
第14 招、光學鏡片與模具流道設計及射出質量影響篇~ 產品故事說明
成品尺寸:長3.8,寬3.8,高0.8( 單位mm)
成品厚度:平均厚度0.5~0.8(mm);0.01cc/ 單穴
澆道系統:冷澆道塑料材料:COC
分析焦點:產品為微小型光學鏡片產品體積0.01CC,產品幾何對稱,模具幾何對稱平衡如圖2 所示,但實際產品質量仍有差異以及每顆重量不一致,因此透過分析掌握流道系統塑料剪切升熱( 摩擦生熱) 所產生之不平衡流動,目前所有CAE 工具中Moldex3D 模流分析軟件可針對塑料種類,加工條件有關的參數與產品設計對剪切效應的影響進行精密的探討與解析並可提供解決方案,合作項目中可深入討論在射出過程中塑料剪切溫度的分配,所產生之不平衡流動對產品(Product),製程(Process),生產力(Productivity) 的影響。
應用方法:由充填保壓過程判斷每個模穴的差異原因。因為是射出微小鏡頭lens,成品尺寸很小並且所佔的射出體積比例都在1%,因此計算精度要求相對的高,在網格的質量、溫度掌握、壓力傳遞、射出速度快慢都會影響射出件的質量。分析中的流道剪切生熱溫度環,是中心溫度低於管壁溫度(20~60 度C) 如圖3 右所示,再持續流動遇到分支分流時會分配不同的溫度到模穴內如圖3 左所示( 紅色高溫群與藍色高溫群),因此溫度是影響後續的保壓傳遞的效果會影響產品每穴質量;另外水路會因為隨著距離的增加而影響到水管內的溫度,進亦可影響到成品溫度分佈,而使得各模穴間變形量有差異,所以能掌握溫度才能掌握質量。
實際說明
圖1 微小型光學鏡片產品,圖2 對稱型的流道設計,圖3 流道剪切生熱溫度環與溫度分配,圖4 光學結果,流動導致雙折射對於保壓階段,圖5 光學結果保壓階段的波型亦有差異,圖6 模具流道溫度環剖面圖,圖7 產品分析結果圖參考,圖8 流道剖面溫度示意圖。■
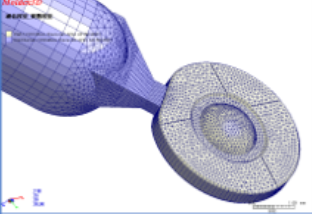
圖1: 微小型光學鏡片產品

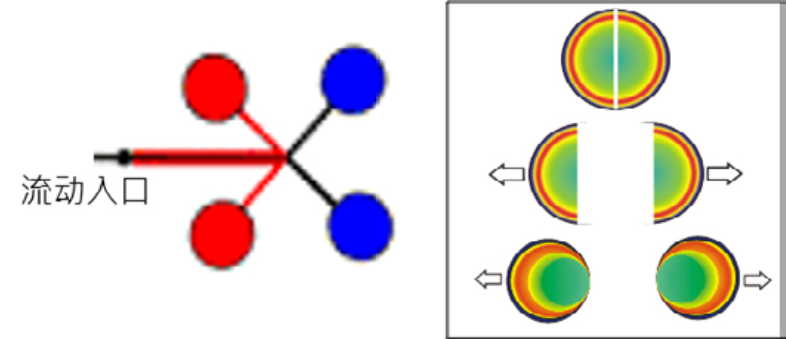
圖2: 微小型光學鏡片模具配置; 圖3: 流道剪切生熱溫度環與溫度分配
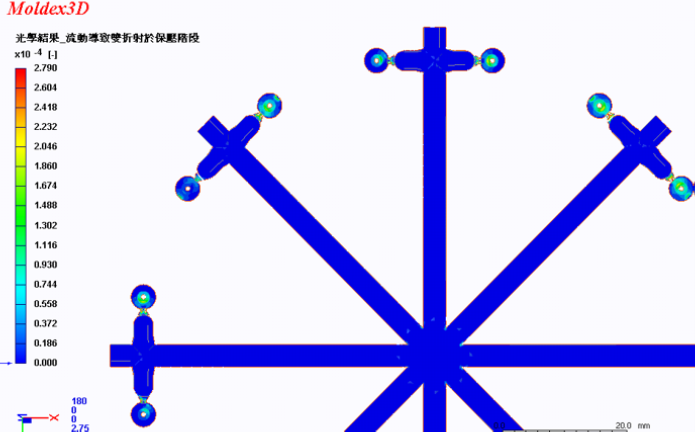
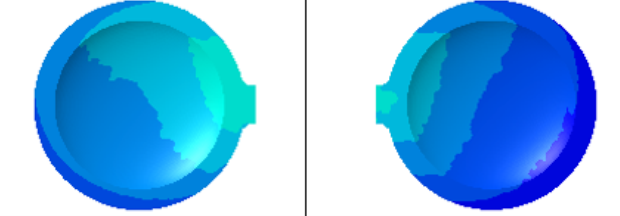
圖4: 光學結果,流動導致雙折射對於保壓階段 ; 圖5: 光學結果,保壓階段的波型亦有差異
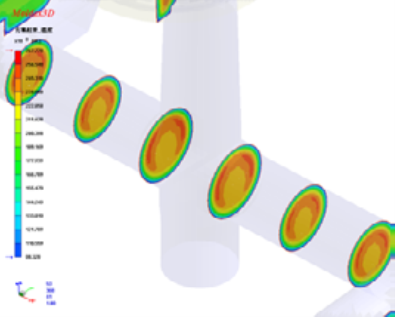
圖6: 模具流道溫度環剖面圖
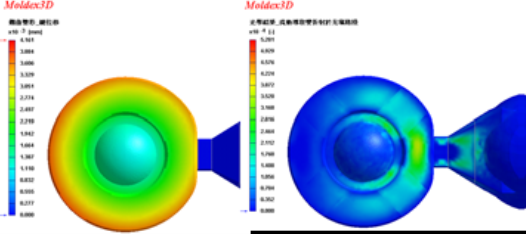
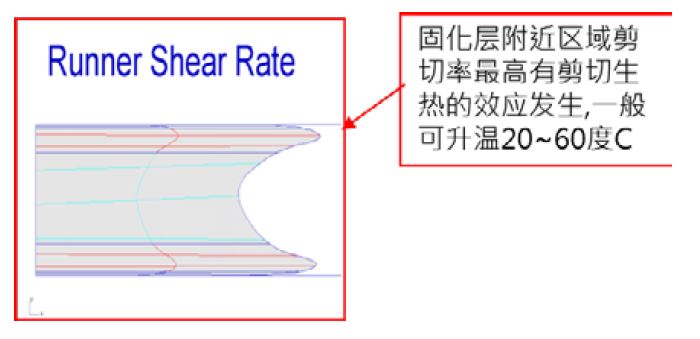
圖7: 產品分析結果 ; 圖8: 流道剖面示意圖
