
■Sodick/ 射出成形機事業部- 技術部辻 雅嘉
接續2018/10 月刊
2.1.1「MR30」的特徴
①盒式模具方式
如圖4所示,「MR30」標準裝備的基本型,挿入OPM模具( 以下稱為盒式模) 來成形。盒式模的固定(夾子)通過附屬的汽缸來進行,盒式模和基本模的安裝面分別用夾塊來固定住。此時,基本模和盒式模之間的溫度控制迴路也已連接,可以允許盒式模內通水。這些基本模上的空氣夾具和盒式模的通水及抽水均由「MR30」來控制,因此可以進行模具自動交換。另外,熱澆道和閥澆口內藏於基本模,也可以提高材料成品率並應對高週期成型。圖5基本模的內部構造。
②局所冷卻用溫度控制迴路
通過3 次元冷卻配管造形所製作的OPM 模具,利用「局部冷卻迴路」對熱量容易滯留的部位進行集中冷卻從而使熱量消散,由2 條溫度控制迴路來縮短冷卻時間可以達到縮短週期的目的。
③一體化構造
通過將射出成形中全部必要的周邊機器進行一體化構造,實現了小型化設計,低高度,節省空間和節能。全部的周邊機器通過「MR30」來控制,乾燥溫度或模具溫度的溫度設定可由「MR30」來統一管理。
④省空間化
鎖模機構是立式,射出機構是臥式,實現了低高度・省空間的設計目的。另外,由於和周邊機器是一體化構造,生產單元系統的佔有面積僅為7.5m2。
⑤節能化
「MR30」通過採用全電動化,希望能夠更加節省能源・提高靜音性。為了實現高週期的目的, 我們採用單一的曲肘桿式連桿的鎖模機構,即使模穴數少也不會降低生產率。
⑥廢棄物為零
這個生產系統是以不進行材料替換為前提而考慮的、此外將盒式模更換所需的時間控制在10 分鐘內、使加熱筒內部的樹脂劣化程度為最低,並且省略了樹脂的排出動作。取而代之、由於成形初期的模具溫度會上升,對成形品尺寸會有影響、所以要廢棄一定的成形品、這些滯留的樹脂通過變更為被廢棄的成形品、將其取出後,粉碎,回收並再利用,可以實現零廢棄物。
⑦IoT自動化
面向多品種少批量生產的生產單元系統也有IoT的對應、與ICF-V 調度程序交換信息,可以自動更換盒式模和成形條件。
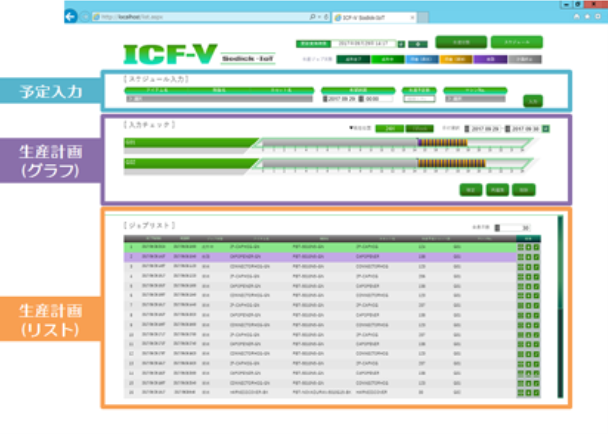

圖 7:行程表畫面 圖 8:生産狀況畫面
2.1.2「MR30」的擴張
實行自動的模具交換和搬送,圖6所示「MR30 增設了預熱工作台。這預熱工作台可以放2 面模具、1 面是從基本模拉出並準備向模具自動搬送機搬送的、另1 面放置下一個要生產的盒式模並通過加熱器預先加熱(予備加熱)。「MR30」是根據ICF-V 調度的指示而接受模具自動搬送機的盒式模、通過QR 碼或條形碼識別盒式模,並確認它是與指示的成形條件相對應的盒式模。成形條件包括盒式模的預熱溫度和預熱時間,並且在生產之前就會被設定好盒式模的預熱溫度和加熱時間。
2.2 模具自動搬送機
在「MR30」基本模中插入盒式模來更換成形品是可能的。這個盒式模在模具自動搬送機的待機位置放置、從ICF-V 調度接到指示後向「MR30」搬送。此外、將「MR30」生產完了的盒式模搬送到待機位置。根據ICF-V 調度的指示、也可以不經由待機位置而直接轉向搬送到其他「MR30」。模具自動搬送機往ICF-V 調度轉送待機盒式模資料情報、從ICF-V 調度接受移動源頭、移動目的地後搬送到指定處。
2.3 ICF-V 調度
實行自動生產,需要監視「MR30」和模具自動搬送機的狀態、並根據那些情報實行搬送和生產指示的控制機能、生產安排的輸入和工作狀況的可視化的用戶人機交互機。
關於這些機能以下進行說明。
2.3.1 控制機能
按照生產日程、向「MR30」和模具自動搬送機做指示、如下所示進行動作。
①盒式模搬入
「MR30」的預熱加工台上沒有盒式模的狀況、会向生產模具自動搬送機指示搬送下次生产的盒式模。盒式模的移動源頭可以是模具自動搬送機的待機工作台、也可以是「MR30」。
②生産指示
「MR30」從模具自動搬送機取得盒式模,接受生產製品的成形條件、生産預定数的指示。在生產開始之前預熱溫度等設定也包括在成形條件中。從預熱工作台上插入基本模具中,夾緊並通水,然後在指定的成形條件下開始生產。
③盒式模交換
當在「MR30」上生產完指定的產品數量、将盒式模排水,松开夹具後、從基本模具中取出,並將其放在預熱工作台上。放置在預熱工作台中的盒式模插入基本模中並開始下一次生產。
④盒式模搬出
從基本模拉出的盒式模通過自動搬送機來搬送。根據生產計劃,目的地是待機處或另一台「MR30」。
2.3.2 用戶界面
ICF-V 調度的用戶界面、準備有行程畫面和生產狀況畫面。這個畫面要呈現在瀏覽器上面、因此它們也可以顯示在運行ICF-V 調度程序的伺服器PC 上或連接到網路的另一台PC 上使用。每個屏幕的圖示被配置為在盒式模自動搬送機器中具有兩台「MR30」和五個盒式模。
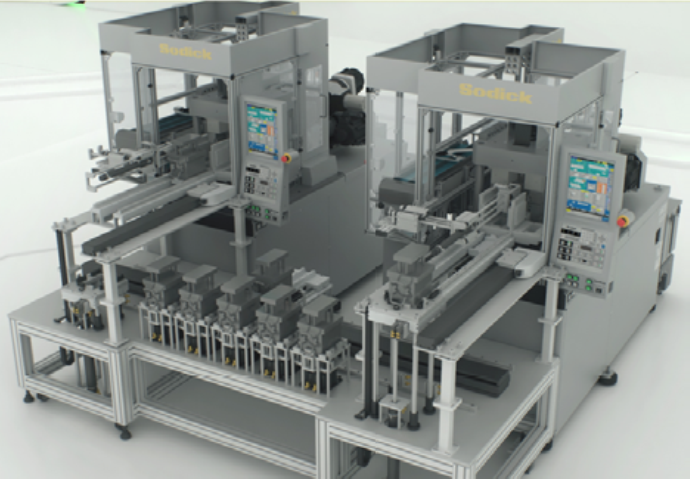
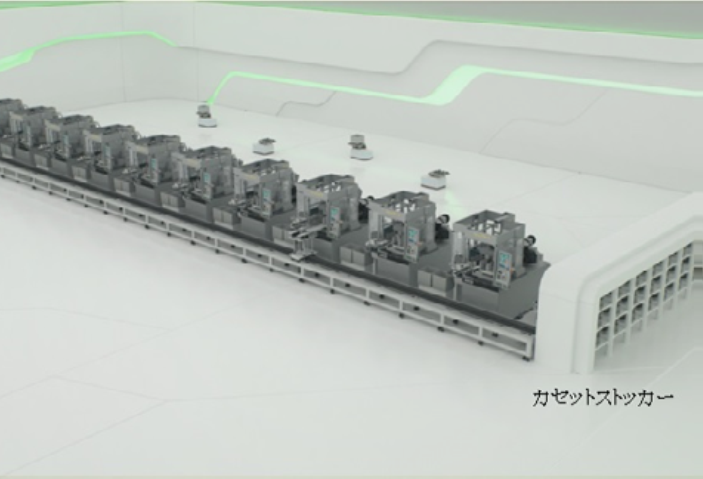
圖9:「ICF-V」的實作例子; 圖10:「ICF-V」的實施圖像1 
圖11:「ICF-V」的實施圖像2
2.3.2.1 行程表畫面
圖7所示在行程表畫面可以實行生產計畫的輸入和參照・變更。在預定輸入的部分有“什麼”( 製品)、“何時生產”(生產預定數目)、“何時交貨”(希望交期)。在生產計劃(圖表)部分中,每日,每週或指定期間的生產計劃顯示在圖表中。在生產計劃(清單)部分中,列出了生產計劃。
是在生產中還是在預熱工作台上準備生產中可以根據配色判斷生產計畫。另外、輸入的生產計畫希望在交期內完成,但是沒有辦法完成的時候、則改變顏色以便可以顯示和識別。如果有這種生產計劃的情況,負責人可以根據優先級別以手動方式改變生產計劃。
2.3.2.2 生產狀況畫面
表示射出成形機、盒式模自動搬送機的生產狀態的例子如圖8顯示。在有2 台「MR30」的構成畫面、分別表示各自的名稱及使用的樹脂、並且根據操作狀態切換配色和顯示的項目。
顯示了盒式模待機放在模具自動搬送機器上、「MR30」預熱工作台或基本模、待機台上是那個盒式模可以看到。以及顯示生產計劃的圖表,並且還可以在此畫面上參考生產計劃。
3.ICF-V 的實作例子
我們在2017 年10 月24 日~28 日舉行的國際塑料展覽會(IPF2017)上展出了「ICF-V」。顯示的組成如下,圖9 顯示了整體圖像,安裝空間為:3645mm×3721mm。
-「MR30」×2 台
-盒式模× 5
圖10 顯示了更多台「MR30」在生產的情況下“ICF-V”的想像圖。在該圖像中,盒式模自動搬送機中的40個盒式模被輸送到10 台「MR30」生產線中相應的「MR30」。圖11 是在由機器人組裝產品的情況下的「ICF-V」的想像圖。它是由4 台「MR30」生產, 取出的產品由機器人組裝的想像圖。「MR30」的台數或盒式模的數量、可以根據客戶的環境來變化,作為「ICF-V」特徴活用的自動生產系統來向客戶提供。
4.總結
以上、介紹了自動生產系統「ICF-V」的特徴、OPM模具和「MR30」組成的自動生產系統的「ICF-V」作為應對嚴峻的成本競爭的一種解決方案是有效的。展望未來,我們將繼續生產能夠滿足用戶需求的產品,並向客戶提供有用的產品。
※V-LINE®(V- ライン®)是株式會社SODICK 的登錄商標。■
