
介紹")
■大東樹脂化學股份有限公司 / 蘇培鈞
前言
在熱塑性複合材料的配方組成中,常使用玻璃纖維作為 樹脂的增強材料,藉以提高成型製品的機械性能或耐熱 性,而一般傳統的玻纖增強技術,是使用擠出機將玻纖 絲束直接與樹脂基料熔融混合造粒,玻纖絲束在受到螺 桿和料缸的摩擦剪切作用之下被切碎,所得到的是玻纖 長度<1mm的增強材料。這樣的材料通常在經過下一次 的成型加工之後,玻纖又再一次被剪碎,因此在終端製 品中,大部份玻纖的保留長度其實遠低於有效增強的臨 界長度,所以實際上玻纖本身的增強效果並沒有充分發 揮出來。
LFRT的特性
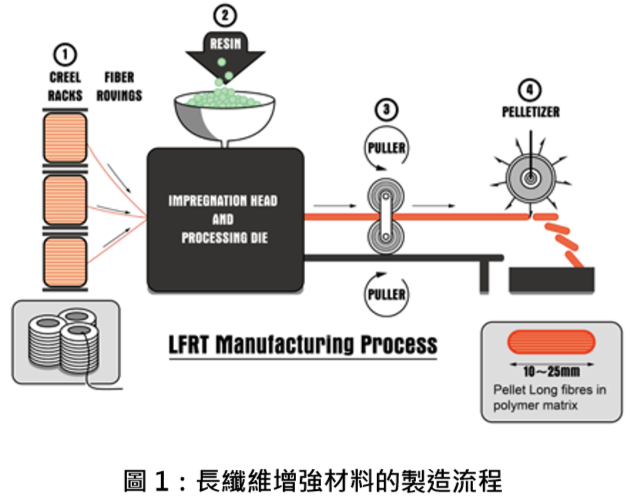
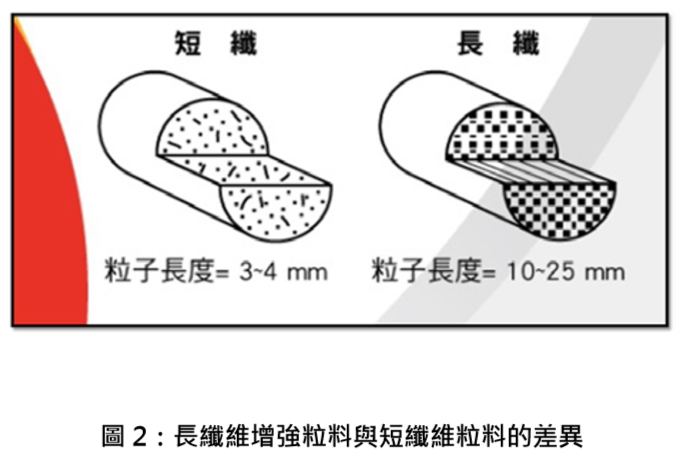
長纖維增強熱塑性材料(Long Fiber Reinforced Thermo plastics,簡稱LFRT或LFT)是近幾年來發展迅速的一類 高性能複合材料,係使用特殊的製程及設備,將連續的 玻璃纖維以熔融樹脂充分浸潤包覆,膠條冷卻後再切成 特定尺寸的長棍狀膠粒,製造流程如(圖1)所示。單一 膠粒的長度約為10~15 mm,其內所包覆玻纖的長度即 與膠粒長度等長(10~15 mm),由於LFRT內含的玻纖長 度超過臨界長度Lc,即能展現出玻纖原有剛強性能的優 勢,長纖維增強粒料與短纖維的外觀差異如(圖2)所示。
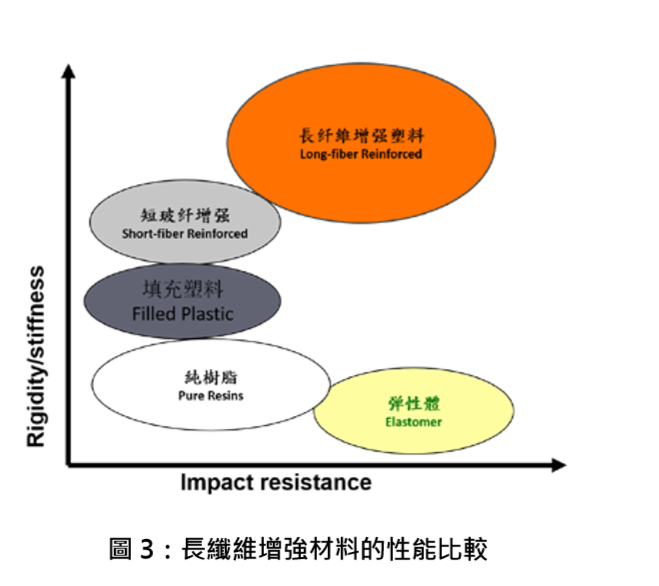
使用長玻纖增強材料做射出成型的製成品中,玻纖的實質長度保持率高,所以纖維之間有足夠的長度能相互 搭接,形成三維立體的3D網狀結構,交錯貫穿於基 體樹脂內作為增強骨架,因此可以承受較大的應力和 荷載,並有效吸收能量,進而使製成品具有高比強度、 高剛性、高耐衝擊、高尺寸穩定性、耐溫、低翹曲、 抗蠕變性、低熱膨脹係數等許多優點,性能比較如(圖 3)所示。綜觀LFRT的部份性能,已經與金屬材料相 當接近,在許多應用端方面具備有可替代金屬的機 會。金屬憑藉著高強度、耐熱等特性,是許多工業品 的首選材料,而缺點是不適合成型複雜的形狀,且金 屬部件的重量也較重,但隨著全球各先進國家朝向環 保、節能、輕量化的趨勢下,產業界已經掀起了「以 塑代鋼」的潮流,尤其長玻纖增強材料的性能與金屬 最為相近,儼然成為替代金屬的最佳選擇。
LFRT的加工成型
長玻纖增強材料可用一般的射出成型機成型,但最好 須避免使用剪切力高的螺桿和射嘴,會導致玻纖斷裂 太多,造成無法充分發揮長纖維原有的性能。因此推 薦使用射出機的選擇如下:
1. 螺桿長徑比 18~22,壓縮比 2:0~2.5,儘量選擇直 徑較大的螺桿。
2.採用深螺溝槽、低壓縮比螺桿、開放式大直徑射嘴。
模具方面一般建議是採用直接進膠設計,同樣減少玻 纖斷裂的機會,但最好是先藉由如Moldex3D的CAE 模流分析技術如(圖4)所示,找出最適化的產品結構 設計,以及模具的流道、機構設計,才能發揮長纖維 最佳的性能。
LFRT的應用
1.汽機車:儀表板骨架、門板模組、座椅骨架、手柄 拉桿、電池托架、車胎架、冷卻風扇框架、腳踏板等。
2.機械機電:泵殼/泵體組合件、電工工具殼體與握 把、驅動連桿、軸承、導軌等。
3.電子電器:風扇葉片、電器殼/支架、電器開關殼等。
4.家電:洗衣機滾筒/支架/葉輪、空調導風扇、電 視機背蓋、把手。
5.運動:自行車配件、滑雪板、安全頭盔等。
總結
長玻纖增強熱塑性材料的力學性能明顯優於短玻纖增 強材料,加上具有高的比強度,以及非常低的蠕變性, 使它能長期承受很大的負荷,在溫度變化下也能維持 尺寸的安定;和金屬材料相比,更能有效的減少製成 品重量、降低加工成本、縮短生產週期,表現出高性 價比之優勢。■
