■ Moldex3D/ 林秀春
第 19招、澆口設計與溫度固化篇【運動用品及電子零件篇】產品故事說明
成品尺寸:長300~50,寬10(單位mm)
成品厚度:平均厚度1.0~2.5(mm)
澆道系統:冷澆道塑膠材料:PP,ABS,PA
分析焦點:
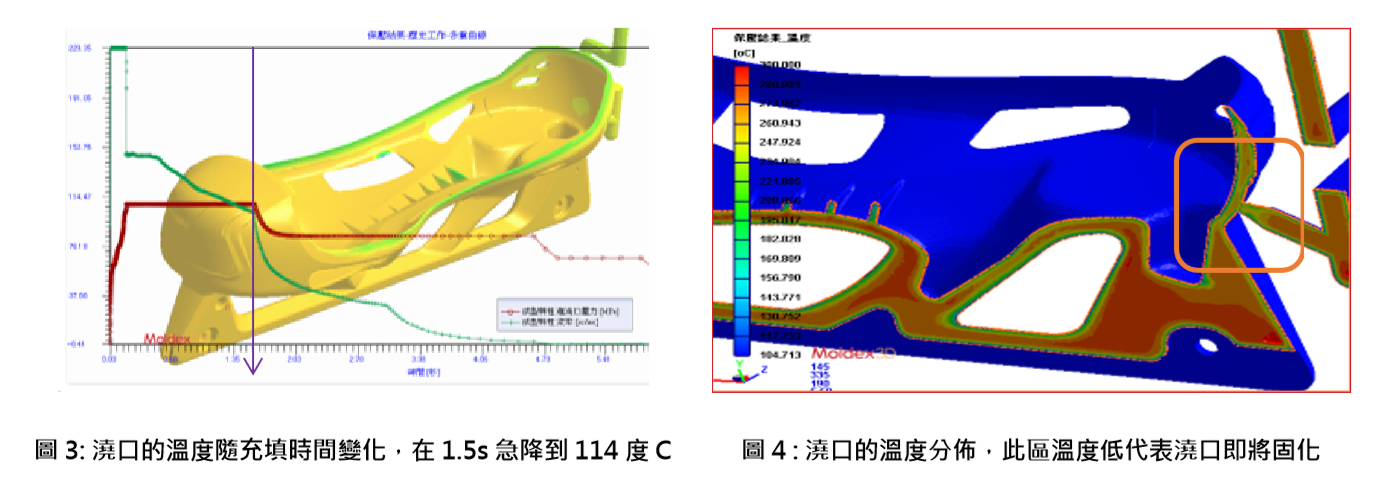
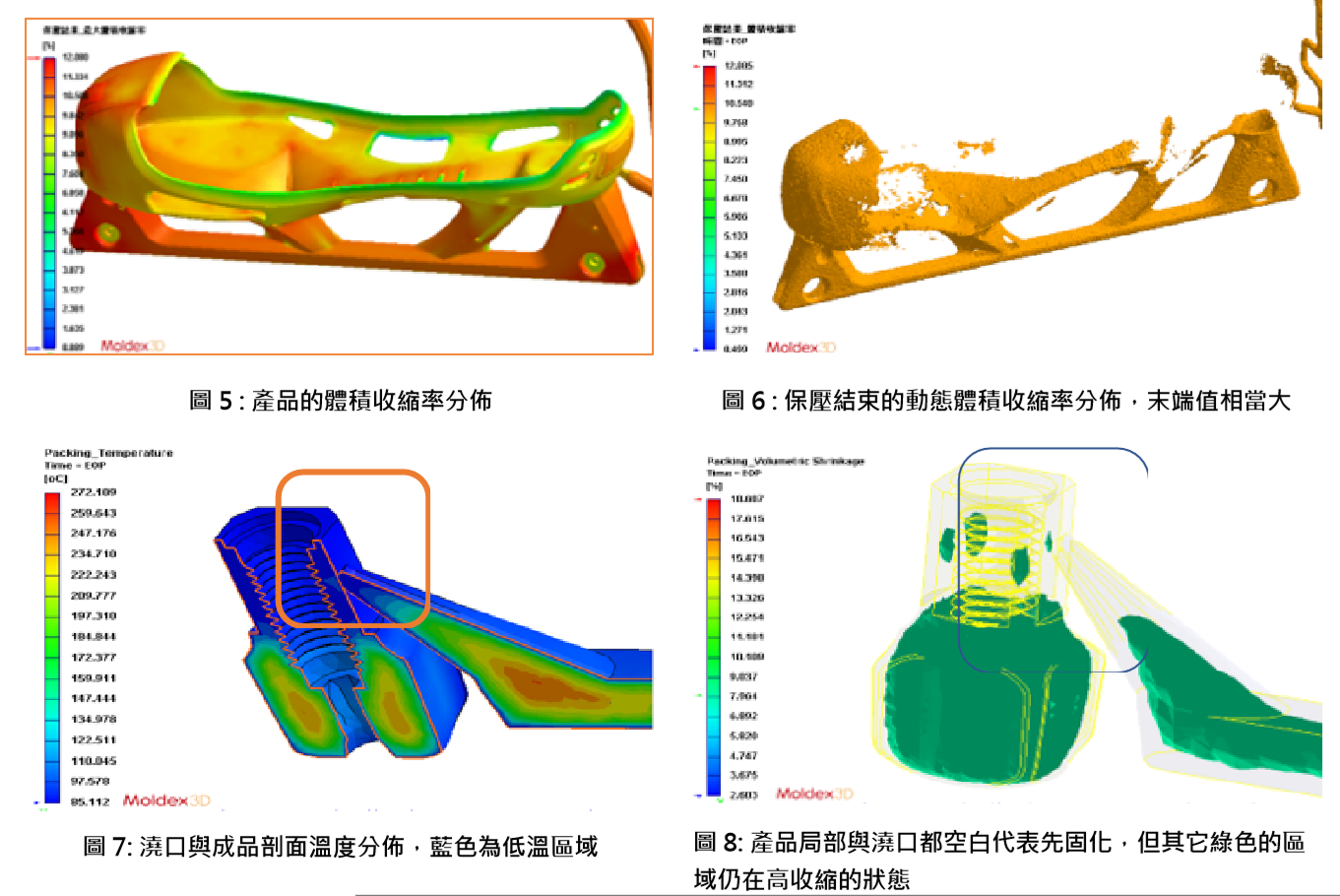
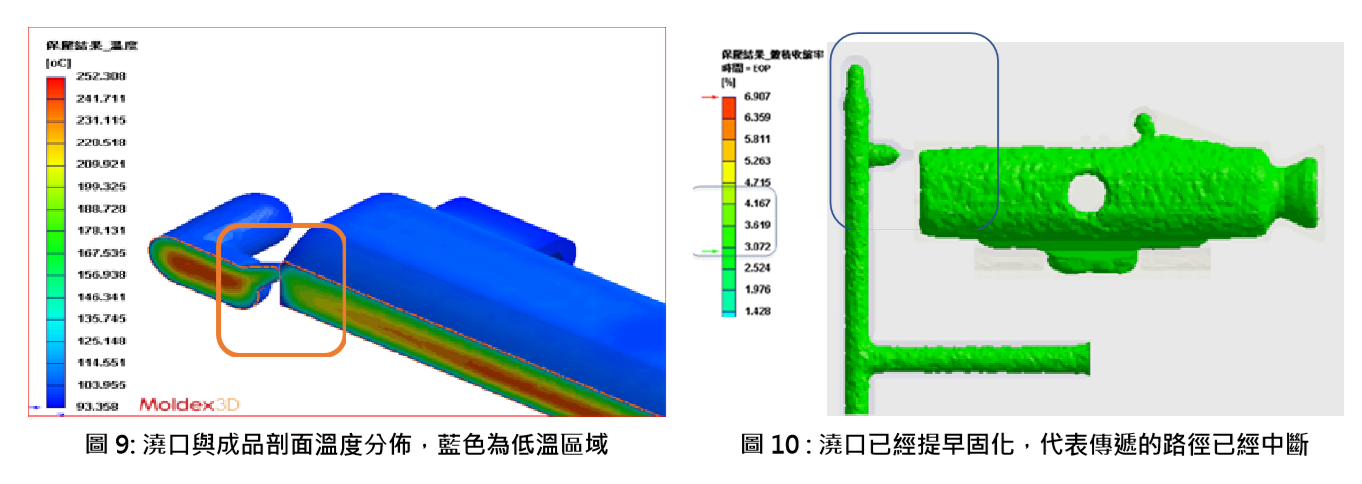
在塑膠模具中,藉由模流軟體充填分析可以 詳細觀察模穴幾何復雜多變的灌模在不同時間範圍的流 動波前3D動畫,除可看塑料在模穴中各時刻的充填情 形,可預測縫合線及包封位置且可判斷是否會有短射現 象發生,提供排氣孔位置安排等參考。但因模具設計者 在決定澆口位置與澆口尺寸時,同時須要考慮外觀與配 合機構,所以會有一定的困難度的取捨,使用模流分析 軟體充填保壓模組功能,可以看到溫度隨時間的變化, 得知澆口的厚度設計是否合適,並讓保壓的傳遞正常順 暢不會提早固化,如圖6~9所示為不當的澆口厚度設 計,塑料傳遞的路徑已經中斷,會使模穴內塑料的補償 效果變差而使產品有凹痕、內部真空泡產生,同時澆口 位置建議在肉厚較厚的區域,因為局部肉薄的區域也會 造成塑料的路徑阻斷無法繼續執行保壓的傳遞。
應用方法:
在澆口位置放入感測溫度Sensor(同時可以 看到多種隨時間歷程的數值如壓力、流率、密度、應力 等等),在流動路徑上也可以裝幾點Sensor,因產品本 身肉厚不均,所以溫度分佈差異與體積收縮分佈均較大,
澆口設計尺寸較小容易提早固化造成保壓傳遞不 良產品本身肉厚較厚地區是否考慮局部淘料。
實際案例說明
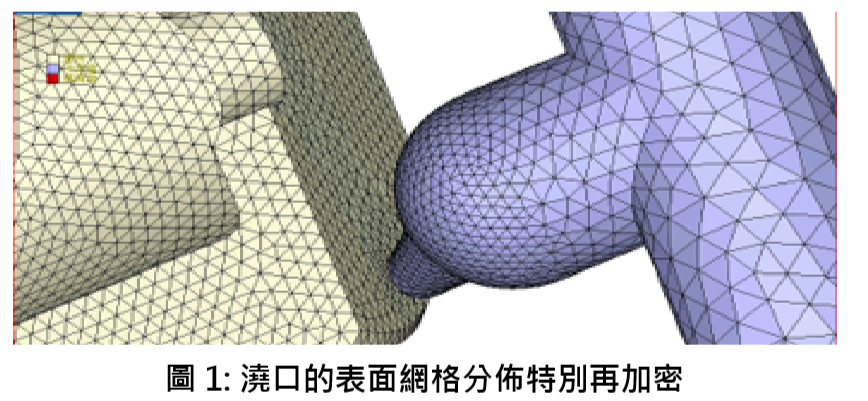
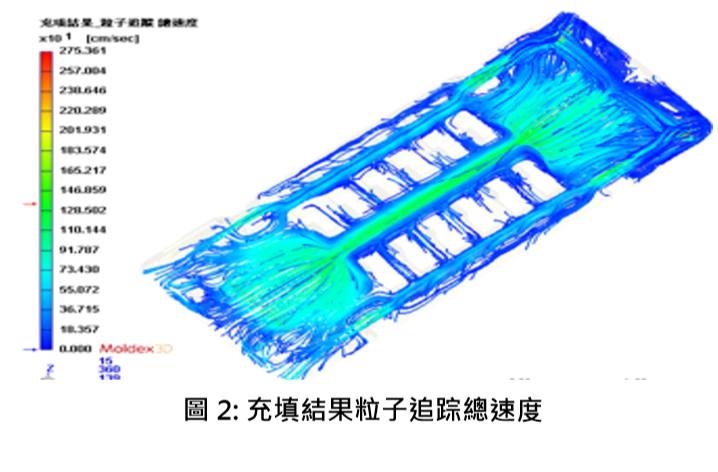
(圖1)澆口的表面網格分佈特別再加密。 (圖2)在模流分析功能中有速度的粒子追踪可以詳細 了解速度場與溫度場等等現象。
(圖3~圖10)均為溫度變化與體積收縮的分佈等說明, 在澆口與成品剖面溫度分佈,藍色為低溫區域,表示 澆口已經提早固化,塑料傳遞的路徑已經中斷。另外 產品局部與澆口都已經空白代表先進行固化,但是其 他綠色的區域仍在高收縮的狀態。