
■ Sodick/ 射出成形機事業部- 技術部
接續2019/1 月刊
②轉盤機構
在轉盤旋轉過程中,不能進行成形動作(模具開閉操作・注射操作)和取出動作(突出動作),在這段時間段內,其周期時間受到很大影響。轉盤旋轉的動力使用伺服馬達,與傳統機相同,但由於傳統機由轉盤外圓周上的齒輪驅動,因此間隙大,此時所需的停止時間/ 提高停止精度是很困難的。 HC03VRE 使用皮帶輪驅動,齒輪沒有間隙因此可以提高停止時間/ 停止精度。轉盤定位機構,從傳統機使用的油壓缸轉換成汽缸,不但可以縮短轉盤定位時間,而且由於轉盤定位和轉盤旋轉動作幾乎重迭進行,所以轉盤的定位時間幾乎為零。
③ 合模・鎖模機構
在傳統的機器中,由於模具開閉動作和高壓鑜模/ 減壓動作是由不同的油壓缸驅動的,所以這時很難提高動作時間/ 停止精度。 HC03VRE 採用的是電動直壓鎖模方式,由伺服馬達和滾珠螺槓驅動,所以可縮短動作時間及改善停機精度。另外合模和鎖模都是通過同一機構來進行所以能夠縮短鎖模動作時間。
④ 平衡器機構
SODICK 獨自開發生產的立式單動射出機使用的平衡器機構如圖(2)所示、由此,可動盤的重量被抵消,降低了模具打開時的模具開閉用馬達的負載。提高了開模時的追踪性、使開關模很順暢、也可以縮短動作時間。另外、從前的立式單動成形機是通過泵驅動來控制平衡器機構的推力、而現在和①的噴嘴接觸機構同様採用ACC 驅動、平衡器機構控制中也可以進行ACC 升壓。
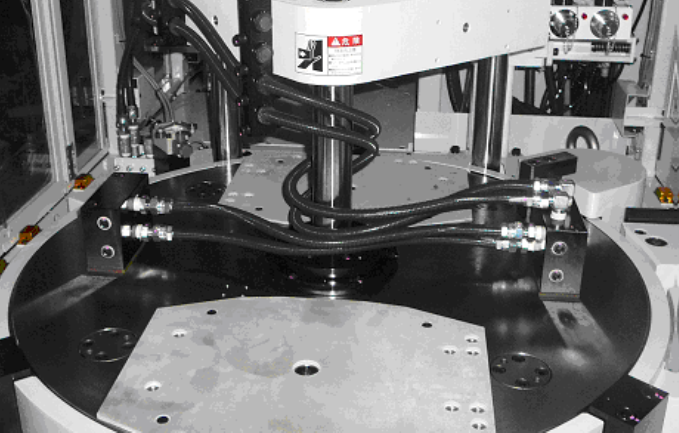
⑤ 採用4 根導柱
下模2 面有配線・配管、從前機在轉盤中心有導柱。3 根導柱構造如相片(3)、配線和配管有必要在轉盤外側進行。特別是在高週期中高速旋轉時配線和配管同模具摩擦容易發生問題、而HC03VRE 在轉盤中心沒有導柱。 4 根導柱構造如相片(4)。在轉盤中心開一通孔、配線・配管可通往轉盤下面、避免了轉盤迴轉時與模具接觸。另外,不僅高週期的動作可縮短循環週期而使模次增加、而且因為轉盤的中心沒有了導柱、維修起來也很方便。
⑤循環週期時間圖
如圖(3)所示新採用了一目了然的循環週期時間圖來確認全部的循環週期、實現了循環週期的可視化。由此,可以縮短的成形動作一目了然、減少時間損失。另外、各個工程動作的周期設定可以自定義、有助於縮短成形週期並提高生產率。
⑥小型設計
為了實現高週期有必要使自動機器更容易接近模具和成形品、所以自動機器安裝位置的機器寬度設定為800 毫米的小型設計。

3.HC03VRE 週期時間測定
測量了HC03VRE 單一動作的周期時間。以一般成形動作的開閉模行程大致需要80mm 為例,測量的結果如右圖所示。 (圖3)。大致達到了合模・鎖模動作0.3sec、開模動作0.3sec、轉盤動作0.3sec 的目標。
4.HC03VRE 的成形事例
如在前言中所描述的、一般的立式轉盤式註塑成形機大多主要應用於金屬部品等插入模具的複合成形。但是HC03VR 由於轉盤的迴轉時間縮短到了0.3sec 以內、因此實現了不低於臥式鎖模方式的高週期。特別是成形品不會落下、在使用機械臂夾取時,反而可能會更快。對微小線圈成形的產品取出實例進行介紹。
4.1 臥式成形鎖模和立式成形鎖模
對射出成形的臥式鎖模方式和立式鎖模方式的不同點、以及在沒有取出裝置時是否可以取出成形品進行說明。臥式鎖模方式的場合、從模具中頂出的成形品會因重力而落下、直接掉落到產品儲料箱或傳送帶上,然後向外取出。
為了確保成形品可以從模具中排出,需要使用壓縮空氣和除靜電裝置,並用監控攝影機進行監視。在短時間內確保將其排放到模具外部,實現高週期成形。另一方面、為了對各個模腔的成形品進行管理、由機械臂取出後、將不同模腔的產品在不同位置擺放的方法最近也有很多。
對於1 模多穴的模具、當一個模腔出現問題時可以提高分揀的效率、也很容易發現由於模具原因造成的不良。但是當機械臂進入模具之時、下一次的循環週期無法開始、相比讓產品自由落下來說周期時間延長。在具有滑動芯的分體式結構的模具中、通常設計為向左右方向開閉。在上下方向,為了抵抗重力作用、需要使用彈簧和採用防止滑動芯落下的對策、如果精度達到非常精密的程度,即使是左右方向的滑動芯,也會擔心它向固定側(模腔側)傾斜。
對於滑動芯的動態精度要求比較高的場合、可以說立式成形鎖模機是理想的方式。
4.2 快速搬運工
我們開發了利用HC03VRE 的轉盤驅動力來驅使旋回臂同步旋轉的機器人『快速搬運工』如圖(4)所示。只是夾具升降和開關的簡單構造、操作設定也僅是夾具確認和延遲計時、而且在成形機的操作面板上就可以設定。因為轉盤的齒輪和旋轉臂滑輪一起連動、所以不需要調整轉盤旋轉和旋轉臂同步作業的時間。在轉盤旋轉停止時、也就是說從關模到開模這段時間、可以作為成形品的取出時間來使用。即使對於2.0秒以內的高週期成形也可以用相對較寬裕的時間取出產品。
圖(5)微小線圈骨架(重量0.09 g/個)、使用熱澆道、模具一模2穴仕様成形、包括“快速搬運工”的拾取和放置動作、達到了1.8 秒。考慮到取出成形品的成形週期、即使採用臥式鎖模方式也不容易。當然,0.18 g / 模次小容量成型的具有壓倒優勢的穩定性也是一個突出的特點。
總結
對於擅長於大量生產的射出成形、為了對應多品種少量生產、我們嘗試構築了減少模穴的數量、製作小模具、使用多台小型機器來與生產量相匹配的靈活的生產體制。
但是,為了滿足苛刻的降低成本要求、需要增加1 模次可以生產的數量、換句話說,還是變成了增加模腔數量和降低單價的方向。本公司也試圖利用臥式機鎖模方式的經驗對機種進行重組。時機即將再次到來、在要求更加縮短開發週期、且成形品也更複雜和高精度化的當下、我們期待作為新的生產手段之一的模具和機器設備的小型化將成為未來的趨勢。得益於HC03VRE的開發、使精密插入成形等高附加值的複合成形工藝得以高週期實現,而且隨著轉盤的旋轉時間縮短到0.3 秒、實現了不劣於臥式成形機的高週期成形。
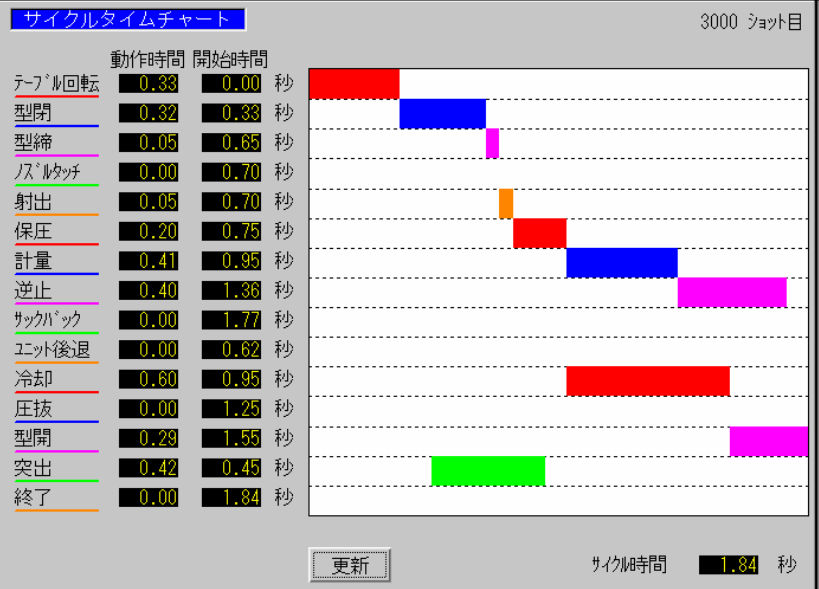
圖3:循環週期時間圖
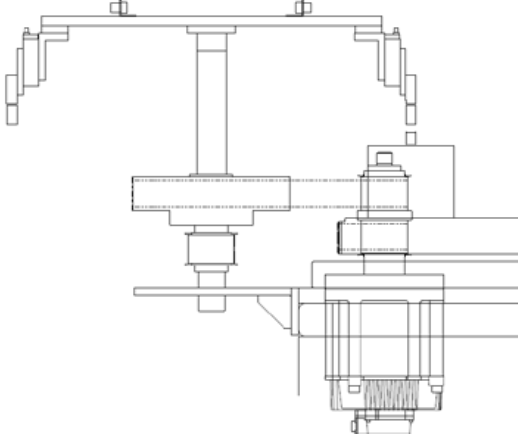
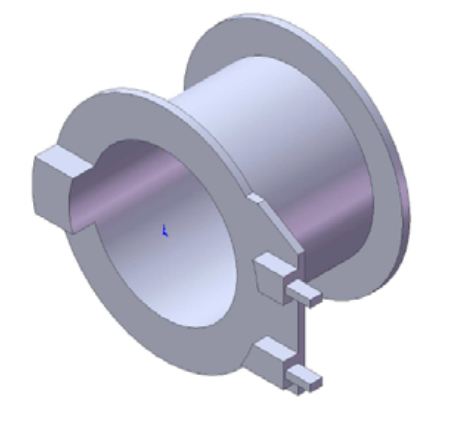
圖4:HC03VRE 的轉盤和同步迴轉的快速搬運工圖5:微小線圈骨架(0.09 g)
我公司使用V-LINE 方式進行精密成形・穩定成形的同時,也提供高週期的成形機。今後我們將繼續製造『能夠滿足客戶需求的成形機』、對提高產品質量和生產效率作出貢獻。■
