
■ Sodick/ 射出成形機事業部- 技術部
前言
近年、智慧手機和移動通訊, 為了追求高性能、小型化,對於小精密零部件如連接器等的成型來說技術要求性更高。其中精密插件成形等高附加價值的複合成型方法尤其顯著增加。像這樣的複合成型方法中主要使用立式註塑機。
模具的開閉方向只是上下動作的立式註塑機大致分為,簡單地上下開閉的單動式(本公司機種名EHV)和安裝有旋轉轉盤的轉盤式(本公司機種名VRE)兩種。單動式主要在捲帶成形中使用比較多,另外LED 反射鏡也有很多使用的實績。轉盤式配備2 面下模、射出工程和製品取出與插件工程互相交替來進行成形。
為了對應要求高技術成形的小型精密部品的成形需求、作為小型化射出機的引導、立式轉盤式射出成形機在原有的5 機種(鎖模力20 ~ 150T)的基礎上追加了高速週期式樣的最大鎖模力為3 噸的射出機。圖(1)『HC03VRE』。本文主要介紹HC03VRE 的特徵和構造、以及如何利用其特徵的成形方法。
1.開發的背景・目的
1.1 背景・目的
在模具製造現場、多品種化・短交期化作為一項課題、如何縮短“到量產成形的模具製作期間” 和 “成形生產線啟動期間”的試行是錯誤的。因此,使模具製作期間短的小模俱生產更高週期化、即使是少數個成形也可以確保多數個成形以上的生產性,我公司新開發了「超高週期小型轉盤式」。
從多數個成形替換到少數個成形、對於生命週期很短的多品種化成形部品、靈活的對應是可能的。同樣,因為在短時間內可用於量產、可以提高生產暢銷品的概率。
1.2 週期時間目標
對於成形週期時間、如果以立式轉盤射出成形機的鎖模力40T「TR40VRE」為例、1 模次7.5sec/4cav(1.87sec/cav)的成形。與此相比、HC03VRE 的目標為1 模次2.0sec/4cav(0.5sec/cav)。如果要實現這個1 模次時間2.0sec 的目標、各工程的所要時間如下。
關於射出・保壓動作、計量動作、冷卻的各工程、因為需要根據成形條件(成形頂目)來決定、就剩下其他的關模・鎖模、開模、轉盤迴轉動作如何可以短時間操作。將這些分開來說、每個目標操作時間分別為關模・鎖模0.3 秒,開模操作0.3 秒,工作台旋轉0.3秒。因此實現0.9 秒的總動作時間就成為了HC03VRE開發的重點。
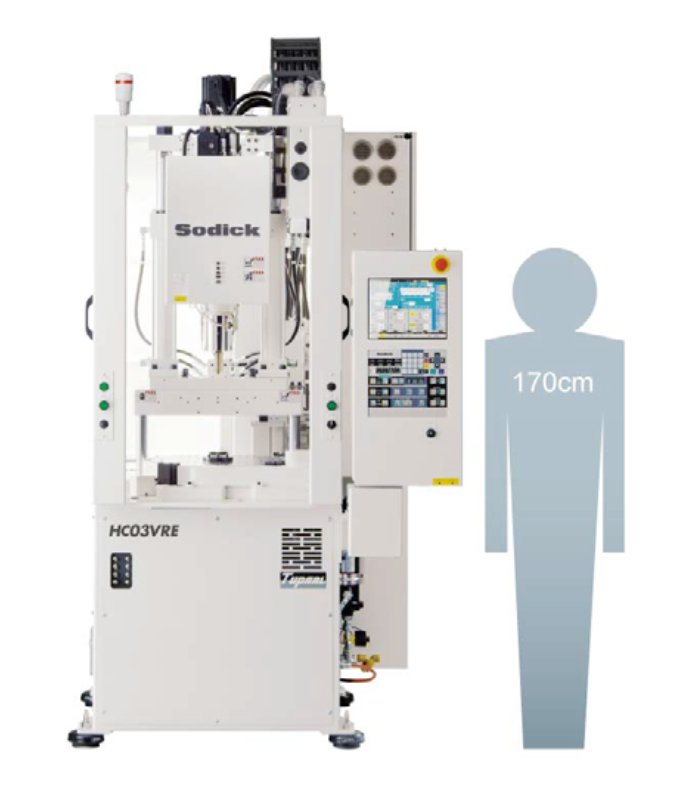
圖1:立式轉盤射出成形機的鎖模力HC03VRE
2.HC03VRE 的構造
2.1 V-LINE® 方式
HC03VRE 的成形目標是小形(薄形)精密零件、射出・可塑化構造是在精密成形方面非常出色的V-LINE® 式(以下® 省略)。
“V-LINE”是指樹脂熔化的可塑化部分、和向模具中射出的注射部位分別獨立的構造、我公司開始從事射出成形機事業、到現在大約20 年前、這種結構的射出成形機被稱為“螺桿預塑填料射出成形機/ 預塑式射出成形機”。
這個“螺桿預塑射出成形機”、 雖然實現了射出充填量準確、穩定地射出成形、但由於樹脂的滯留和殘留物,造成了污染及換色不良等、限於當時的技術,面臨一些無法改善的課題。
解決了諸如換色性和污染物等問題的是SODICK 的『V-LINE 方式』( 圖1)。到目前為止『新螺桿預製式 =(等號) V-LINE 方式』、那可了解主旨和構造、最近在包括日本在內的關於它的概要及結構已經得到了大家的理解。鑑於在最近日本市場的認知度,和其他公司不同的構造而且性能優異、SODICK 的射出成形裝置被稱為 “ V-LINE 式”、為了得到更加廣泛的知名度,我們還進行了商標註冊。
通常由HC03VRE 進行的成形、因為即使小件精密物品也是特別微小容量的成形產品、我們將以前作為特殊對應的“Φ8”射出柱塞也改為標準式樣。另外還設定Φ 12的射出柱塞。
因為可塑化螺桿是Φ 14、所以標準顆粒也可以穩定地塑化、即使在微小容量的成形中、也不需要考慮顆粒的微小化。同時和微小充填量同様,微小計量動作也很重要、可塑化螺桿的駆動採用了電動伺服馬達。
2.2 V-LINE 方式的特長
V-LINE 式射出可塑化裝置、如上述熔解樹脂的可塑化部和將熔融樹脂注射於模具內的射出部分各自獨立、與傳統機器相比精度高、可持續穩定成形、減輕機械個體差異。接下來關於V-LINE 方式成形的特長。V-LINE 方式的優點包括以下3點,1) 樹脂熔融狀態的穩定性 2) 計量樹脂密度的穩定性 3) 射出充填量的穩定性、不論哪點都是射出成形的關鍵。1) 可塑化螺桿、向軸方向移動數毫米、確保樹脂的流路和射出時的逆流防止。與直線往復式螺桿不同、螺桿不會後退。由於螺桿不後退,從料斗口到螺桿頭的距離始終相同,而所供應的樹脂總是移動相同的距
離。即使對於不穩狀態熔化的樹脂在成形時、如果螺桿不移動、樹脂受到的壓力和熱經歷也很容易控制。
2) 可塑化螺桿由於螺桿旋轉的動作和將樹脂向前側推動的力,會成為推動螺桿後退的力量。但是由於 螺桿只能移動幾毫米的距離後就不能後退、也即作為塑化過程中螺桿背壓的一部分變相施加到樹脂上。
這背壓的力量隨著塑化條件而變化。因為相當於防止螺桿後退的反作用力、所以即使沒有成形機側的回饋控制、它也將以適當的力量和時機施加在樹脂上。當然V-LINE 式射出可塑化裝置、在計量工程中樹脂推動注射柱塞後退的阻力、也被認為是背壓的一部分。在與上述的螺桿背壓結合、他們的合計相當於直線往復式螺桿的背壓。 VLINE 式射出可塑化裝置、無需使用柱塞的背壓即可實現穩定的成形。另外也要知道有的成形需要柱塞背壓。
這裡的關鍵是容易判斷柱塞背壓是否有需要、即使塑化條件改變、也沒有必要改變柱塞背壓、一定的柱塞背壓即可、不需要進行多段壓控制。需要經驗和直覺的背壓設置、對於V-LINE 式射出可塑化裝置來說不需要。因此像這樣只通過構造和機械的要素,就可以施加一定的背壓的塑化條件、可以保證熔融樹脂的密度始終穩定、提高計量精度。
3) 計量動作後的可塑化螺桿前端部可有效遮斷流路(防止逆流)、射出充填中的樹脂不至洩漏、可以保證一定的填充量。因此可以容易地被識別到目前都不能確認的不良現象的真正原因。
一般成形不良現象、經常是許多因素發生在一起、如果填充到模具中的樹脂量發生變化、會使得不良現象更難被理解。準確地說,它是指填充過程中樹脂量的變化,這意味著每一模次在同樣時間內是否有同樣樹脂量流過同樣的位置。
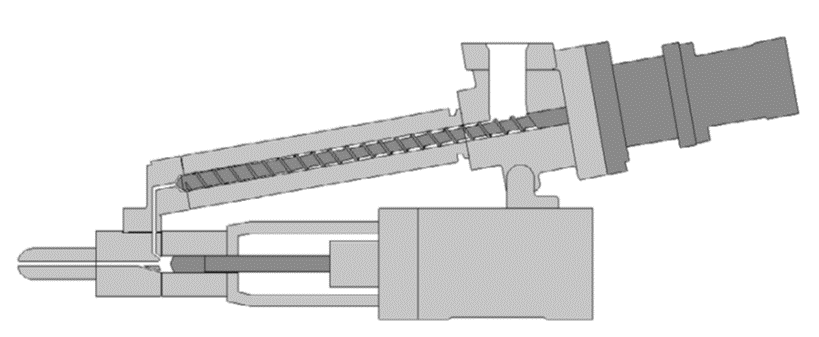
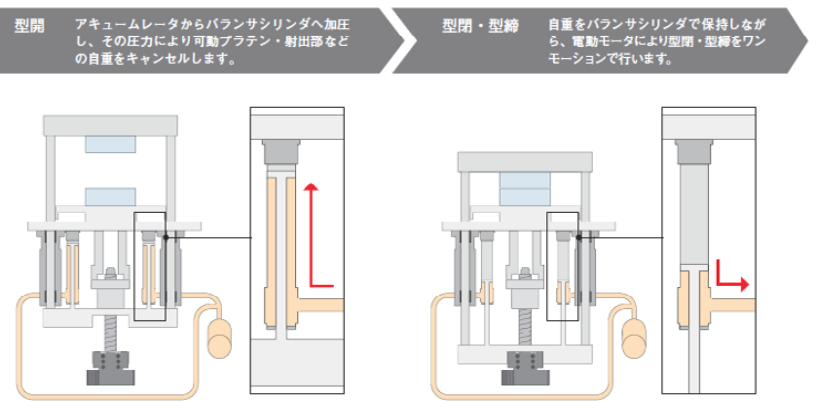
圖1-1:「V-LINE」的構造 ; 圖2:鎖模平衡器機構
如果不是薄壁成形品或極小成形品、最後模具的填充量是可以由最終的保壓工程來完成。但是填充過程中的狀態(填充過程中的注入量)從計量結束時開始、經過射出初期再到保壓工程,沒有比無樹脂洩漏的V-LINE 式更優異的裝置。因此、V-LINE 式射出可塑化裝置中射出柱塞的射出舉動、可以被視為樹脂的舉動。熔融樹脂具有高弾性壓縮比、最近有利用射出壓力壓縮樹脂的壓縮量和利用壓縮應力的充填方法(成形方法)的介紹。
關於這種成形方法、最重要的是精確的注射體積、如果存在變化的要素,相反則是更容易發生偏差的填充方法和成形方法。像這樣V-ILNE 方式的特長就是、容易維持穩定成形狀態、容易判斷成形的不良原因、提高成形的工程能力、容易判斷良好的成形條件與不良條件。
2.3 實現高週期的結構
HC03VRE 與以前的機械相同由AC 伺服馬達和油壓驅動組成的油電混合機構的機械。
① 噴嘴接觸機構
按照成形週期所必要的工程順序執行時,是不可能實現高週期的、各動作同時可以進行才能縮短週期時間。傳統機器的噴嘴接觸動作是由油壓泵所驅動的、但在泵驅動時,有一個弊端就是無法進行在噴嘴接觸動作中為了射出・保壓動作而進行ACC(油壓壓器)升壓。但HC03VRE 的噴嘴接觸動作是由ACC 驅動、噴嘴接觸動作和合模・鎖模同時進行、到射出開始前噴嘴接觸升壓、則噴嘴接觸的時間可以為零。此外在噴嘴接觸中ACC 壓力也可以升壓,對射出・保壓不會有影響。■
