
■麥士德福
陶瓷在電子中的應用發展趨勢
5G 時代即將到來,5G 的速度是4G 的20 倍,流量運轉速度是4G 的幾十倍,2018 年5G 的商用標準將會公佈,是人類萬物互聯的元年。這時候陶瓷與5G 通訊碰撞出火花,是最佳的材料選擇。主要表現在以下優點:
⇒陶瓷是無機非金屬可以滿足信號要求,無屏蔽的特性可減少毫米波的損耗和對天線的干擾,有利5G 信號傳輸,並對開線設計提供極大的自由度。
⇒陶瓷可以滿足無線充電傳輸方式要求,導熱率優於玻璃及塑料,無線充電的效率及散熱都得到較大幅度的提升,是匹配無線充電更適合的材料。
⇒陶瓷具備良好的表面加工性能,因此可以在陶瓷表面嘗試豐富多彩的表面處理效果,除了高亮黑,陶瓷白,通過在高純粉體中添加色料實現彩色效果。
⇒陶瓷除了顏值高之外,而且不容易變形開裂,材質厚實,不怕水,絕緣性能好,結構緻密均勻。
⇒無線充電技術將加快普及速度,逐步從智能手機向平板電腦,筆記本電腦,可穿戴智能硬件,醫療設備等多方面滲透,帶動行業整體發展。針對以上優點,陶瓷注塑成型將成為電子產品應用發展大趨勢。
熱流道在陶瓷粉末注塑技術中的優勢
⇒可以節約材料成本:對於昂貴的陶瓷粉末價格,使用
⇒提高生產效率: 注射成形零件的成形週期,時間最長的是冷卻時間。冷流道在設計時,流道橫截面設計比該注塑製品的壁厚尺寸要大,所以冷流道內熔體比注塑製品冷卻時間長,而使用熱流道系統後不需要流道冷卻,冷卻時間將會縮短從而提高生產效率。
⇒延長模具使用壽命: 在註射成形過程中,陶瓷粉末和粘結劑的混合料對模具的澆注系統和成形零件具有磨粒磨損作用,使用熱流道系統可以降低注射壓力,也就降低了模具的磨損量,提高了模具的使用壽命。
⇒技術難題
⇒解決方案( 圖3)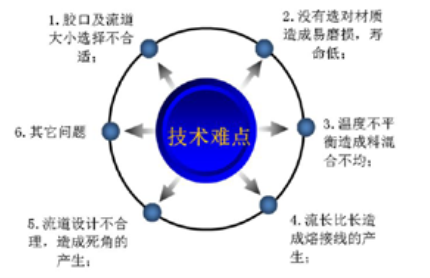
1) 壓力的平衡我司通過理論的計算及分析軟件得到最合理的的流道大小使每個出膠點的壓力平衡通過對結構的調整使整個系統的壓力差控制在1MPA 以內。
- 陶瓷硬度高,對流道的耐磨性要求較高。如果材質選擇不當會對流道刮花或衝坑而造成色斑問題。針對此問題我司解決方案為:
1) 採用高鉻鋼材,並進行加硬或塗層處理;2) 咀芯採用導熱性及耐磨性比較好的進口材質;3) 建議螺桿採用專用高耐磨螺桿;
- 陶瓷成型範圍小,溫度在170~190 度左右,且導熱性不好易冷的特殊性,導致澆口易冷膠,粘結劑及粉末分散不均勻等問題;我司熱流道解決方案:
1) 通過理論數據及實際數據使分流板的每個出膠點的溫度控制在5 度以內。流道設計不合理,拐角處死角易造成粉末與粘結劑混合不均,使注塑產品出現外觀不良,我司解決方案如下:
1) 流道轉角處做特殊結構防止死角的產生
2) 特殊設備拋光保證流道光潔度
3) 特殊的清洗工藝使流道順暢乾淨,提高光潔度。從( 圖4) 的分析結果可以看出,不同拐角處塑料流動都會很稀疏,在此處很容易造成膠滯流及壓力損失。陶瓷注塑熱流道澆口形式選擇
1) 開放式— 我司推薦MO-OA( 直通大水口);此澆口剪切小,澆口不易被磨損,適合陶瓷此類流道性差的材料,但只適合打到模具冷流道上再轉到產品上;
2) 針閥式—( 右圖)我司推薦MT-VV(針閥膠口)+運水套;陶瓷注塑模溫偏低,此熱咀對模溫影響較小,且針閥澆口較美觀,可直接打到產品上,減少水口料,降低產品的成本。
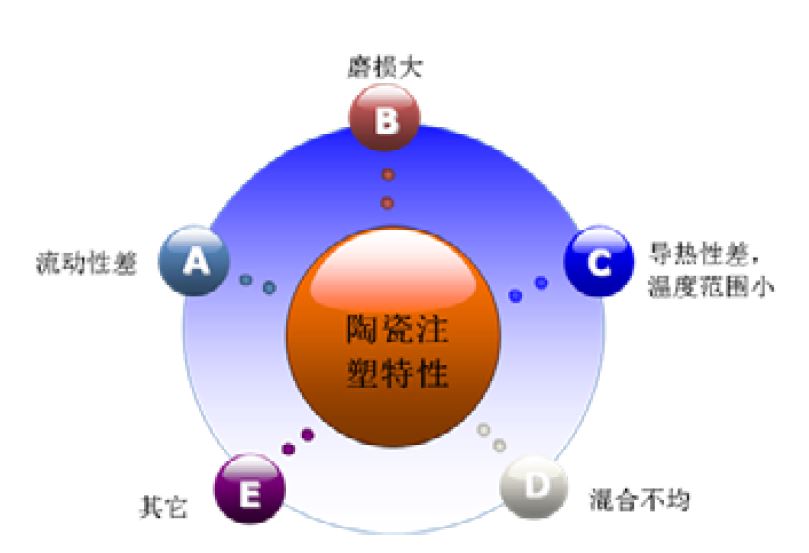
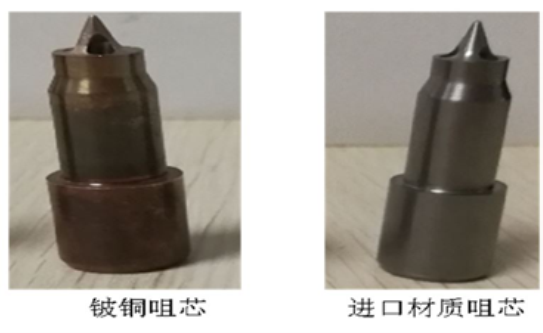
圖1:陶瓷粉末注塑的特性 ; 圖2:兩種咀芯的比較
總結
對於陶瓷注塑的熱流道技術,經過我司前期的研發到技術難題的解決,技術提升再到標準化,我司已有豐富的經驗,並已經成功應用於各大品牌手機項目,得到客戶的一致好評及認可。歡迎大家同麥士德福一起共同探討陶瓷注塑的技術,也期待大家諮詢訂購熱流道,我司一定會給您一個滿意的答案。■
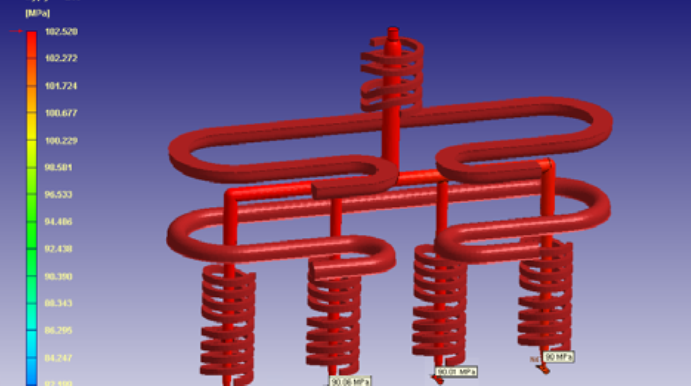
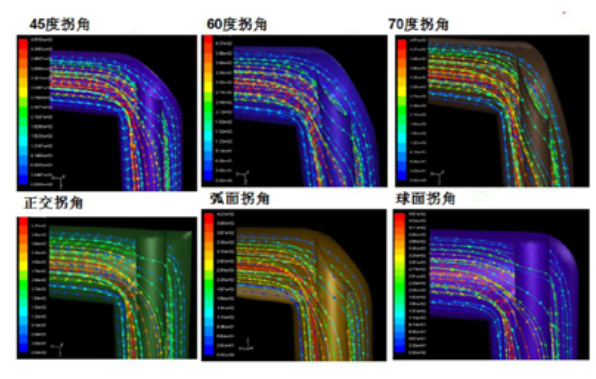
圖3:通過壓力平衡分析來選擇合適的膠口及流道大小 ; 圖4: 熱流道塑料不同拐角處流動軌跡線
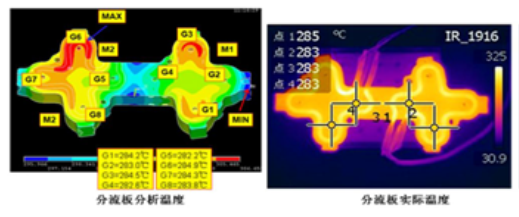
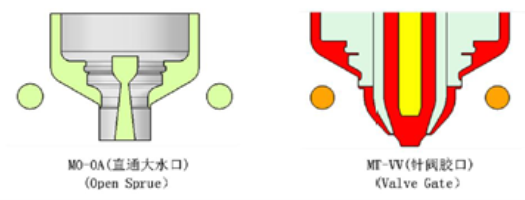
圖5: 從理論上利用熱分析,保證溫度均勻 ; 右圖則用紅外儀拍攝實際溫度,驗證溫度
