
")
■ ACMT/ 劉文斌
纖維補強塑料
纖維補強塑料由於其纖維具有高度纖維排向效果,所以 此材料射出件也會因纖維排向造成不同方向具有不同 的特性。對於一無補強材添加的純料塑料及一有纖維補 強的塑料,在相同產品設計下相互比較其翹曲方向,不 難發現可能對於相同射出件會產生出完全相反的翹曲趨 勢,如(圖1)所示。
冷卻效率對產品翹曲的影響 整體產品具有不均勻冷卻(局部位置的冷卻速率與大部 分區域不同)或是產品厚度方向具有不對稱性的冷卻, 都會造成產品有不一致的收縮量,同時也會衍生出翹曲 問題。所以經常會發現產品在冷卻後開模頂出會有嚴重的翹曲現象。
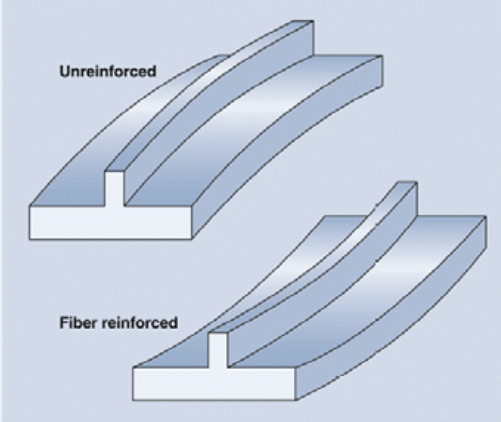
圖1: 未補強材料與纖維補強材料對射出件產品翹曲的影響
一般射出件成品的翹曲原因
一般射出件成品的翹曲原因可以分為:(a)成品整體的冷 卻不均勻,例如產品局部位置的冷卻過快或過慢,尤其 常見的是冷卻水路設計上水管的排列疏密度或冷卻效率 差異,也會造成產品整體的冷卻不均勻現象。 (b)針對 局部位置如果成品厚度方向上具有不對稱性的冷卻,也 會造成厚度方向的收縮量值不同,而衍生出翹曲現象。
產品厚度參數對產品翹曲的影響
射出產品的厚度越大其收縮量值會越大;由於大部份 射出件的厚度都不是均勻的,所以沒纖維補強塑料的 產品大部分的翹曲問題,可能都是來自產品厚度的不 均勻性所造成。另外產品厚度的不均勻性,也會影響 到產品的冷卻速率或是結晶程度的差異。高結晶程度 會伴隨著較高的體積收縮量,而較慢的冷卻速率通常 可以有較高的結晶度,所以產品在厚度上的差異,往 往就會因為其冷卻速率不同,而造成結晶性材料的結 晶化程度不同,進而衍生收縮量值不一致而最後形成 產品的翹曲現象。
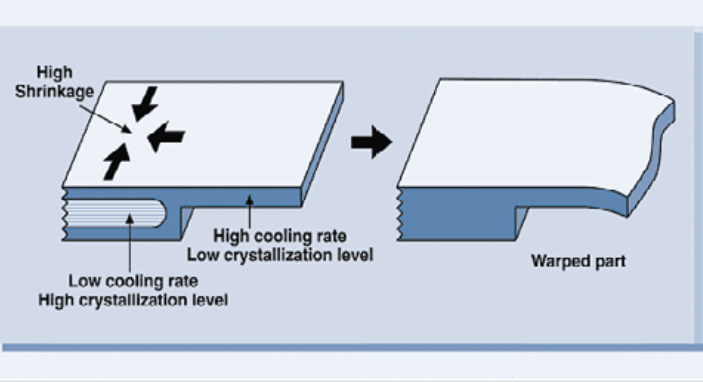
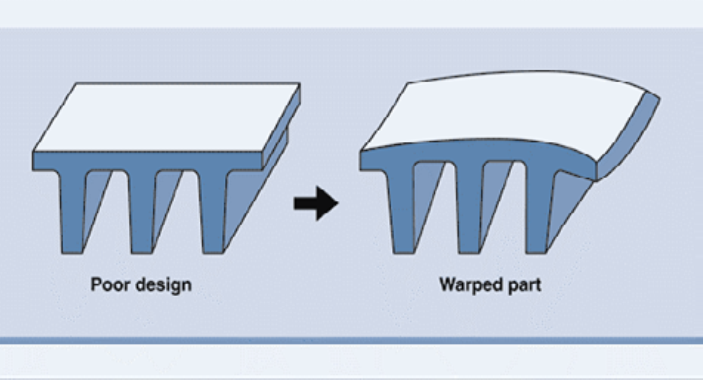
圖2: 不同厚度將影響產品的冷卻與結晶而造成翹曲 ; 圖3: 不良的補強肋設計所造成的翹曲問題
成品幾何形狀不對稱性對產品翹曲的影響
成品的幾何形狀如果具有不對稱性的設計,將會造成產品容易發生不均勻的冷卻現象,所以也會因為局部 的不同收縮量,而造成產品容易發生翹曲問題。例如 一平板產品其背面具有數目很多的補強肋(rib)設計, 或是補強肋都設計在特定單方向上,此種設計的產品 就很容易發生翹曲問題。在圖中的補強勒設計上,因 為在補強勒的內側勒牆位置很難去設計冷卻水路,所 以在此位置是屬於冷卻效果較差的區域。冷卻效果不 良將會造成此區域會有較高的收縮量,所以會導致如 下圖右邊所顯示的翹曲趨勢。
翹曲現象的形成原因
翹曲現象的形成原因,主要是射出件產品的不同區 域,產生了不一致的收縮量值。對於產品厚度的變化、 不均勻的模溫分佈、由成品厚度較薄區域充填到較厚 區域以及射出充填所產生的分子定向及纖維補強材的 定向效果都會影響射出件產品的翹曲變形。塑膠材料 在射出成行加工過程中進行冷卻固化時將會產生收縮 現象,而整體射出成品的收縮變化將會造成射出產品 的翹曲及變形。影響射出產品翹曲的因素有模具的冷 卻效果、定向效果、保壓效果及成品的厚度變化。不 均勻的模具冷卻效果,將會造成產品不同區域的收縮 速率不同,進而所產生的收縮量值也不同。而纖維補 強塑料一般會表現,在垂直流動方向上的收縮量值會 大於流動方向的收縮量值的趨勢。不均勻的纖維定向圖2:不同厚度將影響產品的冷卻與結晶而造成翹曲將導致在成品中產生不同的收縮量。成品中較厚區域 的收縮量值會高於成品中厚度較薄的區域,且較厚區 域因為冷卻速率慢,相對的持續的保壓效果也有限。
所以相對較厚區域的保壓效果不足也會使較厚區域的 收縮量值更大。要減少射出產品的翹曲現象,可藉由 下列注意事項調整來達成:
⇒射出產品的厚度設計要盡量均勻
⇒模具的冷卻水路設計要能均勻冷卻產品
⇒對於產品的彎角或導角部位其內側的冷卻水路設計 需仔細考慮的
⇒加纖塑料成品的澆口位置選定,以使纖維在產品長 度方向產生均勻纖維定向排列為佳
⇒澆口設計要適當,澆口的大小及厚度設計要有利於 飽壓作用的傳遞
⇒對於必須有厚度差異設計的射出件,射出澆口位置 應選擇在產品的較厚區域
參考資料
1.http://www.bayermaterialsciencenafta.com/ checklist/shrinkage.html 2.http://www.bayermaterialsciencenafta.com/ checklist/warpage.html 3.http://www.dsm.com/en_US/html/dep/Warpage. htm。■
