

■ ACMT/ 邱耀弘
前言
2016年美國AXXXE公司邀請台耀科技的黃坤祥教授研 究以ASTM F75這支材料作為手機上的零件,原本僅被 應用在醫療植入物的神秘材料就浮出檯面成為MIM材 料最新的明星,應用在蘋果手機的鏡頭圈部位。因此大 家都在問,F75是什麼材料?什麼樣的性質讓F75得以 被最高端手機看上?能不能夠像在2012年的沉澱硬化 不銹鋼 (17-4PH) 成為 AXXXE 的雷霆連接器 (Lightening connector)的主力材質,甚至被我國應用到手機卡托 (SIM Tray)?那麼,一起來看看Dr. Q為大家收集到的 材料信息。
解密
新材料設計要求: ●材料應用零件-手機高速變焦鏡頭圈; ●無磁性,如同鋅合金或是鈦合金; ●不生鏽就像不銹鋼316L等級; ●必須能使用MIM注射與燒結技術,取代板金沖壓焊 接(有縫造成電磁波洩漏、兩倍厚度位置空間不足、焊 點凸包與脫落問題等); ●高強度,可熱處理並滿足HR35以上,以確保平整度; ●價位能低於Panacea,沒有專利限制的問題。 A公司提出如上要求,有沒有能夠採用粉末注射成形 (Powder Injection Molding),燒結後完全不帶磁性 ( 如鋁、銅或鈦),又能夠有高強度、耐腐蝕以及合理價 位的金屬呢?原來,這些要求被提出後,熟悉粉末 冶金材料的黃坤祥教授便協助客戶搜尋而找到這樣 一支材料,CoCrMo合金對於粉末冶金而言是ASTM F75的粉末牌號,而在過去則是以司太立( Stellite)稱 之,所以Dr. Q就不難找到並理解這支材料,F75是 人工合成的系列材料,其中以Stellite 6最接近電子 行業的要求,不過請大家注意到Stellite 6是鈷鉻鎢( CoCrW) 以鎢為主添加,ASTM F75 則是以鉬為添加 劑(Mo)。各位讀者可以在網上以Stellite為關鍵詞搜 尋,就會看到許多的資料。
爭議
在醫療器材上的植入物應用,由於人類對鎳(Nickel, Ni)金屬元素過敏漸漸增加,雖然合金化後的ASTM F75的鎳含量低於1%(主要因為鎳鈷共生,全球鈷的 產出是與鎳同源,鎳礦中含有鈷,純化後的鈷要完全無鎳成本增加很多),但仍需注意到最新的歐洲與 國際對於鎳釋放的標準,在此提醒工程設計上要注意到。

圖1:Hip stem implant 髖關節植入體


圖2:Arcam EBM system 以F75 製作的人工關節植入物
MIM專用料哪裡買?
不用擔心,ASTM F75已經可以在國內買到量產的 MIM專用粉末材料,目前已石家莊利德粉末國內為最 大宗粉末量產與供貨商,請見以下信息:
●供貨商:石家莊利德粉末材料有限責任公司 ●地址:石家莊市趙縣 www.lidepowder.com
●郵件:lidepowder@gmail.com ●材料牌號:ASTM F75 CoCrMo Alloy 鈷鉻鉬合金
●每月產能:常態供應目前5噸,可增加至10噸以上
●詳細規格:請簽訂保密協議後由聯繫窗口提供,樣 品申請與報價亦請與聯繫窗口聯繫,當然國內有找到 很多供貨商都可以噴制ASTM F75,例如安泰霸州特 種粉業、湖南恆基、廣州科學院等等,僅是中試的噴 出樣品粉,但相信在未來,將有更多的粉末商投入量 產。隨後,Dr. Q為大家找到幾篇數據,算是比較完 整的描述,如下幾段所述。
Arcam EBM system公司的F75 CoCrMo英文介紹 Section1.Properties of Arcam F75 CoCrMo alloy性質
1.1 General characteristics 通用特性
Cobalt-based alloys have been used in demanding applications for as long as investment casting has been available as an industrial process. Arcam’s Electron Beam Melting technology competes directly with investment casting and is a viable choice for manufacturing complex parts in cobaltbased alloys. The majority of investment castings made from the cobalt super alloys are cast in an open atmosphere.With Arcam’s Electron Beam Melting process the vacuum atmosphere provides a controlled environment and enables superior material properties in the manufactured parts. CoCrMo alloys are widely used for medical prosthetic implant devices. The alloys are especially used where high stiffness or a highly polished and extremely wear-resistant material is required. CoCrMo alloys are the materials of choice for applications such as knee implants, metal-to-metal hip joints and dental prosthetics. 鈷基合金早已被廣泛的應用在苛刻的領域,過去是以 熔融鑄造來作為可工業化的製程。 Arcam公司的電 子束熔煉將和鑄造技術成為直接競爭的對手,在鈷基合金製造成複雜零件的另一個可行性的選擇。大多數 鈷基超合金鑄造的熔融鑄造都是在開放的大氣氣氛中 進行鑄造,但Arcam公司的電子束熔煉過程是在真空 環境下,提供了可控制的環境並使加工零件材料性能 更優越。鈷鉻鉬合金廣泛的用於醫療用植入物裝置, 尤其適用於高硬度或高拋光、極耐磨材料的合金。鈷 鉻鉬合金的應用程序如膝關節植入物的首選材料,金 屬對金屬髖關節和口腔修復中的配件。
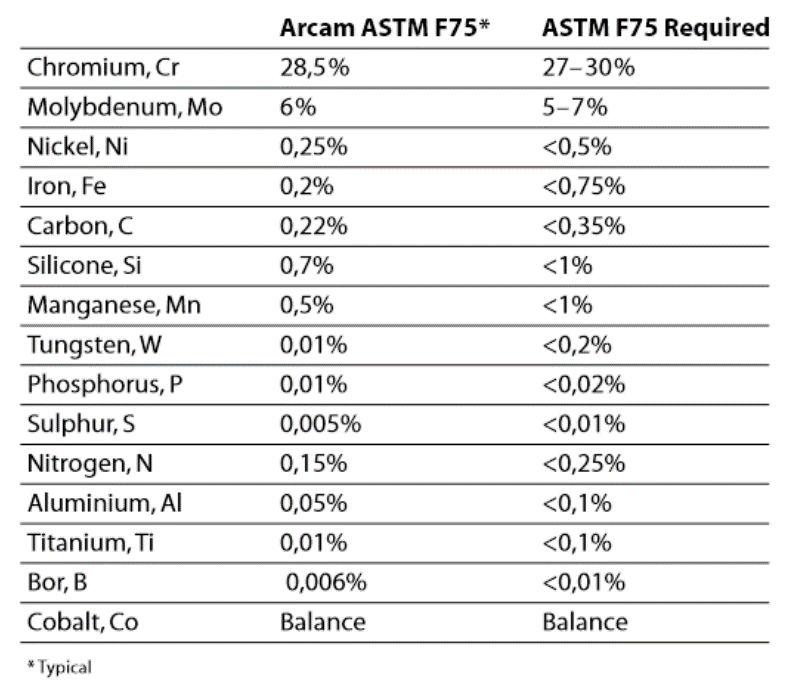 圖表1:材料中含的鈷和鉻(Co, Cr) 都是低蒸氣壓材料易在燒結過程蒸發,計算密度:熱等靜壓(HIP)>8.29 g/cc (MIM燒結有孔隙可能低於此數字)
圖表1:材料中含的鈷和鉻(Co, Cr) 都是低蒸氣壓材料易在燒結過程蒸發,計算密度:熱等靜壓(HIP)>8.29 g/cc (MIM燒結有孔隙可能低於此數字)
Cobalt alloys also play an important role in the performance of aero- and land-based gas turbines. While vacuum cast nickel alloys predominate in the hot sections of modern aero turbine engines, cobalt alloys are routinely specified for particularly demanding applications such as fuel nozzles and vanes for industrial gas turbines. Arcam ASTM F75 is a non-magnetic CoCrMo alloy exhibiting high strength, corrosion resistance, and excellent wear resistance. It is widely used for orthopaedic and dental implants. Highly polished components include femoral stems for replacement hips and knee condyles. Other cobalt medical implants include acetabular cups and tibial trays. In all cases, but especially in hip components, material quality is imperative as parts are heavily loaded and subject to fatigue.
鈷合金的性能在航空和陸上燃氣輪機中也起著重要的 作用,雖然真空鑄造鎳合金在現代航空渦輪發動機的 耐熱部件中佔有主導地位,但鈷合金通常被指定用於 工業氣體渦輪機的燃料噴嘴和葉片等特別苛刻的應用 場合。 Arcam 公司的 ASTM F75 是一種非磁性的鈷 鉻鉬合金,具有高強度、耐腐蝕、耐磨的特性,廣泛 的應用於骨科和牙科植入體,以及高度拋光的部件包 括股骨柄置換髖關節和膝關節髁,其他還有鈷醫療植 入物包括髖臼杯和脛骨托盤。
在所有情況下,特別是在髖關節部件,材料質量是很 重要的,因為這些植入物零件是承受重負荷和反复的 疲勞。
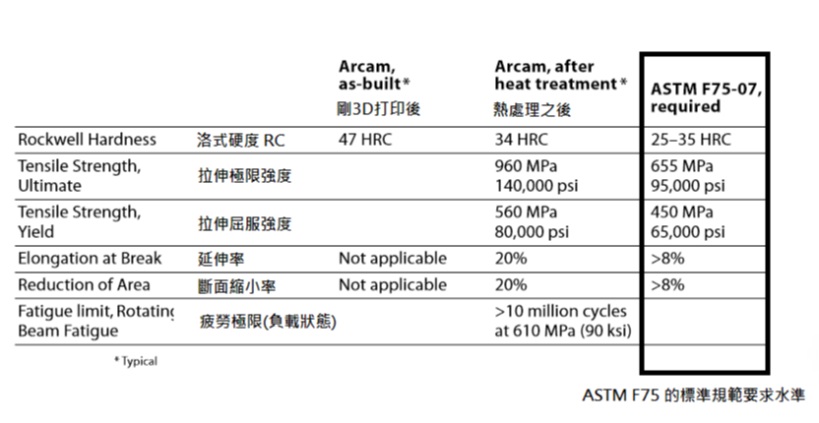 圖表2:Arcam ASTM F75 與ASTM F75 的機械性能比較表
圖表2:Arcam ASTM F75 與ASTM F75 的機械性能比較表
1.2 Special characteristics特性
The Arcam ASTM F75 CoCr alloy is also suitable for Rapid Manufacturing of production tools for injection molding of plastic parts. The high hardness of the material and the excellent material qualities allow polishing components to optical or mirrorlike finishes, and ensures long tool life. Tools can be built with complex geometries, and the conformal cooling channels further enhance the tool’s life and increase productivity, part and surface quality. Arcam公司的ASTM F75 CoCrMo合金也適用於塑料 件的注塑生產用的高速注射用模具,其高硬度的材質 和優良的材料質量可允許拋光組件達到光學或鏡面等 級,並確保模具的壽命。這些模具可以製作成複雜的幾何形狀,並且製作隨形冷(冷卻水路接近產品的表 面),進一步提高模具的使用壽命和提高生產率,以 及零件和其表面的質量。
1.3 Applications應用
CoCrMo is typically used for: 鈷鉻鉬合金的典型應用 – Gas turbines燃氣輪機 – Orthopaedic implants整形外科植入物 – Dental implants牙科植入物
1.4 Powder specification粉末規格
The Arcam ASTM F75 CoCr alloy powder for EBM is produced by gas atomization and the chemical composition complies with the ASTM F75 standard’s specification. The particle size is 45–100 microns. This limitation of the minimum particle size ensures safe handling of the powder. Please refer to the Arcam MSDS (Material Safety Data Sheet) for more information about the handling and safety of the Arcam ASTM F75 CoCr alloy. Arcam公司的ASTM F75 CoCrMo
合金粉末是採用氣 體霧化和化學成分符合ASTM F75標準規格生產的來 做為電子束沉積使用的,粉末的顆粒大小為45 – 100 微米(μm),最小顆粒尺寸的限制保證了粉末的安全 處理(過小的粉末有塵暴危險)。請參閱Arcam公司 的 MSDS( 材料安全數據表 ) 關於 Arcam ASTM F75 CoCrMo合金的處理和安全的更多信息。
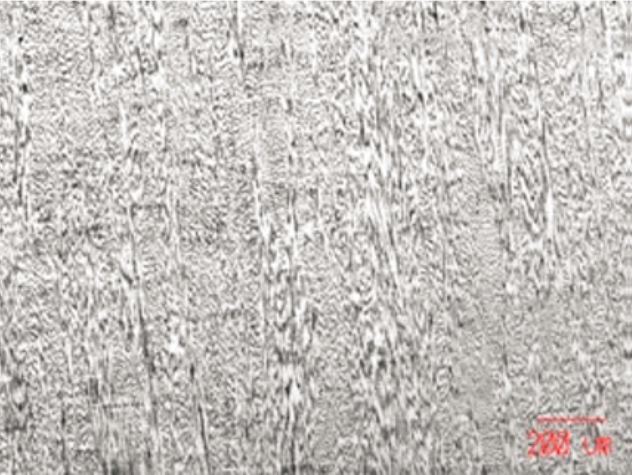
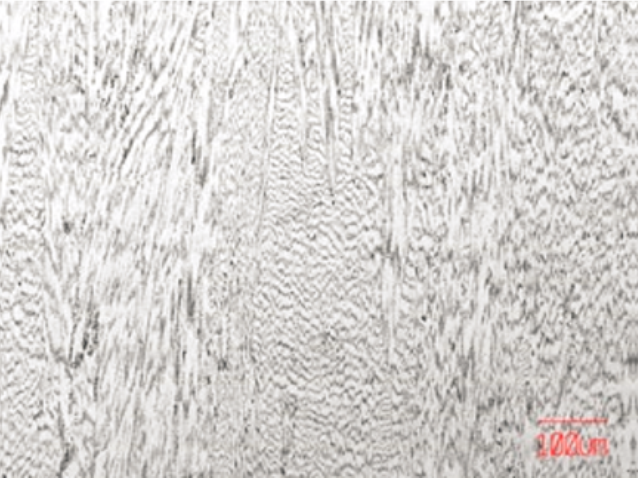
圖3:As-built microstructure, etched cross-section along the Z-direction剛完成沉積後的零件Z 方向截面的微結構;左50x( 紅色尺標顯示200um)、右 100x( 紅色尺標顯示100um)
1.5 Chemical composition化学成份
如圖表1有關Arcam ASTM F75 與ASTM F75的比較 表,注意到餘量是鈷元素。
1.6 Mechanical properties機械性能
如圖表 2 有關 Arcam ASTM F75 與 ASTM F75 的機 械性能比較表
Section 2. Post process後處理
2.1 Sintering by MIM採用金屬注射成形
推薦使用POM餵料系統,並採用酸催化脫脂,由於CoCrMo三元合金對於碳的敏感性,一定要確保脫 除粘結劑乾淨,並嚴格控制碳含量不能超標以防止尺 寸變異以及性能變差;但碳含量過低硬度也會跟著不 夠,強度變差,燒結曲線的設定建議不要跑到高真空 段太久。燒結最高溫度建議至少要在1250~1300℃範 圍內,並有至少3小時以上的保溫以增加材料的緻密 度。由於大中華區的燒結爐條件不盡相同,Dr. Q無 法精確告知各位正確的燒結條件,但是處理過BASF Panacea這支材料的廠家,應該就不陌生燒結的參數 變動,注意到緻密化的最高燒結溫度甚至要到達6小 時以確保MIM件密度到位,請注意!
2.2 Heat treatment熱處理
The following heat treatment program is recommended. 經過3D打印的產品必須採用下列兩種熱處理方式 1.If necessary, the Hot isostatic pressing (HIP) in a shared cycle, with the following parameters: – 1200 °C – 1000 bar argon – 240 minutes. 如果有必要,熱等靜壓是一個增加密度的製程,請按 照:1200℃, 1000mba, 氬氣保壓240分鐘。
2.Homogenisation (HOM) heat treatment, with the following parameters: – 1220 ° C – 0.7–0.9 mbar argon – 240 minutes. As rapid quench rate as possible, from 1220° C to 760° C in 8 minutes maximum. The purpose is to dissolve carbides and improve the isotropy of the microstructure, reducing the brittleness of the as-built EBM material. (MIM, Metal-powder Injection Molding also follow the HOM treatment after sintered) 均質化熱處理(HOM)請按照下列參數:1220℃, 0.7~0.9 mba, 氬 氣 保 壓 240 分 鐘; 然 後 急 冷 由 1220℃到760℃,必須在8分鐘內。這種急速冷卻的 目的是為了防止溶解到基地的碳聚集並改善顯微結構 的均質性,減少由於EBM材料因打印沉積的不均勻 現象(金屬粉末注射成形亦採用此工藝處理)
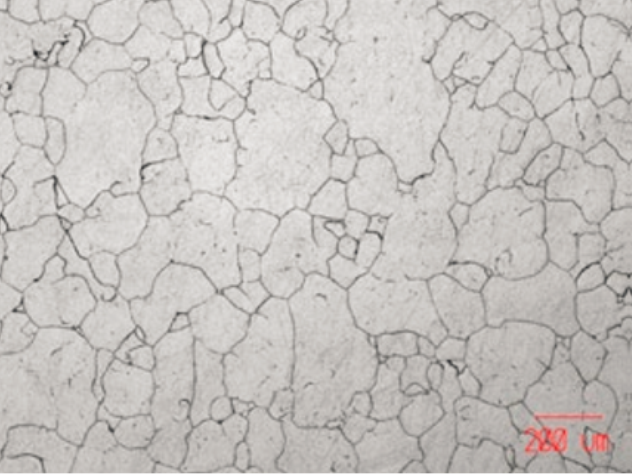
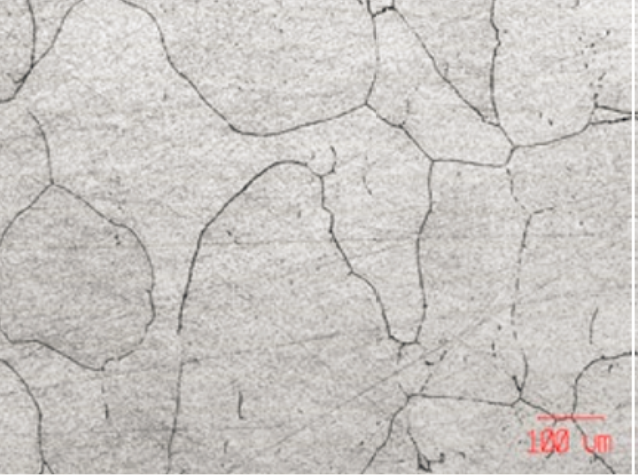
圖4:Microstructure after HIP+HOM, etched cross-section along the Z-direction, 經熱處理後的零件Z 方向截面的
微結構;左50x( 紅色尺標顯示200um)、右 100x( 紅色尺標顯示100um)
2.3 Machining 切削
Parts manufactured in the EBM process feature good machinability. Parts produced using the Arcam EBM process demonstrate excellent results when using any conventional machining process.
The excellent properties displayed by the parts manufactured with EBM allow polishing of the parts to a mirror or optical finish for use in dies and other applications requiring a superior surface finish. 3D沉積的F75有很好的切削性能,零件可以採用傳 統的機械加工來移除材料。同時也允許拋光到達鏡面 或光學等級的光滑表面。 (當然必須經過HIP消除內 部孔隙後,這和MIM零件的先天缺失是一樣的,3D 打印和沈積方式都有這樣的分層與孔隙)
2.4 Microstructure Manufacturing微觀結構
CoCrMo parts with EBM results in fully dense parts without weld lines in the material before or after heat treatment (HIP+HOM). The as-built material consists of elongated grains containing carbide precipitation. Heat treatment transforms the microstructure into an isotropic structure with a substantial reduction of visible carbides. 如果沒有經過熱處理和調質處理(HIP+HOM),以電 子束沉積的3D打印方式的F75零件的顯微結構可以 很輕易的觀察到具有層狀結構,這是因為碳沉積在晶界的位置。熱處理可以改變這種不均勻的現象使碳重 新溶解到結構中。
The images below show the typical microstructure before and after heat treatment (HIP+HOM). The as-built material has elongated grains in the build direction (Z). It contains a high density of carbides that result the high hardness of the as-built material. 以下微觀結構是未經熱處理以及熱處理之後,在Z方 向的顯微結構變化,碳含量較多的地區顯示出較高的硬 度。
HIP+HOM completely transforms the microstructure into an isotropic state. The carbides are dissolved, leading to the increased ductility and reduced hardness demonstrated in the after the heat treatment specifications. There is no porosity in the as built or in the HIP+HOM material. 經過熱等均壓與均質處理後顯微結構轉變成為均勻狀態 (等軸晶體),碳重新溶解到基地晶粒中使得零件脆性降 低而延展性變好,這裡也看不到有任何的孔洞。■
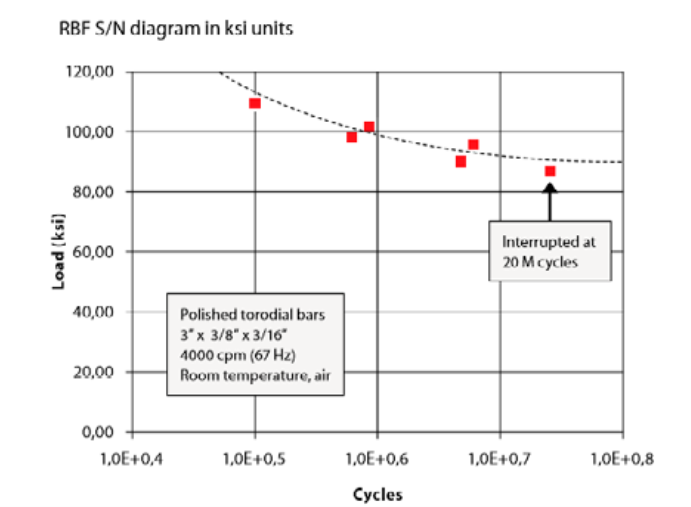
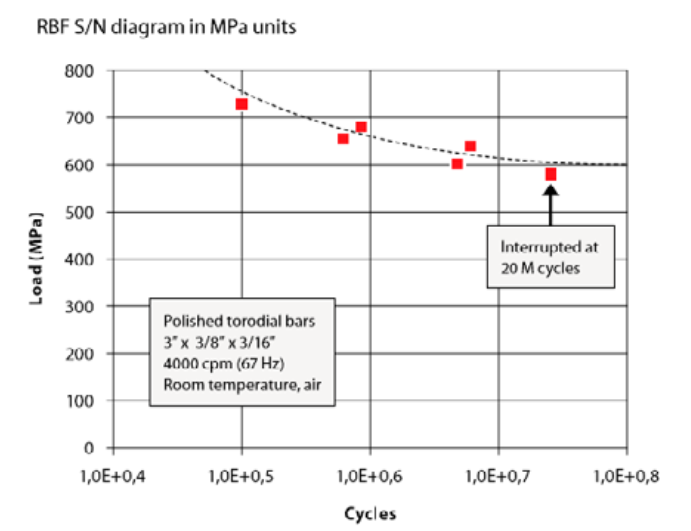
圖5:Arcam ASTM CoCr F75 Rotating Beam FatigueTest 耐疲勞測試的標準;上圖為公制MPa;下圖為美製KSI
