
■ Moldex3D/ 林秀春
第22 招、【智慧射出篇】產品故事說明
成品尺寸:長90,寬30( 單位mm)
成品厚度:平均厚度1.0~3.0(mm)
澆道系統:冷澆道, 塑膠材料:ABS
分析焦點
此篇探討射出機台的射出速度不同段數於模穴內等位線流動波前的影響與壓力變化,剪切率的變化。
1) 設定流率一段(30cc/s),觀察流動波前時間之等位線圖如右圖1 所示。
2) 充填結果顯示,紅框區域中等值線間距較大,此區域速度相對較快藉由多段流率能達成等值線等距離效果。
3) 設定流率三段_ 螺杆位置設定如右圖2 所示
4) 截面積= 厚度× 寬度,產品寬度一樣,故a:b:c厚度比3:1:3 等於截面積比。充填結果顯示,流率三
段等位線較流率一段的等位線分佈較為等距,所以設定成流率三段使模穴充填區域速度相等,且在中間薄區的流率變慢,充填時間稍微變長0.48s → 0.61s。
* 以充填等速或不等速的分析結果,發現不同段數設定會有不同的等位線的分佈如圖3~4 示至於優缺點會因實際產品的設計而有不同的需求,等位線距離相近代表速度穩定對於產品品質較易控制。
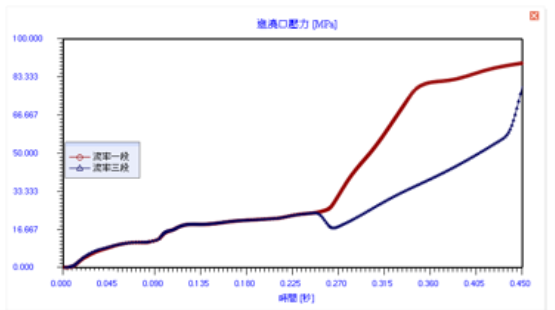
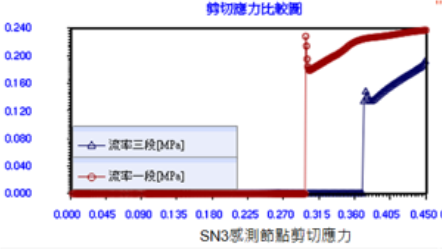
* 以充填等速或不等速的優缺點會因實際產品的設計而有不同的需求,以薄的產品中段數的速度要快拉高才能順利完成充填,但可能造成較高的壓力、剪切率、剪切應力如圖5 、圖6 所示。
應用方法
在想觀察的位置放入感測溫度Sensor( 同時可以看到多種隨時間歷程的數值變化如壓力、溫度、流率、剪切率、密度、剪切應力等等結果。●厚度設計越均勻越好,當上述厚度比值無法更改時,利用設出速度分段控制,有助於流動波前的控制。■
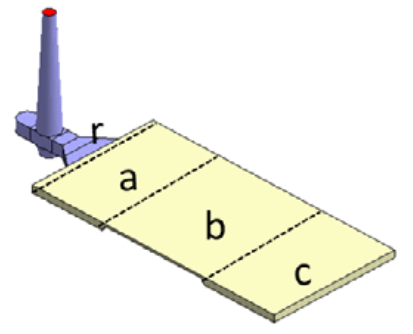
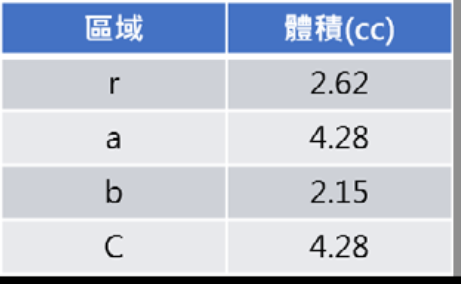
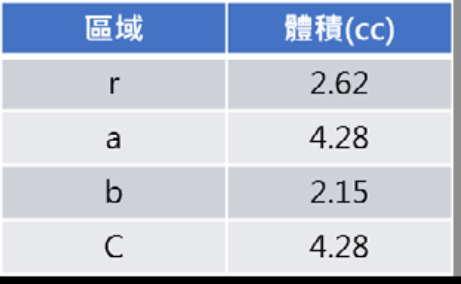
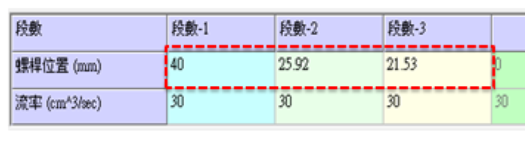
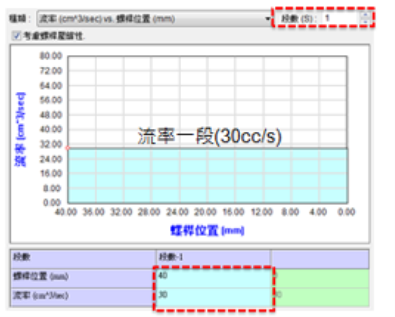
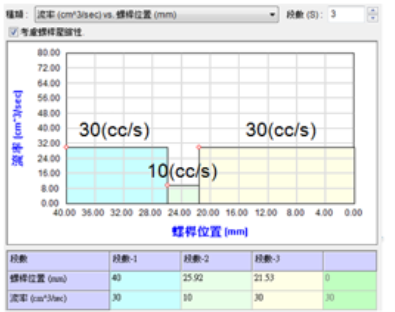
圖1:流率一段設定; 圖2:流率三段設定
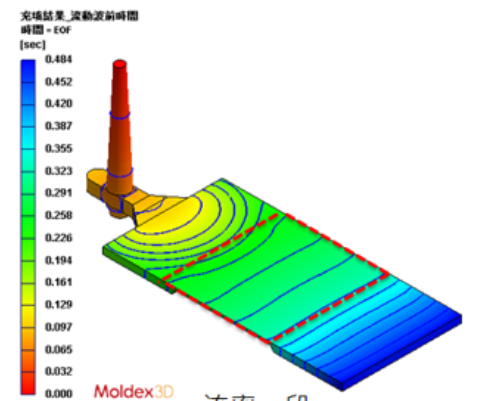
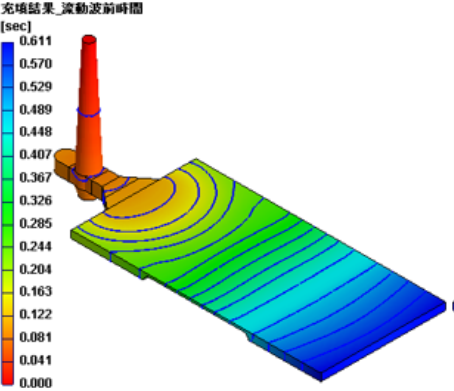
圖3:流率一段等位線波前; 圖4:流率三段等位線波前
 2019
2019
圖5:不同段數成品厚度變化的壓力並不相同 ; 圖6:不同段數成品厚度變化的剪切速率並不同
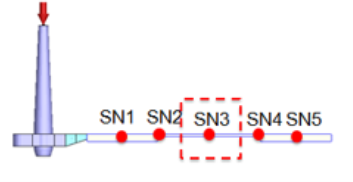
圖7:SN3 為感測節點擺放位置
