
■ Moldex3D/ 林秀春
第10 招、模流分析鑲入件對翹曲影響之手機篇~【塑膠與鐵件之翹曲驗證】
產品故事說明
成品尺寸:長80,寬50,高8(mm)
成品厚度:平均厚度0.5~1.5(mm)
澆道系統:冷澆道塑膠材料:PC
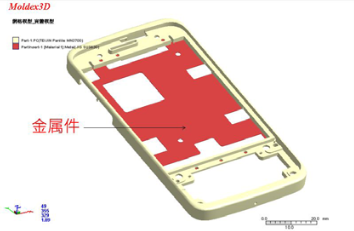
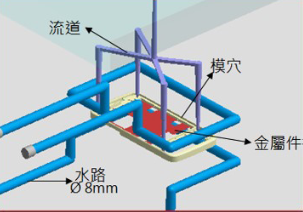
圖1:手機中框殼件 ; 圖2:冷流道與澆口與冷卻水路設計
分析焦點:此產品為手機中框殼件,因產品功能設計需求,需要埋入鐵件如圖所示,澆口位置與流道設計是相當重要的,並且要確保塑膠與鐵件的接觸狀況良好,所以在流動溫度的解析需要相當的細膩,才可以供設計與生產製造單位參考,在模流分析的3D 網格需要提高才能有好的分析結果,並且在兩種異材質的收縮分析要精準才能掌握實際產品的變型的尺寸。
應用方法:利用CAE 分析預先了解塑料在模穴的流動溫度如圖所示每個區域的溫度因厚薄差異有不同的溫度變化,藉此了解塑膠與鐵件局部的接觸狀態於以判斷將來產品品質的優劣,而在變形方向與變形的尺寸因兩種材質的收縮差異造成的變形,也可以從分析中得到明確的結果,另外結合線位置也是分析的重點。
實際說明
如圖1、2 塑膠產品與埋入鐵件,冷流道與澆口與冷卻水路設計,圖3、4 為模穴流動與圖5,產品局部剖面,圖6、7、8 塑料流動波前溫度。
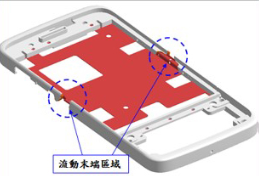
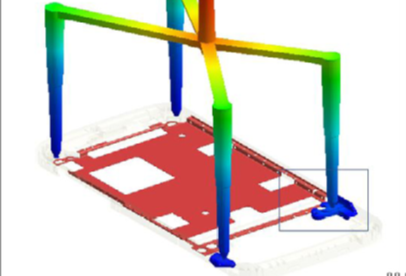
圖3:模穴內的流動波前 ; 圖4:塑料流動波前溫度
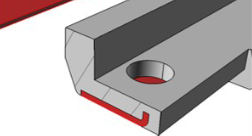
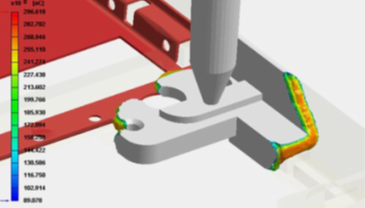
圖5:模產品局部剖面 ; 圖6:塑料流動波前溫度
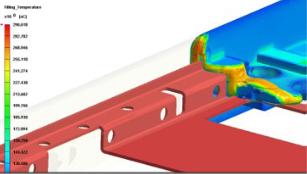
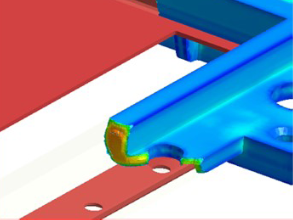
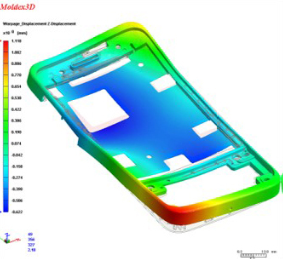
圖7:塑料流動波前溫度 ; 圖8:塑料流動波前溫度 ; 圖9:模流分析產品的變形趨勢與量值
補充說明
多材質射出成型製程開發之焦點問題; 溫度熱傳效應問題; 前一射或埋入件品質特性影響; 收縮差異交互變形影響; 剛性強度影響問題; 端子與型芯偏移問題; 嵌件與端子強度問題; 介面材質特性差異對與塑件品質的影響性。■
