
■劉文斌/ACMT
冷卻時間的介紹(Introduction to the cooling Time)
塑料流動一旦接觸到模壁就開始進行冷卻,而在成形條件的計算上是在飽壓程序結束後就開始冷卻時間的歷程。模具保持密合直到冷卻時間結束,之後模具開模進行射出件的頂出動作。射出件在開模頂出之前,於模具內必須確保溫度已經冷卻到塑料的可頂出溫度,如果射出件在未達可頂出溫度的較高溫度條件下就進行開模頂出動作,則會因為塑料性質還過軟,而產生頂出變形現象。過長的冷卻時間對於機台的動力損耗以及射出件的生產成本都是非常不經濟且浪費時間影響獲利,所以適當的冷卻時間加工條件設定對於射出生產就非常重要,如何在製程機台與模具的冷卻效率與產品要求的質量穩定性上取得平衡,是射出成形加工上重要的議題。
如何決定正確的冷卻時間加工條件是一項相當技術性的工作,例如對於肉厚較厚的射出件,在技術上非常困難能去實際量測厚度方向中央位置的實際料溫,所以也無法得知射出件內部料溫與冷卻時間之間的變化情形。另外對於有些射出件可能會因為產品或模具設計上的原因,造成非常困難達到足夠的冷卻效果,所以必須藉由不斷的增加冷卻時間條件來提高熱量交換效率,方能使產品的質量達到穩定要求。或是有些射出件需要非常長的成形週期才能使模溫達到穩定狀況。另外不同冷卻時間條件也會對射出件產品的收縮量有不同的影響。所以冷卻時間條件的設定對於射出產品的質量與製程上的穩定性影響很大。
目前利用CAE 的冷卻分析結果,對於塑料在模穴內的冷卻熱交換機制,已能提供相當多且正確的參考信息,藉由CAE 分析結果來取的正確的冷卻時間條件設定將可協助射出現場加工進行穩定的生產且可提升產品的質量。
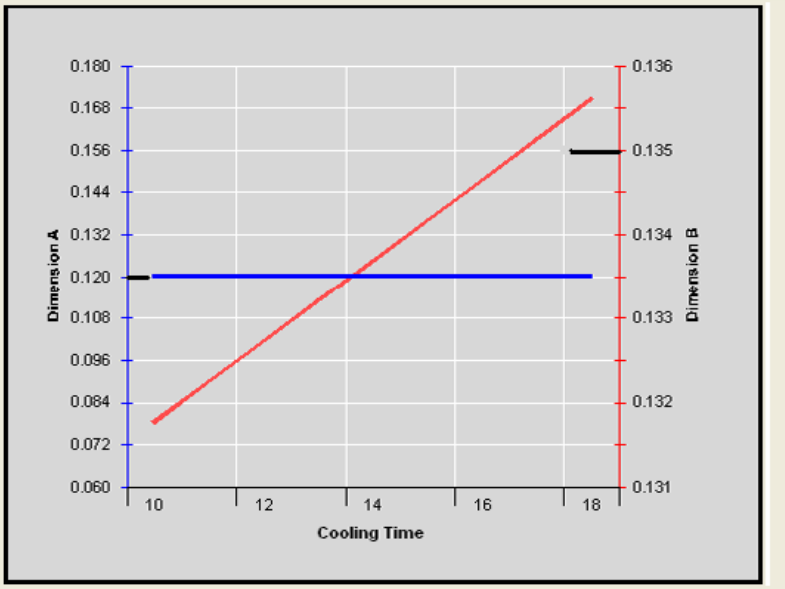
在右圖中可以注意到某些尺度對冷卻時間的變化,會比其他尺度的變化來的敏感。例如圖中藍色數據所表式的尺度A,在實驗範圍內其對冷卻時間的變化幾乎沒有影響。然而圖中紅色的尺度數據B,就會隨著冷卻時間變化而對應出明顯的數據變化。例如如果圖中紅色尺度的目標值是設定為0.135”,那由數據中可以知道要想達到此尺寸的目標值,成形冷卻時間設定需要達到17 秒,或是需要去修改模具的冷卻水路效果,使此尺度可以較快冷卻達到目標值。另外由此實驗作圖也可以由最高及最低的極限值數據,來確認冷卻時間加工參數如何來設定。
下列的程序可用來作為如何設定冷卻時間參數的指導原則,如何決定適當的冷卻時間加工參數:
- 在每一不同的冷卻時間條件設定下,去射出至少三模的實驗樣品。
- 量測每一模樣品的重要質量尺度,建立量測值數據。
- 將所量測得到的尺度數值和對應的冷卻時間數值作圖。
- 分析圖形上的數據且觀察哪些量測尺度數據與冷卻時間參數間的影響關係較重要。
- 藉由尺度目標值或期望值的符合結果來決定適當的冷卻時間參數。
- 在所決定的適當冷卻時間條件下去進行產品射出30 模後,再統計產品質量的穩定性與滿意值分析,藉以評估在此設定的冷卻時間條件下的射出生產性射出成形週期時間是最重要的加工考慮因素,因為對於某些產品的生產加工而言,週期時間是產品獲利的要求底線。對於大多數案例,如果製程上有效的冷卻時間已經達到不能接受的時間長度時,一般會建議藉由模具上的水路設計或是產品設計,來達到使用較短冷卻時間而可以達到質量要求的效果。
英譯六項程序
The following procedure can be used as a guideline to set the cooling time. Procedure for determining the Cooling Time.
1.Mold three shots at various cooing times.
2.Measure the critical dimensions.
3.Plot a graph of dimension versus the cooling time.
4.Analyze the data to see how the critical dimensions are influenced with the cooling time.
5.Decide on the cooling time that best fits the data.
6.Run 30 shots at this cooling time and perform a statistical analysis to determine the process capability at this cooling time. Cycle time is the most important factor since that is what makes the bottom line profit. In most case, if the process is capable at lower cooling times, one can make a change in the mold steel and achieve the same dimensions at lower cycle times. ■
