擦手對武師傅說:“就這樣鑽,轉速950 已經差不多了,儘量加大冷卻。”“鑽頭鈍了怎麼辦?”武師傅問道:“我可不會磨這個‘木工鑽’。”“沒關係的,回頭我教你磨”我回答說:“這定範本是45 鋼的,這個鑽頭是進口的,鑽完這塊板應該沒問題。”
這下子我們的“港澳同胞和國際友人”搞不明白了,取下鑽頭,象見了外星人一樣翻來翻去看個不停,武大郎說:“我聽說過倪志福鑽頭,但是從來沒有見過”。應林老闆和工友們的要求,下面對倪志福鑽頭做簡單的介紹倪志福鑽頭,是用普通麻花鑽頭磨成的,是倪志福先生發明的,因為倪志福磨鑽頭搞發明創造出了名,當了全國總工會主席和全國人大副主席,廣大機械行業的人都稱為“倪志福鑽頭。”但是他謙虛地說,這是群眾發明的,今後就叫“群鑽”吧。
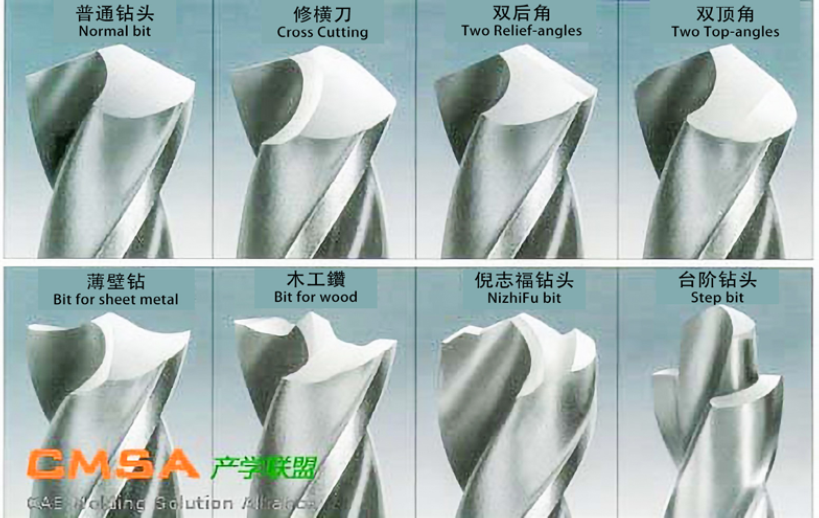
圖1: 鑽頭樣式
現在的教科書上都稱“群鑽”。(按:“倪志福鑽頭”已經取得國家專利)“是中國人在機械加工領域對世界的重大貢獻,在同樣的鑽削條件下,可提高鑽頭的一次刃磨壽命3~5 倍。由於原理太複雜,大家可去看《機械設計手冊》。我僅簡單講一下,為什麼會比普通麻花鑽鑽得快。
“群鑽”的橫刃比較短,鑽45 鋼時是0.75 毫米左右,軸向阻力小。所以向下鑽起來很輕鬆。“橫刃”的長度是通過磨“月牙槽”來控制的,“月牙槽”一定要磨得對稱,以保證鑽尖在鑽頭的中心。否則鑽尖很容易“鈍”。“月牙槽”減小了主切削刃的負前角,大大減少了切削阻力。修刃角大大減少了刃尖角的磨損,修前面大大減少了主切削刃的磨損,鑽頭的單次刃磨壽命延長5 倍以上。斷屑槽使得鐵屑有規律地折斷,不會纏在鑽頭上。後角從3 度到無窮大的漸變,形成一個非常光滑的後面。使得斷屑能夠順利地滑出來。一般在鑽200 毫米以下的深度不用退鑽頭。但是麻花部分要儘量地長,螺旋角要大。
磨鑽頭的時候一定要使刃口部分先接觸砂輪,然後慢慢地過渡到“後面”。因為當鑽頭接觸到砂輪時,一定會慢慢地熱起來,熱量聚集到一定的程度,鑽頭就會被“燒糊”,由於物理中的“尖角效應”,最薄的地方(刃口)是最容易“燒”的。假如刃口先接觸砂輪,等磨“後面”的時候,刃口已經離開砂輪了,“後面”比較厚,不容易被“燒糊”。我受倪志福老師的教導(聽過他好幾次的講座),1975 年,花了整整一年的時間來研究和試磨,有一點點深刻的感受。倪志福鑽頭,好東西。在我漫長的模具生涯中,受益匪淺■
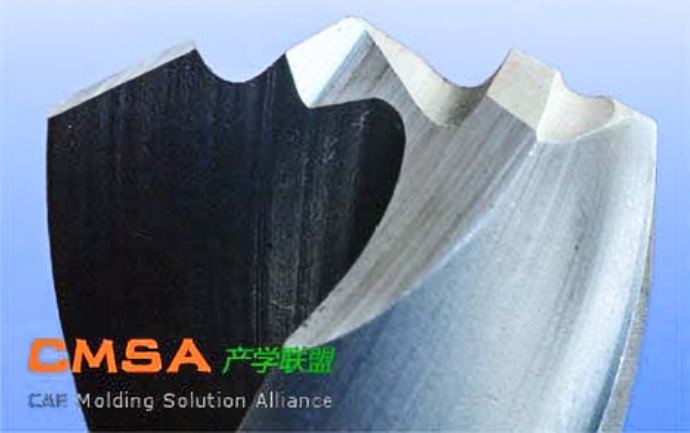 圖2: 鑽頭放大圖
圖2: 鑽頭放大圖
