
■ Moldex3D/ 徐志忠
前言
在氣體輔助成型中,常遇到的問題之一就是氣體指紋效應,即為氣體不均勻地滲透入成品的中心部位,形成指紋狀分支;嚴重的指紋效應會顯著降低塑件的剛性[i] 。根據氣體輔助射出成型的實驗研究,氣體指紋效應主要是由二次氣體滲透引起的[ii]。
短射法是氣體輔助射出成型早期的成型方法,透過輔助氣體來掏空成品,達到節省塑料及減輕重量。在使用氣體輔助成型加強薄板剛性時,通常會用肋作為氣體通道,並透過輔助氣體掏空進而產生空隙。設計不良的肋薄板幾何,常因不當掏空導致成品的剛性明顯減弱[iii]。當成型成品遇到翹曲問題時,通常採用「滿射式氣體輔助成型」來補償收縮和提高產品品質。此成型方式是在樹脂充滿模穴的情況下,導入輔助氣體,因此氣體滲透的行為僅靠二次滲透行為來達成。所以氣體掏空區域相對較小;同時又可以透過掏空氣體,來降低掏空區域的殘餘應力,減少凹痕[iv]。由於滿射成型法的氣體輔助是靠二次滲透行為來達成,氣體滲透容易呈現複雜的指紋效應。
滿射成型法模擬
有鑑於上述成型挑戰,本實驗案例將以一個複雜幾何,進行滿射成型法模擬,希望透過模擬,預測二次滲透的結果。本案例產品為印表機進紙上蓋( 圖一),由於印表機需要相當好的平面度,避免影響出紙功能,因此產品變形度要求甚高。本案例利用Moldex3D 模擬滿射成型法,在熔膠已填滿模具後,藉由輔助氣體對結構肋的地方進行掏空,避免產生縮痕,同時強化該處的機械性質。實驗所使用的材料為非結晶性透明的ABS 丙烯腈,材料參數是參照Moldex3D 內建材料資料庫設定,便於與模擬進行氣體滲透的比對,也可評估出對於二次滲透的預測準確性。
此成型方式是以滿射法的方式進行氣輔充填,所以氣體進入模穴內的方式,是由於熔膠開始冷卻收縮,使得氣體有空間可以進行穿透;但因為熔膠已佔據模穴內大部分的流動空間,導致氣體從氣道中跑出,遷移到成品中不需孔道的部位,因此會產生明顯的指紋效應。指紋效應嚴重時會大幅降低成品的剛度、衝擊強度和穩定性。因此,若能有效抓取出易產生指紋效應的區塊,便能更正確的選擇氣針的入口處。首先,進行實驗與模擬在流動波前的比較由於此產品為雙點進澆流道設計,所以熔膠流動波前會從澆口處以放射狀的方式,朝肉薄處流動,從( 圖四及圖五)可發現流動波前在充填2 秒及2.84 秒之比對皆相當符合。從實驗及模擬的流動比對( 圖六) 中可發現,由於熔膠充滿後有三個氣體注入口,會分別形成三個區域的指紋效應掏空分支:氣針2 位於底部中心形成分支2,另外兩個氣針1 號及3 號,則分別在左右側形成分支1 及3。由於氣針2 號最靠近熔膠入口,當氣體從此進入時,由於熔膠的溫度較高,流動阻力將降低,因此分支2 的指紋效應最明顯。反之,其餘的氣針入口,熔膠的溫度較低,指紋效應不如分支2 明顯。這樣的趨勢也可由圖五平均體縮率的等位面分佈中發現,觀察到體積收縮率平均值等位面的分佈,都集中在氣針2 號處。
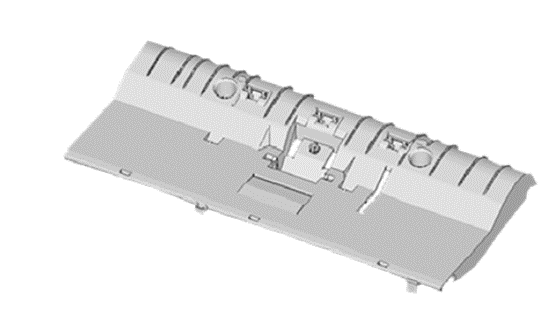
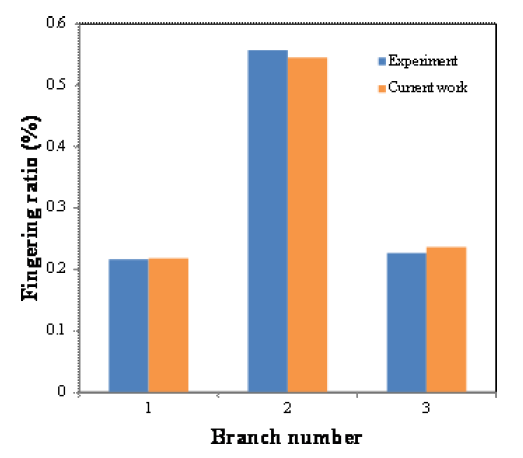
圖1: 印表機進紙元件幾何示意圖 ; 圖2: 比較實驗及模擬在不同分支的指紋面積比例
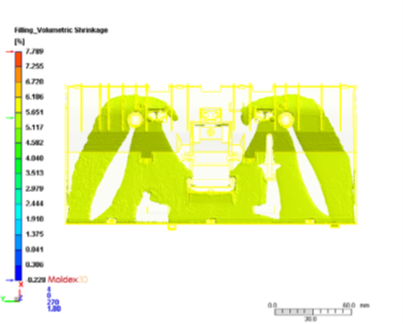
圖3: 在輔助氣體注入時,體積收縮率等位面分佈模擬結果
由於實驗不易定量指紋效應的大小,為了有效量化氣體指紋效應的形狀大小,參考文獻[v] 定義指紋投影面積比例如下:為上視圖的氣體指紋效應掏空總投影面積。比對實驗和模擬在指紋面積比例的差異,可以發現實驗和模擬的結果有一致性的趨勢( 圖二)。分析結果顯示,氣體滲透行為的模擬分析與實際試模二次滲透行為的結果一致。藉由Moldex3D 氣體輔助射出成型模組(GAIM) 的模擬分析,可以有效預測氣體指紋效應的滲透分佈,進而滿足產品公差要求。( 下頁另有示意圖)
參考文獻
[i] X. Lu, H.H. Chiang, L. Fong, J. Zhao and S. C. Chen, “Study of “gas fingering” behavior in gas‐assisted
injection molding”, Polymer Engineering & Science, 39 (1) , 62-77, 1999
[ii] K.Y. Lin and S.J. Liu, “The influence of processing parameters on fingering formation in fluid‐ assisted
injection‐molded disks”, Polymer Engineering & Science, 49 (11), 2257-2263, 2009
[iii] R.D. Chien, S.C. Chen, M.C. Jeng and H.Y. Yang, “Mechanical properties of gas-assisted injection
moulded PS, PP and Nylon parts”, Polymer, 40(11), 2949-2959, 1999
[iv] S.Y. Yang, C.T. Lin and J.H. Chang, “Secondary gas penetrations in ribs during full‐shot gas‐assisted
injection molding”, Advances in Polymer Technology, 22(3), 225-237, 2003 [v] S.J. Liu and S.P. Lin, “Factors
affecting the formation of fingering in water‐assisted injection‐molded thermoplastics”, Advances in
Polymer Technology, 25(2), 98-108, 2006 ■
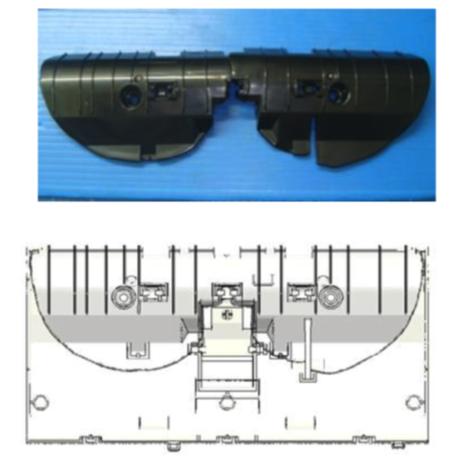
圖4: 實驗( 上排圖) 和模擬( 下圖) 流動波前在充填2 秒的比對
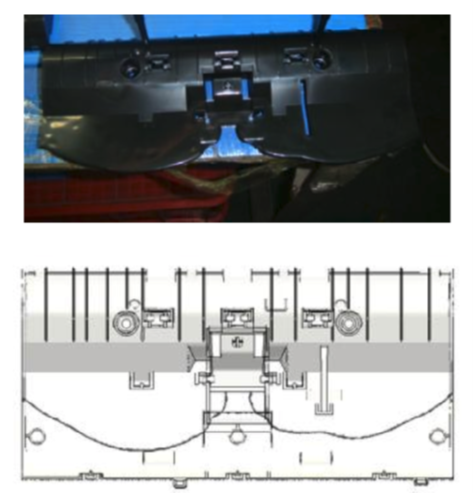
圖5: 實驗( 上圖) 和模擬( 下圖) 流動波前在充填2.84 秒的比對 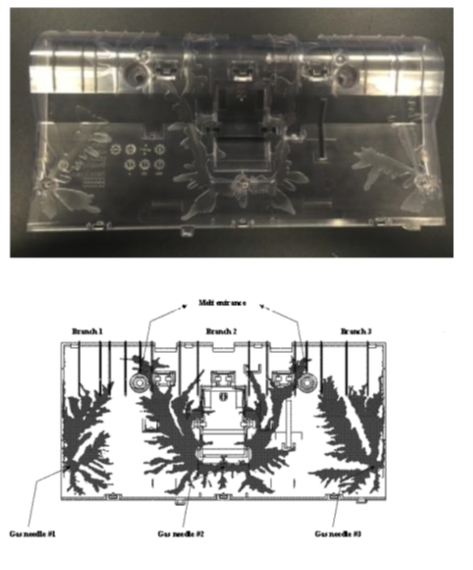
圖6: 印表機進紙上蓋氣體掏空圖(a) 實驗和(b) 模擬結果比較
