

■阿博格機械貿易( 深圳) 有限公司/ 閆路順 技術銷售
前言
勞斯博格(Loßburg)。無論是下雨傳感器還是汽車領域的插塞連接器、光學脈衝測量還是醫療技術領域的嬰兒奶嘴——液態矽或液態矽橡膠(LSR) 材質的注塑件,其應用範圍非常廣泛。這種材料已有整整30 年的歷史。從此,作為參與研發LSR 射出成型的領跑者——因此掌握了牢固的過程專有技術和與個性化相匹配的注塑技術。以前,工具和冷流道技術也自主研發。從大量的LSR 專業裝備中,可始終提供為個性化定制的注塑解決方案。
Arburg 的LS R 用戶可從標準機械技術部件、定制的LSR 成套設備以及大量的LSR 專用選配件進行選擇。由此產生的系統解決方案包括所有必要的功能,如帶有四柱導向裝置和中央施力裝置的三板模技術,可以精確成型、特種料筒模塊或準確的材料配量。模塊式ALLROUNDER 技術可完全符合各種應用可能性和要求。除水平和垂直機器以外,它也包括從全液壓到全電動的各種驅動方案。加之鎖模單元和注塑單元的靈活組合以及大量的不同配置,還有多組份技術。所以可加工各種市場通行的LSR 型號– 包括在高活性和高填充的材料內。
LSR 加工屬於Arburg 核心專長
現在無論是單機,還是作為自動化的交鑰匙設備,按用戶要求定制的最佳解決方案始終是熱門焦點。與領先的材料、模具及周邊設備製造商的密切合作也對此做出貢獻。通過可自主編程的SELOGICA 控制系統,所有生產流程可一目了然地掌控。簡單的過程編程通過圖形符號、在輸入過程中直接的合理性測試功能以及廣泛地連接LSR 特定周邊設備對此加以保證。另外,還有多種過程優化、監控及存檔可能性以及高度的工藝穩定性和重複生產精度,這由適配的模具加熱電路或模具抽氣等LSR 特定功能加以保證。Arburg 在全球範圍內業已使用數以千計的LSR 機器。除由LSR 專家組成的資深的、跨部門的團隊以外,在Loßburg 客服中心為客戶提供個性化客戶體驗配備完善的ALLROUNDER 及在這一領域的多方位培訓項目。


圖1: 用 LSR 和熱塑生產雙組分部件交鑰匙解決方案圖2:Arburg 也提供 LSR 專家諮詢
LSR– 特性優異的材料
液態矽的特殊材料特性只有通過交聯才固化。有意思的是,在傳統和熱塑性合成橡膠(TPE)達到其極限的地方,總是應用LSR。 LSR 其中還具有非常好的回彈性能、高耐熱性(部分超過180° C)、低溫柔性(最低約-50° C)、高電氣絕緣特性、抗拉和再抗斷強度以及在生理學上還具有無害性。這些材料特性、單一染色以及與各種金屬和塑料的組合能力使液態矽的廣泛應用備受歡迎。再加上材料類型數量愈來愈多。例如:除各種肖氏硬度的標準類型以外,還有醫療技術上的、耐油、油的熱滲析、電氣傳導性、阻燃、快速交聯或附著力修改型以及用氟化矽製成的類型。
LSR– 材料完美製備加工
材料製造商分2 個分離式容器提供即可使用的液態矽。 A 部件含催化劑,B 部件含交聯劑。通過LSR 配料器,兩個部件按1:1 比例輸送, 在混料器混合。為了某些材料或產品性能的配色或更改,顏料和添加劑也可進行配量。後續的靜態混合器保證了所有部分勻質徹底攪拌。然後,活性的材料混合物在壓力作用下輸送給LSR 料筒模塊。為了阻止早期硫化,料筒模塊調節到約20° C 到25° C。然後,通過螺桿附加混合的材料噴入高溫160° C 至220° C 的模內,在那裡快速硫化。
由於液態矽的低粘度,模具必須非常精確地操作,以便相應地密封。在註塑前往往進行模具抽氣,以便對燃點、表面和填充問題的形成起反作用。最佳循環時間和節省原材料的生產應用冷流道系統。為了往往是非常軟和有彈性的產品的產能,使用個性化的吹出裝置、刷模或脫模裝置。
LSR– 冷料筒模塊、高溫模具
與熱塑加工恰恰相反,LSR 射出成型需要冷料筒模塊和熱模具。對生產工藝安全加工的關鍵是在料筒模塊和模具內準確的溫度控制。在模具內液態矽硫化要求溫度在160° C 與220° C 之間,同時料筒模塊要求溫度在20° C 與25° C 之間。否則,活性的材料混合物會提前交聯。因此,也要注意不同加工區的熱分離。根據裝備和工藝流程,注塑單元還必須符合其他LSR加工要求。使用不帶冷流道系統的模具時,使用液壓或氣動針式閉鎖噴嘴,同樣,用開放式噴嘴作業時也需要冷流道系統降壓。兩部LSR 部件及配量的顏料和添加劑的最佳混合以及快速劑量要專門設計的螺桿幾何形狀。額定進料量的可重複性注塑可通過自動閉合的止回閥加以保證。


圖3: 利用 Selogica 控制系統,複雜的過程也可方便安全地編程
圖4:Rico 公司在無塵室製造護罩的模具
廣泛的LSR 料筒模塊
為了將注塑單元與各自必需的出料量協調一致,Arburg 提供各式各樣的LSR 料筒模塊尺寸,配有不同的螺桿直徑。因此,在小注塑量如同大注塑量時,螺桿運行的調節精確度極高,每次注塑部件的可重複性可達到最高。液體恆溫、串聯溫度控制套管以及單獨的噴嘴溫度調節保證了恆溫大致在20° C 與25° C之間。套管通過機器側冷水分配器或通過冷卻設備冷卻。即使是螺桿幾何形狀,也為液態矽加工定制。所以LSR 料筒模塊上的材料引入被移到前面。
由於材料的粘度低,螺桿頭上的止回閥有著完全特別的意義。注塑時,此止回閥必須立即重複精準地關閉,以便確保恆定的注塑質量以及部件的高重複精準度。Arburg 為LSR 加工研發的、自動閉合的滑動止逆環在所有的LSR 料筒模塊上是標配的。提起被冷卻的噴嘴實現冷的LSR 料筒模塊與熱的模具之間的熱分離。針式閉鎖噴嘴阻止液態矽的溢出。為適應各種模具理念和冷流道系統,提供了許多類型的噴嘴。Arburg 為LSR 加工專門研發的單孔式冷流道噴嘴配有液壓針式閉鎖系統,也可通過平切點,實現成型件直接注塑。高耐磨設計確保注塑料筒的使用壽命,機械式螺桿逆轉鎖確保注塑重量恆定。注塑單元的可擺動性以及所有供給管路的中央耦合裝置可方便地更換螺桿和料筒模塊。這也適於較短的調試時間。
標準機械製造技術適用於LSR 加工
所有的臥式和立式Allrounder 完美地適用於液態矽的加工。例如:使用液壓設備時,雙泵驅動技術保證主要運動過程精確地、可重複性調節。鎖模單元為過渡控制,可使壓板精確定位,在註塑階段,例如:機械手系統嚙合、啟動抽氣位置或鎖模力降低。另外,還有時間優化的注塑循環同步運行。主要是因為快速LSR 硫化時間,這具有重要意義。結合相關的模具技術,可實現循環時間小於20 秒。另外,選用的位置調節螺桿可高精度保持規定的行程和壓力特徵。以其高精密度和重複生產精度以及快速性和高能效,即使是LSR 應用範圍廣泛的電機也是備受青睞的備選品。
標配:具有所有必要功能的LSR 裝備包
Arburg 為加工液態矽提供的標配LSR 裝備包包括LSR料筒模塊、六條適配的、可選擇擴展的模具加熱電路以及大量的外圍設備接口。所以,許多外圍設備也如同機械手系統,通過特殊符號直接集成到Selogica 控制系統的過程編程。必要時,各種附加選配件可與此功能有效組合。例如:其中還包括真空裝置和吹出裝置、水流監視器或清刷和脫模裝置的接口。通過此設備部件,Allrounder 擴展到自動化生產矽橡膠部件的整套LSR 系統解決方案。作為在這一領域內的系統供應商,Arburg 可提供全面的諮詢服務乃至“交鑰匙”設備完全交付。
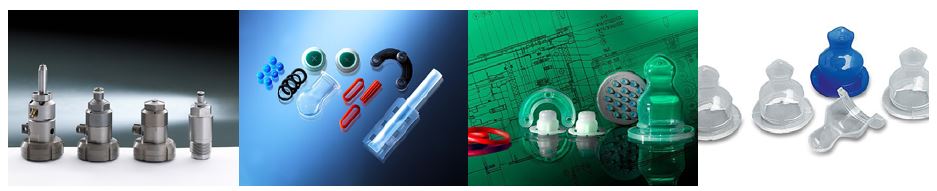
圖5: 不同的工具設計和冷流道系統,可提供不同的噴嘴/LSR 可用於不同的產品/ 嬰兒奶瓶的奶嘴

圖6: 熱塑性塑料和 LSR 材質的插塞連接器/LSR 材質的 O 形環/ 單股芯線密封/PBT 和 LSR 材質的耦合墊
日漸擴大的應用範圍
現在,液態矽不僅在廣泛技術應用上,而是也越來越多地在醫療技術上以及消費領域內得到應用。應用範圍涵蓋插塞連接器、O 形環、軟管及火花塞側電極乃至嬰兒奶嘴和食品包裝的配量裝置。
上述軟硬特性結合製成的多組份組件是日漸增長的應用範圍。 Arburg 作為在多組份射出成型研發上的引領者在這一領域上也具有多年經驗。通過熱塑性塑料與液態矽組合,但也通過嵌入件與LSR 注塑包封,成型件的特性和應用可大大擴展。然而,在工藝技術上提出了特別高的要求。例如:在模具和產品設計上特別要注意溫度控制:高溫時,LSR 在模具內交聯,而熱塑通常需要明顯低的溫度。因而在模具內的每個區域必須部分通過絕緣層進行熱隔離。現在,卓越的材料特性和良好的加工方式使LSR 越來越成為一種應用材料,例如:符合溫度或醫療應用的高要求。
聯絡資訊
ARBURG GmbH + Co KG
德商阿博格機械有限公司台灣分公司
Email:michael_huang@arburg.com;taiwan@arburg.com
這份報導以及其他新聞報導您也可以在我們的主頁
http://www.arburg.com/press 上下載。■
