
■ ACMT 協會/ 劉文斌
噴泉流動 (Fountain Flow)
本技術文件是在說明,熔融膠料在流道或是模穴中的流動形態,在射出成型時熔膠的流動波前會以類似噴泉流動(fountain flow) 形式來推動熔膠前進,噴泉流動形式對於成形品的表面外觀以及表面應力有著密切的關係。
何謂噴泉流動(What is fountain flow?)
(1) 規則的流動( 噴泉流動)-Regular flow(Fountain flow)
( 圖1) 模擬動畫表示了熔融膠料在一流道中由畫面右側流向左側的流動型態,灰色部分錶示了模具的模壁部分,紅色部分錶示了高溫的熔融樹脂,藍色部分則表示熔融膠料接觸到低溫模壁後,熱量被模壁導出到外界所形成的冷卻固化層。
熔融塑料在流道中或是在模穴中的流動,就會像動畫中所表示的在模壁上是不流動的冷卻固化層,而中央是可流動的熔融膠料區域,後端熔融膠料會持續推動前方的流動波前前進,一邊向前前進一邊會接觸到模壁附近已形成的冷卻固化層。
流道或模穴厚度方向中央的流動熔融膠料,往前推動膠料而會使流動波前像噴泉般將熔膠向兩側推開,塑膠的這種流動波前在流動時所顯示的形式就被稱為噴泉流動。而與靠近模壁的固化層會因為速度差異最大而產生最大的剪切率,進而產生最大的剪切磨擦熱。由( 圖3 六張流動圖) 中可以觀察到通過噴泉流動在成型品內部產生熔膠的流動通道,並且漸漸形成均勻的成型品表面。
(2) 不規則異常的流動─ Abnormal Flow
塑膠熔膠的流動並不是都是十分規則的流動,有時會因為成形條件的變動、或是射出件產品的幾何形狀或厚度變化而造成流動的變動或是產生不規則的流動現象。要形成噴泉流動通常是需要一定程度的較高流速,如果流速過慢會發什甚麼狀況? 流速過慢的情況常常可以以( 圖2) 來表示,當熔膠的流動產生不規格現像在瞬間的流動波前將無法產生規格的噴泉流動,例如當流速過慢,則在產品表面處的冷卻固化速率將會比中間可流動的融膠流速來的快,這種競爭就會阻礙流動,進而容易產生部份或局部的不規則流動,這種不規則流動往往就會造成產品的表面有皺褶等不良的表面外觀現象。由於規則的噴泉流動被破壞,所以射出件的表面就無法產生規格均勻的外觀,而將出現不良的流痕等外觀缺陷。一般流體的流動形式,可以分為層流(Laminar Flow)以紊流(Turbulent Flow) 兩種。可參考( 圖5) 所示。
這兩種流動形式主要是針對所謂牛頓流體,牛頓流體的特性是會去抑制固化現象且流體的黏彈特性不會發生變化。然而實際上塑膠熔膠流體的黏彈特性是會隨著溫度的變化或是剪切塑率的變化而逐漸改變,且當溫度條件冷卻到某一程度時,塑膠熔膠也將會產生固化現象。所以塑膠熔膠流體是屬於非牛頓流體,而塑膠熔膠的流動黏度會隨著溫度降低而增加,塑膠熔膠因為這種非牛頓流體的特性,所以在流動時會形成流動波前的噴泉現象。
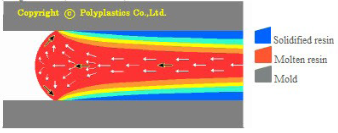
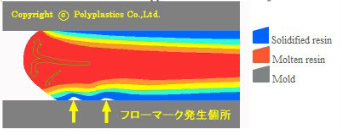
圖1: 規則的流動─噴泉流動 ; 圖2: 異常的流動波前
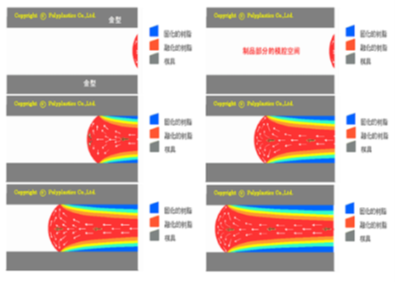
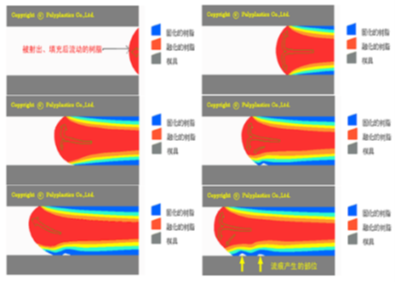
圖3: 規則的流動─噴泉流動 ; 圖4: 異常的流動波前
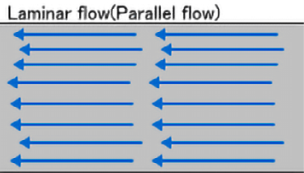
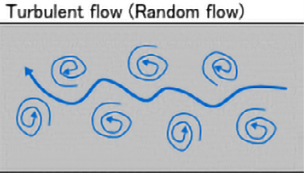
圖5: 塑膠熔膠在流動時會有下列兩點: 重點1. 熔融塑膠熔膠在模具內流動時,一般是以噴泉流動形式在流動; 2. 當發生不規格流動時,則會引起成型品的外觀不良現象
資料來源
Polyplastics 材料商網頁資料http://www.polyplastics.com/
使用範圍:此為網路資料請限制在公司內部使用
需註冊登入( 技術參考資料) ■
