

■ ACMT/ 劉文斌
PPA-Polyphthalamide
PPA (polyphthalamide) 是 Solvey Advanced Polymer 公司的產品,其商品名為Amodel,原先是Amoco公 司在1991年商品化的高性能工程塑膠產品,後來企業 重整Amoco就把高性能工程塑膠部門賣給了Solvey Advanced Polymer公司。
PPA在分子結構上可以被歸為Polyamide(PA) 聚酰胺系 列,其合成方法也和聚酰胺(PA ex. Nylon)相似,而常 見的Polyamide工程塑膠(ex.Nylon 66 ,Nylon 6)是屬 於脂肪族的聚酰胺 (polyamide),所謂脂肪族 (aliphatic) 化合物是指分子結構組成上都是碳氫氧等分子的長鏈形 高分子結構,其可以對照芳香族(aromatic)化合物, 而所謂芳香族化合物是指在分子主鏈結構上會有苯環 (benzene ring)結構存在,通常主鏈上具有苯環結構之 芳香族化合物會較直鏈形脂肪族化合物有較堅硬之剛 性及較高之耐熱特性,所以常見的高性能耐高溫工程塑 膠,很多都是在分子結構上具有主鏈苯環結構的芳香族 化合物。
我們常使用的 Polyamide 工程塑膠,例如 Nylon,這些 塑膠的分子鏈結構是屬於碳氫(C,H)長鏈型的脂肪族 結構,其合成方式主要有下列兩種: (1)一種是由單體上帶有羧基(─C=O) 及胺基(─NH)
兩種官能基的環狀化合物進行開環加成聚合形成,此 種藉由開環反應合成產生高分子塑膠者,代表性者 如:Nylon 6 其是由環己內酰胺(─NH(CH2)5-CO─) 開環聚合而成;(2)另一種是藉由二元酸HOOC-R1 -COOH 及二元胺 H2N-R2-NH2 兩種單體來進行縮 合聚合反應形成高分子塑膠,代表性者例如:Nylon 66 是由已二酸 HOOC-(CH2)4-COOH 和已二胺 H2N -(CH2)6-NH2 聚合而成,而 PA610 是由癸二酸 HOOC-(CH2)8-COOH 和已二胺 H2N-(CH2)6-NH2 聚合而成。而從上面所謂命名的數字就表示分子結構 的碳數目,由一種單體開環反應合成的就以一各數字 表示,由二元酸與二元胺縮合反應合成者就以兩個數 字表示,而數字則表示碳元素的數目。
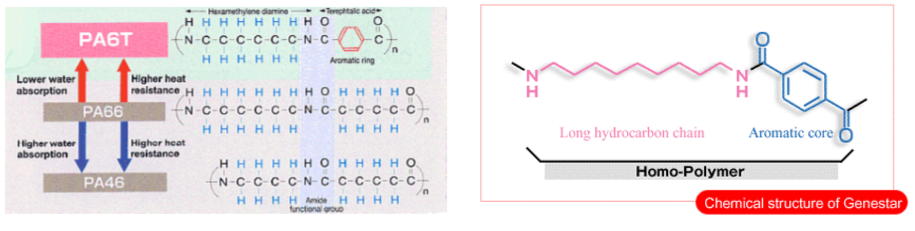
如果再合成時選用的單體將二酸(diacid)單體由脂肪 族長鏈分子改成芳香族具苯環結構之單體來合成聚酰 胺高分子,就會以另外的命名法來稱呼,比較常見的 例如 PA-6T、PA-9T、PPA 等,這些在主鏈結構上具 有苯環結構的聚酰胺(Polyamide, PA)塑膠,會有效 提高塑膠的剛性值、耐熱性等性質,所以這類塑料可 以稱為是耐高溫PA塑料。 例如PA-6T 是藉由對苯二甲酸(PTA)單體與己二胺反 應聚合而成,由於它的主鏈上具有苯環結構,使得它具有低吸濕性、耐高溫性、尺寸安定性等特性,著名 產品如日本三井化學PA-6T 商品名為ARLEN ,Tm 約320℃; Tg約85~125℃。主要應用於電機/電子 零件(SMT製程),及汽車引擎蓋下面的各種零件。
另外例如PA-9T 則是藉由對苯二甲酸(PTA)與壬二胺 反應聚合而成,也由於它的主鏈上具有苯環結構,使 得它具有低吸濕性、耐高溫性、尺寸安定性、高結晶 度、高耐磨耗性等特性,著名產品如日本Kuraray公 司的 PA-9T 商品名為 Genestar ,Tm 約 306℃ ; Tg 約125℃。主要應用於電機/電子零件(SMT製程), 耐熱溫度可達 260℃適用於無鉛的 reflow solder 製程。
Solvey公司的Amodel PPA 具有優越的機械物性及極 佳的尺寸安定性、高耐熱性及良好的成形加工性,其 組成結構類似於PA-6T。 PA-6T是藉由對苯二甲酸(PTA)單體與己二胺縮合反 應聚合而成,此聚合物具有優良的尺寸安定性、低吸 濕性、高強度及高耐熱性,但是此化合物要商品化卻 面臨一項重要缺點,就是其具有極高的結晶熔點,其 Tm=370℃,這會造成在加工上極難進行加工,也會 造成配方組成成分極易產生劣解現象。所以目前商業 化屬於PA-6T結構的材料,例如 Solvey 的Amodel PPA和日本三井化學的Arlen PA-6T 都是有經過結構 調整的塑膠產品,其主要是在合成時藉由共單體來進行合成,使其降低材料熔點,但仍可保有快速結晶速 率的特性,所以可以取得物性及加工性的平衡點。目 前商品化的PPA材料的熔點約為310℃,所以可以利 用射出成型製程進行加工。
PPA材料需求案例
Amodel PPA AS-1566 HS 這支塑料由 Solvey 的編號 原則可以知道他適用於結構射出件(S=Structural), 1566 表示 1= 主基材是使用 A-1000 PPA 材料,5= 添 加補強材的種類是 Mineral B & Glass Fiber,66= 補 強材的添加重量比例為66 wt%,而HS表示是熱安定 性及潤滑等級(heat stabilized and lubricated)
射出加工條件
(1)射出加工前建議應先乾燥處理,以防塑料吸濕過 高,會造成在加工時射出噴嘴(nozzle)有滴垂現象, 且會降低機械強度及影響成品表面外觀。通常要求乾 燥程度達到含水率0.03~0.06%以下,
乾燥條件建議 所使用的干燥溫度不要超過135℃,通常超過125℃ 乾燥溫度時就容易造成本色塑料容易有變色危險,建 議乾燥條件為120℃下乾燥四小時或90℃下乾燥八小 時;(
2)料管加工溫度設定一般建議310~330℃,熔膠 溫度 (melt temp) 最好達到 321~343℃,模溫建議最 佳設定為135℃ (建議模溫設定範圍為65~165℃)■
