

■張翼/ 立模激光科技
複合型金屬3D打印機
在上一章我們介紹了以歐美機器為代表的單純激光燒結(SLM)的工藝和以日本沙迪克的OPM系列機器為代 表的精密型激光燒結(SLM)+切削加工(CNC)的區別。本章開始我們就精密型激光打印的一些特點給大家做下介紹。上一章也提到過,單純燒結工藝製作的表面雖然粗糙, 但是通過其他加工設備的2次加工,最終外形也往往能 達到要求。那麼,精密型激光打印中的切削加工功能又 有哪些它的優勢呢?
精密型激光打印的優勢主要有以下幾點 1)可以對後期加工困難的部位在燒結時進行加工 2)可以加工出後期2次加工時所需要的基準面,保證 2次加工後最終成品的精準性 3)可以精確的安裝造形底板,並精確的進行嫁接打印, 節省打印成本和時間 4)可以保證造形部件內部的均勻性及緻密度 5)可以通過在燒結時實施部分加工來減少後加工的工 序 下面我們分別來詳細分別說明: 1)可以對後期加工困難的部位在燒結時進行加工 這個主要反映在兩個地方,一個是內部的3D水路,一
個是外形深槽等後加工難以加工的地方。我們主要說 說水路,眾所周知,目前金屬3D打印方式取代傳統 加工方式運用在塑料模具製作上最大的理由是能夠在 模具內部添加3D冷卻水路。3D冷卻水路可以最大 限度的隨著產品形狀而走動(因此也稱為隨形水路), 從而達到比傳統直線水路更有效率的冷卻效果。
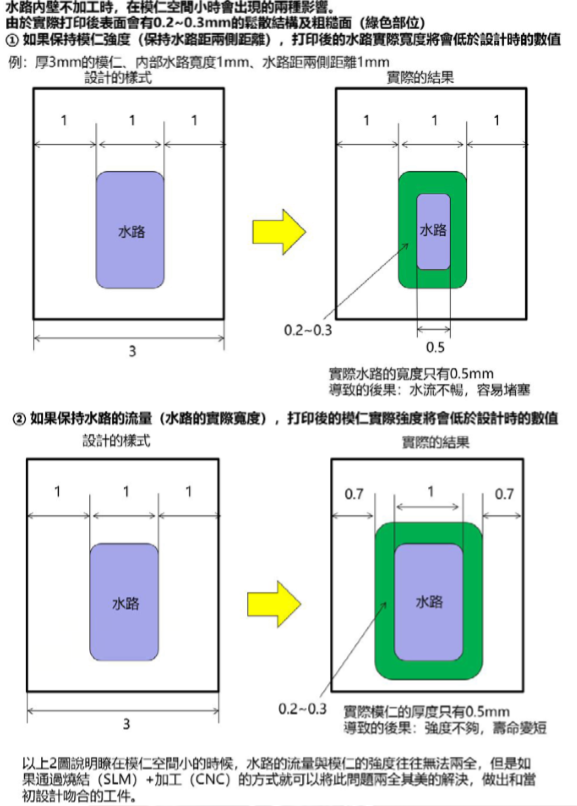
3D水路由於完全處於模具的內部,傳統鑽孔等加工 方式是無法加工的,而3D打印這種積層的方式是可 以輕鬆實現的。不過,3D打印雖然能做出3D水路, 但是由於3D打印表面的粗糙程度以及激光光斑的特 性,當水路的直徑或寬度很小時,水流就會受到很大 的影響,甚至是無法流通。
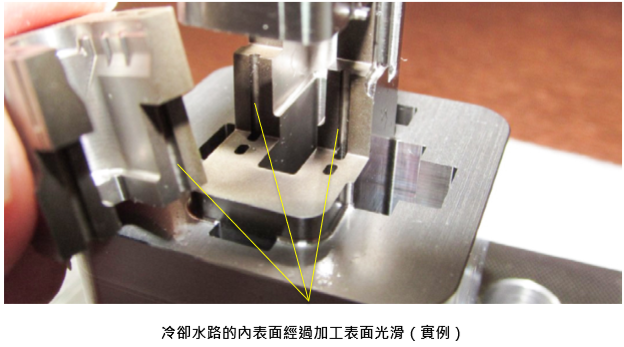
當水流緩慢時,也容易造成垃圾堆積、生鏽等現象發 生而使水路堵塞。此時,如果水路的內壁經過切削加 工,就可以避免上述的這些問題。而水路的內壁加工, 在打印結束後是無法加工的,只能通過在打印中途時 加工(比如打印1mm後加工一次,打印和加工反复 循環),而這只有在精密型打印設備裡才能完成。 下頁我們通過示意說明。■
