

■ Rumass
3D 水路
縱觀金屬3D 打印技術在模具行業的應用,自問世以來,其可塑性及適用性無不讓人驚嘆,最吸引人的優勢莫過於以下幾點:
■提高冷卻效率,縮短成型週期—提高產能
■產品尺寸穩定—質量保證
■節約能耗—綠色環保
如何確保技術穩定
這樣革命性的技術可以穩定、長期用於實際生產目前是一個挑戰,首先,我們要分析了解這項技術的缺點在哪裡,然後再有針對性地一一攻破。
■打印塌陷難以檢測—直接使用後無法區分是打印質量問題還是雜質/ 異物堵塞
■使用一段時間後發現開裂
■水路堵塞—水垢、水銹、加工鐵屑、生料帶等異物那麼如何來解決上述煩惱呢?要把這項“新”技術完全獨立,建立新課題,不要拿3D 打印模具和常規模具進行類比。從水路設計– 使用過程– 保養方法各方面分析哪些是應用3D 打印模具需要注意的地方。
■ 3D 水路做到單進單出,杜絕並聯串聯– 以此避免局部水路堵塞後無法從流量上迅速得到反饋,測量並串聯3D 打印水路流的量和溫差非但沒有實際意義,而且無法避免水路的堵塞且不易於清洗,更容易導致報廢。
■ 3D 水路和其他水路徹底分離,3D 水路直徑一般在1.5mm-8mm、極端的情況甚至可以細到0.8mm,而傳統加工方式的水路一般在8mm 以上,顯而易見,3D 水路對於雜質的敏感度要高得多。所以我們的首要目標是保護3D 水路盡少接觸模架中傳統加工方式殘留的雜質。
■做到水路分離以後,可以維持模架水路原樣,但 不能忽略3D 水路底板中的水路,底板的水路一般也是傳統加工方式,所以也會有加工屑殘留,所以底板加工完成後一定要進行循環沖洗或高壓氣槍的清理,去除大部分殘留,但使用一段時間後依然會有少量雜質剝落,這樣的一顆小雜質對3D 水路來說往往是致命的,所以我們一定要在3D 水路中的循環中進行過濾,這樣才能做到3D 水路不被異物堵塞。
■以上這些設計方面需要注意的工作完成以後,就可以放心進行打印了,目前的打印質量較數年前已有了實質性的改善,粉末材料和打印工藝都在不斷創新,開裂的現像已不常見,但是由於產品的結構,打印塌陷的問題無法避免,故而在打印完畢時正確驗收3D打印零件至關重要。使用專業的(3D 水路)微型模具檢測系統可以對每一件新製作完成的3D 水路進行測量,並給出初始的壓力/ 流量曲線圖,以此了解每個模仁全新時的狀況,這一數據也可以成為日後保養的參照。
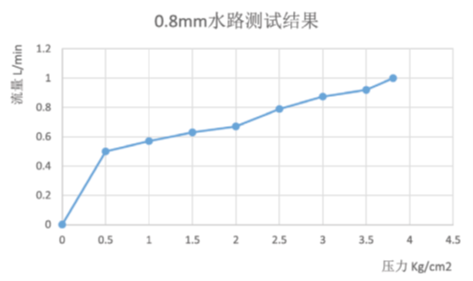
水路測試結果
總結
經過挑選的合格3D 水路此時可以用來生產,但是在長期生產後如何知道水路內水銹水垢的情況呢?什麼時候要下模做保養呢?我們往往是在產品尺寸不穩定,或是周期變長後才發現,而此時已經產生了大量可能需要報廢的產品,無不是一種巨大的浪費。所以,3D 水路使用過程中要進行監控, 以預防由水垢水銹導致水路狹窄、最終堵塞。這樣的監控設備應該兼備3 個功能a) 雜質過濾b) 實時監測c) 報警,例如下圖的微型模具監控系統,當回水壓力低於設定時,數顯變色報警,在不影響生產安排的情況下,盡快取下保養即可。在批量使用3D 水路模仁時,配備專用的清洗設備及時並定期清洗保養很重要。 3D 水路清洗時需要取下單獨清洗,不能和模架一起清洗,防止模架中的污物雜質進入3D 水路造成堵塞。在這樣全面的保護和監測下,3D 模仁可以穩定持續地發揮作用,從而給企業帶來真正的效益。 ■
