
■ Sodick/ 射出成形機事業部- 技術部辻 雅嘉
序言
透過Sodick 雑志在2017 年8 月號的專題文章中介紹了「eV-LINE 注1) OPM 模具注2)専用生產單元系統 MR30(以下「MR30」)」。其中提到作為IoT(Internet of Things = 物聯網)的對應,列舉了自動盒式交換系統、並由此開發了自動生産系統「ICF-V」(Injection molding Cell Factory by V-Line = V-LINE 射出單元工廠)。
這種“ICF-V”是近年來針對多產品小批量生產,縮短產品生命週期、提高生產効率和對應無人化等的自動生產系統。伴隨開發這種自動生產系統、不僅僅是培育公司目前為止一直做的為對應IoT = 物聯網技術、也可以通過「MR30」來最大限地實現OPM 模具的能力。
首先、對於我公司的IoT = 物聯網的對應機能簡要介紹的基礎上、對「ICF-V」進行介紹。注1)eV-LINE(eV-Line 方式):SODICK 獨自的螺桿預塑方式「V-LINE」改為全電動化。作為參考 圖1 顯示「V-LINE」的構造。注2)OPM 模具:SODICK 制精密金屬3D 列印「OPM250」、另外「OPM350L」3 次元冷卻水配管施工的內臟模芯和模腔於模具中、最優化的冷卻能夠縮短週期,同時保持品質的穩。
1、本公司成形機的IoT 對應
在我們的注射成形機中,根據目的不同準備了以下功能。
1.1 監視
為了監視射出成形機在成形後的製品品質、可以從連接到網絡的多台射出成形機收集成形數據,並由PC伺服器統一記録・監視。
從射出成形機向PC 伺服器報告以下數據。
・射出成形機的狀態
・自動運轉中每模次的成形數據
另外,由於生產結束或者錯誤等狀態改變,也可以通知其內容。為了利用這些信息和功能,準備以下項目。
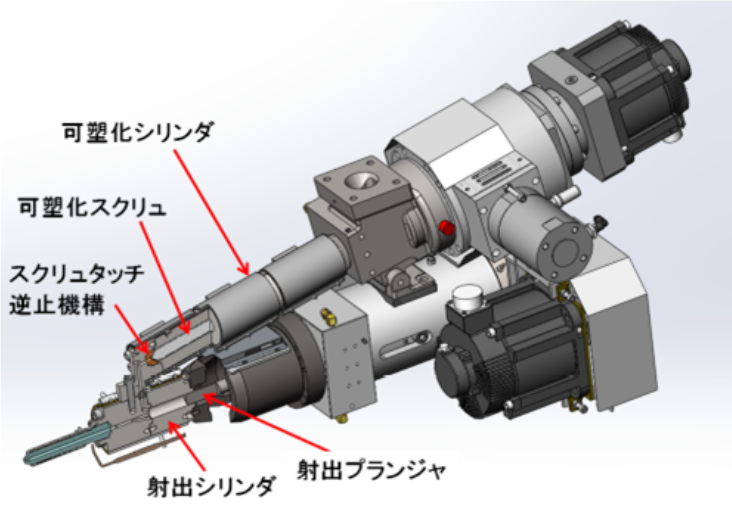
圖1:「V-LINE」的構造
① ETDL4
本公司收集射出成形機的狀態和成形數據的工具。採集到的成型數據可以在PC 伺服機側進行累積、可以用於檢查出貨產品的品質。 ETDL4 的主要功能如下。・各射出成形機現在的狀態表示- 表示生產中、錯誤發生等的狀態或生產中時現在模次數的生產狀況。・指定射出成形機的成形數據(週期時間和最高充填壓等)會實時表示。要顯示的成形數據可以以表格形式或圖表顯示。另外,指定在PC 伺服機中累積的數據,也可以參考過去產品的成形數據。
・指定成形數據時,表示的成形條件或填充波形。如果有計量時間很長的成形數據的話、可以將以前的模次與成形條件進行比較,並檢查填充波形是否有差異。射出成形機的維護信息也可以被監視、接近油脂檢查時間時,可以通過配色來判斷。
② OTM Mail
即使生產線的管理人或負責人不在現場,也可檢查射出成形機的狀態、發生了狀況會通過電子郵件通知,可以減少直到下一個動作的延遲時間。
我們公司準備的OTM Mail、可以在事前設定狀態下將電子郵件從射出成形機發送到指定的電子郵件地址、通過管理人或負責人擁有的PC 或智慧手機確認射出成形機的狀態。
可以設置為要通知的條件如下。
・生産開始 ・生産完了
・發生錯誤 ・任意的時間
當達到上述狀態時、現在模次數、工作剩餘時間,可通知生產現狀及循環時間、錯誤等運轉狀況。
1.2 控制
在射出成形機中,模具溫度控制器,樹脂乾燥器等的設定被一起執行。 (通過串行通信實現)由於模具溫度控制器等的設定作為射出成形機的成形條件的一部分來處理, 切換到與成型品對應的成形條件時,設定自動切換到模具溫度控制器。因此、也成為設定變更疏失、出錯的對策。另外、由於SSM(Sodick Scientific Molding= 蘇比克科學模塑)、還支持收集模具內的填充壓力和溫度的功能。根據模具的情報,可以反映在成形機的操作中。例如,通過將安裝在模具中的壓力感應器連接到成形機、根據模具中的填充壓力可以執行從填充到保壓的切換或進行不良判定等。
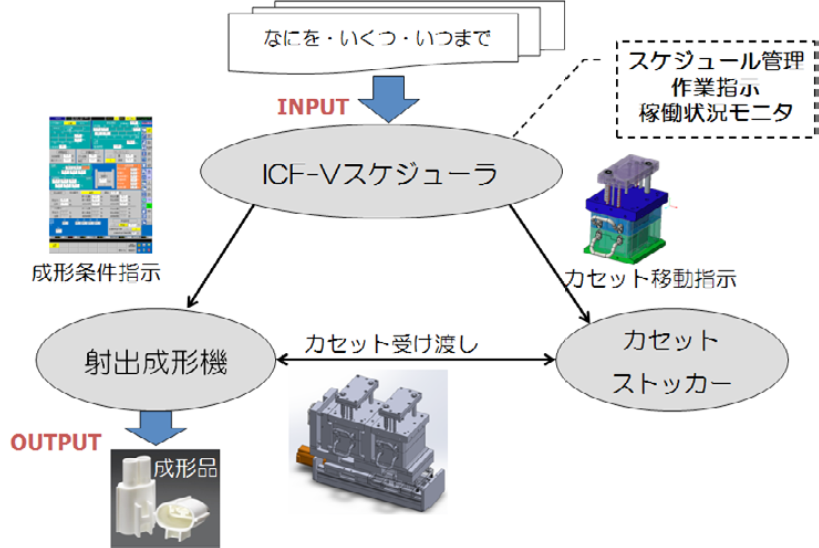
圖2:ICF-V 的構成
2、自動生產系統
當同一種類的大規模生產完成時,準備工作時間並未成為大問題、但在多種類少批次生產中,這是降低射出成形機稼働率並增加總成本的因素之一。此外,隨著安裝工作頻率的提高,工作人員每次都需要來處理,因此在人員少的生產場所、會延遲下一個產品的生產、這導致安裝時間增加。作為對策,需要改善縮短安裝時間。
為了解決這個問題,我們認為有必要實現以下功能。
-模具交換的自動化
無作業員的交換作業,縮短模具交換的時間。
-準備時間的縮短
在不需要由於模具更換而進行樹脂更換的情況下,只要在模具更換操作期間滯留的樹脂的劣化較小,則可以省略樹脂交換作業。無需更換樹脂,就不再需要顯著改變模具溫度,並且設定更換時間可以大大減少。
-生產指示的自動化
如果接下來要生產的產品的成形條件可以自動切換,則可以消除作業員等待指令的時間。

圖3:「MR30」外觀; 圖4:基本模和盒子的外觀
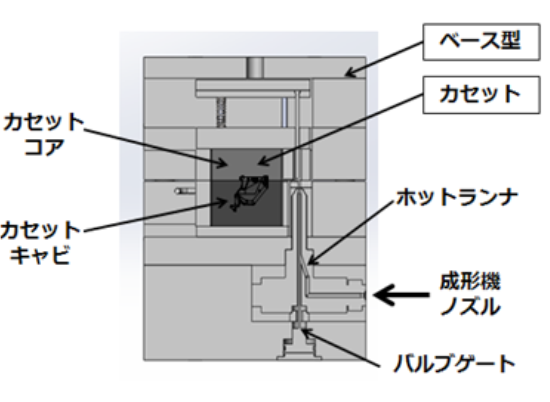
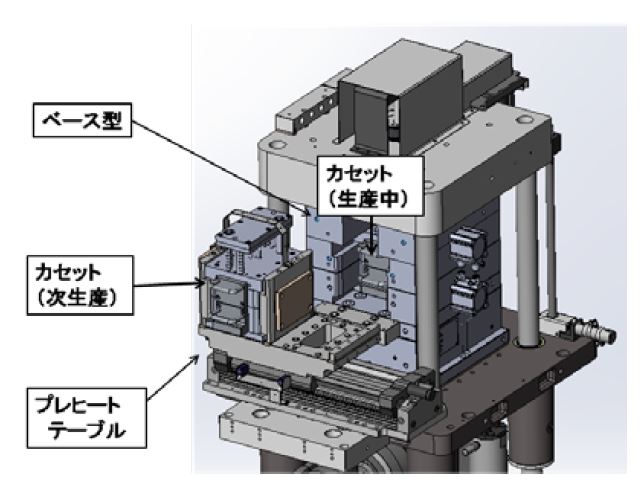
圖5:基本模內部構造; 圖6:預熱工作台
為了實現這些功能,我們開發了可以通過模具交換的自動化來縮短準備工作時間並且不需要樹脂排出作業的射出成形機(「MR30」),及進行模具交換自動化的模具自動搬送機(盒式模具倉庫),控制多台射出成形機和自動模具搬送機的控制設備(ICF-Vscheduler)。開發實現了自動生產系統的“ICF-V”在這個“ICF-V”中,射出成形機(「MR30」) 控制取出機器和模具溫度控制器。另外,射出成形機配置為由控制器控制的一個裝置。多台射出成形機集成了一條生產線,成為根據控制器的指令進行自動化生產的單體工廠。
對於生產線來說只要輸入“什麼”,“幾個”,“到什麼時候”3條情報就可以生產所要求的製品,「ICF-V」會根據生產計劃實行調度, 對射出成形機及模具自動搬送機進行控制。如果指定要生產的產品為“那個”,就決定了生產要使用的盒式模具和樹脂。生產該產品時,就會搬送模具到使用那種樹脂的射出成形機去生產。 「ICF-V」的構成如 圖2表示。從輸入的“什麼”,“幾個”,“到什麼時候”等情報得到的生產計劃開始,射出成形機, 根據盒式模具的狀態進行調度的搬送指示, 成形條件的指示均通過ICF-V 來控制。另外ICF-V 調度也具備了進行生産計劃的輸入・編集和對射出成形機・模具自動搬送機的狀態的監視這些功能。
模具自動搬送機是根據ICF-V 調度指示搬送模具,射出成形機「MR30」根據ICF-V 調度調出成形條件,接受模具自動搬送機搬送來的模具進行生產。另外,盒式模具還安裝了QR 碼或條形碼,「MR30」會根據QR 碼或條形碼識別模具, 確認成形條件。防止生產錯誤。關於各構成要素,以下來說明。
2.1「MR30」
構成「ICF-V」的射出成形機「MR30」,適用於自動生產設計,圖3表示外觀。以下是「MR30」的主要特徵,及為了自動生產而擴張的內容進行說明。■
