

■資料來源: 模具人雜誌
前言
首圖產品為透明膠件,夾線及外觀質量要求很高,平均 壁厚只有2.3mm,而客戶要求成型週期為70S。接受前 模倒扣採用彈前模結構,抽屜後模大側面倒扣採用大斜 頂帶動小斜頂結構。產品看上去簡單,做好真難。
模具材料及配件規格
1)A板原身,選用2711硬鋼材;B板材料為1.2311。
2)下模、行位及其他成型零件選用2711硬鋼材,其中 斜頂氮化深0.15、硬度HRC50~52。
3)模胚除AB板外,選用中碳鋼1050;模胚標準件採用 HASC0相等規格。
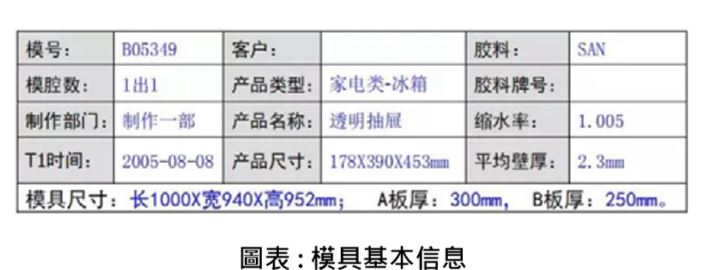
4) 熱流道採用 Mold-Master 針閥式熱咀,兩點入水; 接線盒及電源/電偶插座採用HARTING規格。
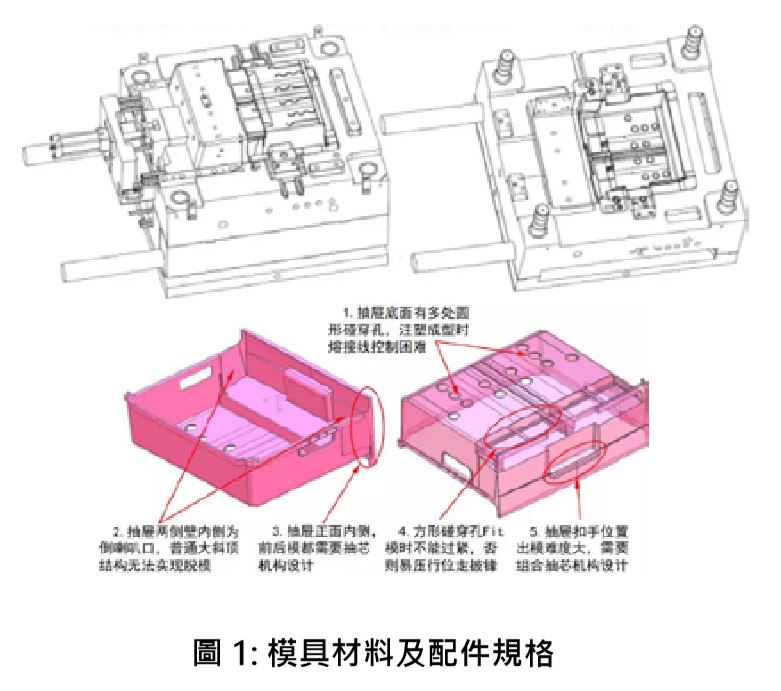
5) 大行位油唧採用 PARKER 油唧;快插喉咀採用 STAUBIL規格。 (見圖1上)
6)此抽屜產品為透明件,熔接線及結構夾線構複雜,模 具成型時多處位置需脫倒扣。 (見圖1下)
模具結構設計
(一)澆注系統(熱流道系統) 採用Mold-Master針閥式熱咀,兩點入水;入水位置 已通過模流分析驗證。 (見圖2)
(二)成型結構 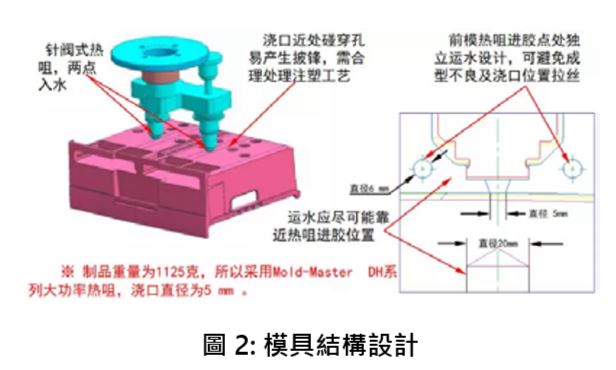
1.分型面設計:從產品R角位拉出,轉角處平滑過渡, 無台階尖角。
2.插穿處薄鋼位處理:前模兩處插穿位置鑲件鑲出方 便維護和更換。
(三)側向分型與抽芯機構
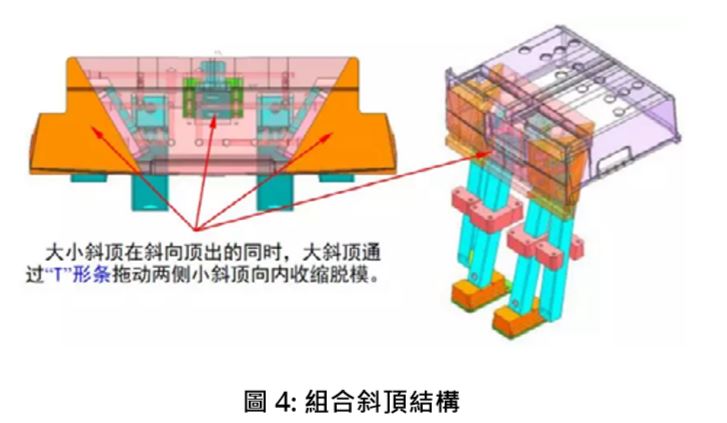
1.組合斜頂結構 把斜頂設計為三段,中間大斜頂在頂出驅動下斜向頂 出,而兩側小斜頂與大斜頂在出模方向有角度差(小 斜頂角度小於大斜頂);大斜頂利用大小斜頂之間水 平方向的結構角度, 通過“T”形條拖動兩側的小斜 頂在斜向頂出的同時向內收縮脫模;結構成熟可靠, 很有推廣意義。 (見圖4)
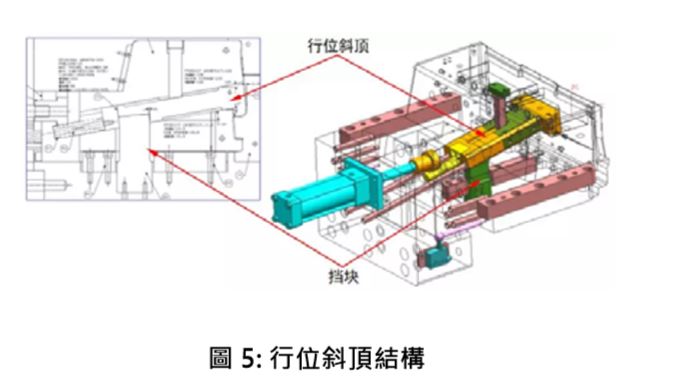
2.行位斜頂結構 大行位向外移動,行位斜頂被固定在B板上的擋塊擋 著,使其在行位斜槽作用下向上移動脫出倒扣;擋塊 與行位斜頂脫開,行位斜頂與大行位一起向外移動, 完成脫模。結構成熟可靠,有推廣意義。 (見圖5)
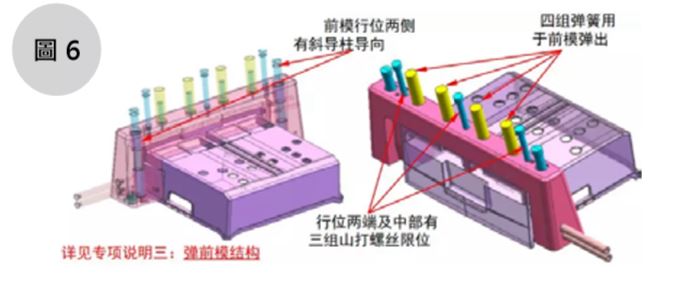
3.彈前模結構 抽屜正面內側倒扣,前模採用彈前模結構;前模行位 長度有670mm長,所以兩側有斜導柱導向,行位中 部有四組彈簧用於前模彈出;另外,行位兩端及中部 有三組山打螺絲限位。
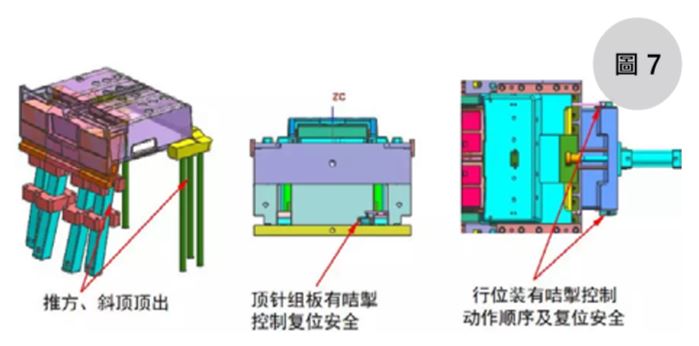
4.頂出及復位系統 推方、斜頂頂出,頂出安全方便取件;由於油唧行位 在開合模時有嚴格的順序要求,因此油唧行位裝有咭 掣控制動作順序。
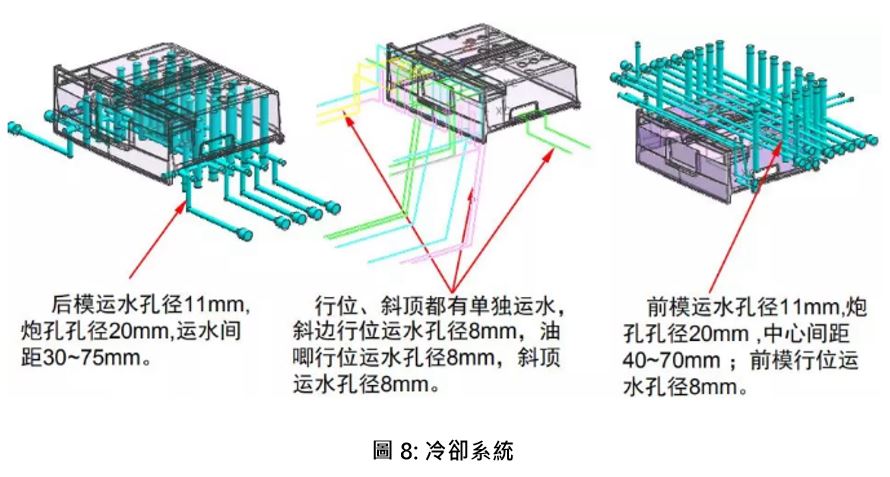
5.冷卻系統(見圖8) 前模原身出使模具冷卻快,各行位斜頂和熱咀都有單 獨運水,整體冷卻充分。
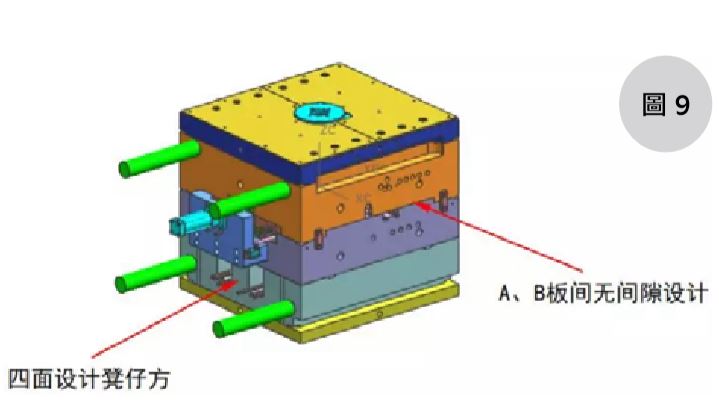
6.其他結構 產品投影面積較大,約1755CM2,A、B板間無間隙 設計,使承壓面足夠。四面設計凳仔方。
模具製造、加工
(一)模具加工工藝 NC加工注意事項 1.針對下模加工深度較大的特點,應採用分段開粗的 原則,通過設置不同的刀長、加工餘量與切削深度, 確保安全、高效。 2.針對下模推方槽易彈刀的特點,在推方槽拐角位, 應加設圓弧過渡,避免加工方向突然改變。推方槽膠 位一側,應適當增大餘量或抽面平移予以保護,以預 防彈刀。
EDM加工注意事項 1.下模週圈推方應裝入下模一起電蝕,以防推方處夾 線。 2.下模電蝕時,應沿一個方向逐一電蝕,避免加工起 級。 3.下模大餘量部分採用碳公開粗,採用大火花位,並 適當增加放電餘量。
線割加工注意事項 在NC加工完後再執行線割工序,並註意按NC加工 所提供的輔助基準正確碰數。
射出工藝
烘料條件:80ºC,2~4 小時。模溫 40~80ºC,此產 品建議取大值,以減弱熔接線影響。射出盡可能高速 注射,合理保壓,以減少縮孔。試模時鎖模力為650 噸,射膠壓力為 950kgf/cm2,射膠保壓為 7 秒,冷 卻時間為18秒,頂出行程為105mm。產品成型週期 為53秒。
總結、說明
●組合斜頂結構:大小斜頂在斜向頂出的同時,大斜 頂通過“T”形條拖動兩側小斜頂向內收縮脫模。此 結構新穎,有創意。
(二)模具裝配工藝
●冷卻系統 、澆注系統 、頂出系統設計合理 。
●整體結構緊湊,結構簡潔合,動作安全可靠 。
●整體加工合理(非膠位部分EDM少) ,裝配工藝 合理,易於更換(兩處薄鋼位作鑲件,易於更換)
資料來源
https://mp.weixin.qq.com/s?__biz=MzA3O DMzNzA2MA==&mid=2650010851&idx=2&sn=42 80712428d6836bdb57db33d1d6f75a&chksm=8743 11a8b03498be0e1e6048a9159ba3a975c7fbf74be043 d0dcf38bf2a135830b81cf714b18&mpshare=1&scene =1&srcid=0109GVgyLtbr5vyT00x9DF36#rd■
