
第23 招、【智慧射出篇】產品故事說明
成品尺寸:長150,寬45( 單位mm)
成品厚度:平均厚度1.0~3.0(mm)
澆道系統:冷澆道, 塑膠材料: PBT+GF30%
分析焦點
( 如圖1) 紅色箭頭局部深孔位置斷裂,斷裂位置為固定區域、且不良率高,判斷原因為產品局部肉厚太薄並且與勘入件鋁件與塑件收縮率差異過大所造成。體積收縮率分佈顯示在充填或保壓結束高溫高壓狀態下冷卻至常溫常壓下的體積變化百分比正值代表體積收縮負值代表可能由於過度保壓造成的體積膨脹,不均勻的體積收縮率分佈會導致塑件翹曲以及脫模變形。
而不均勻的收縮容易造成內部應力的產生,如幾何翹曲變形與龜裂,所以均勻體縮率的達成是非常關鍵的造成
不均勻體縮的原因如下:
•不均勻的壓力分佈
•不均勻的溫度分佈而不均勻的體積收縮則會導致以下問題,
•塑件於頂出後的翹曲變形
•變形之後的熱殘留應力

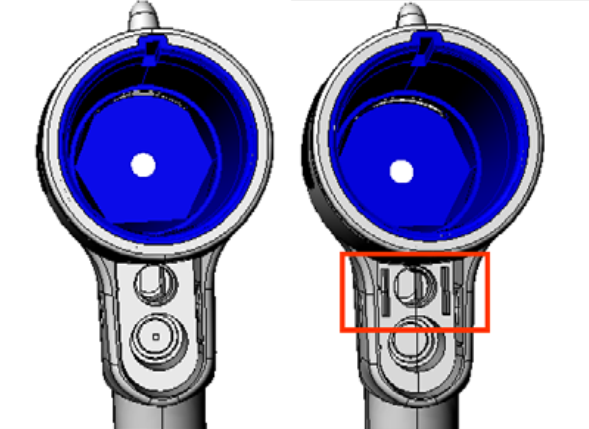
圖1:斷裂位置; 圖2:設變後的紅框處掏除局部肉厚
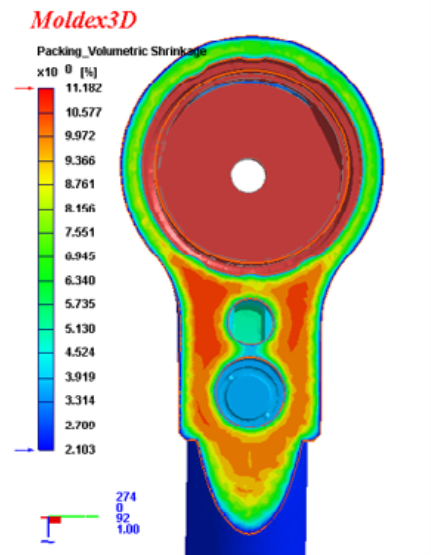
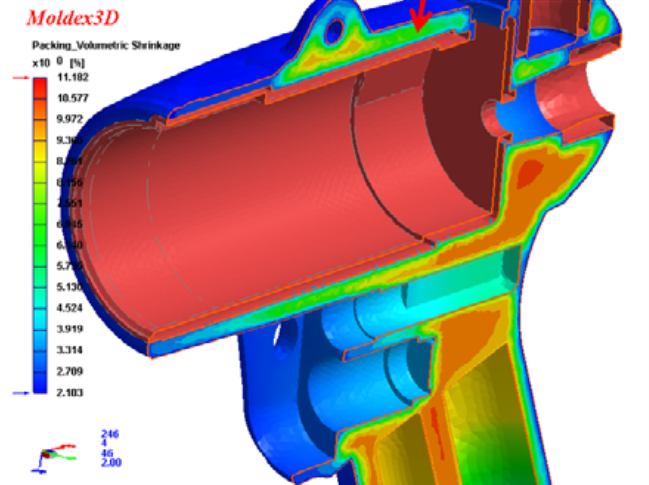
圖3:斷裂位置剖面收縮率; 圖4:斷裂位置剖面收縮率
結果說明
圖2 為設計變更的圖示。圖3 與圖4 斷裂位置剖面收縮率。圖5 與圖6 斷裂位置宇局部設變的剖面收縮率統計數字。應用更進階可以在問題的位置放入感測節點Sensor,同時可以看到多種隨時間歷程的數值變化如壓力、溫度、流率、剪切率、密度、剪切應力等等結果。■
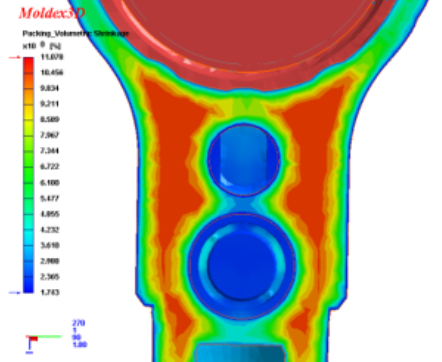
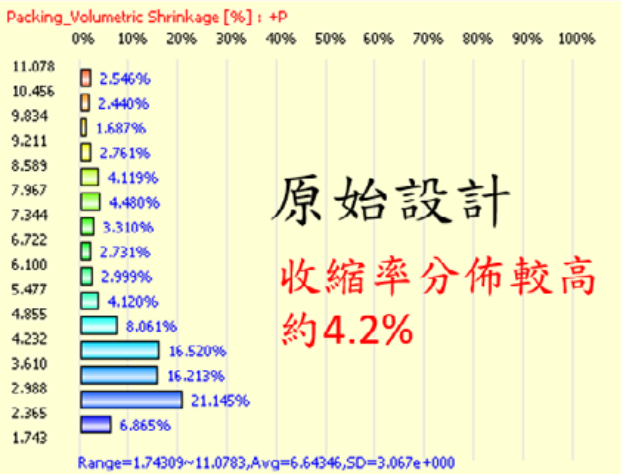
圖5:斷裂位置剖面收縮率統計
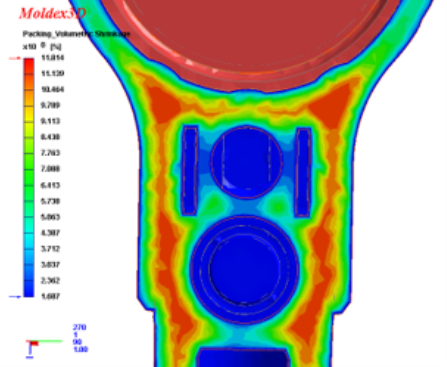
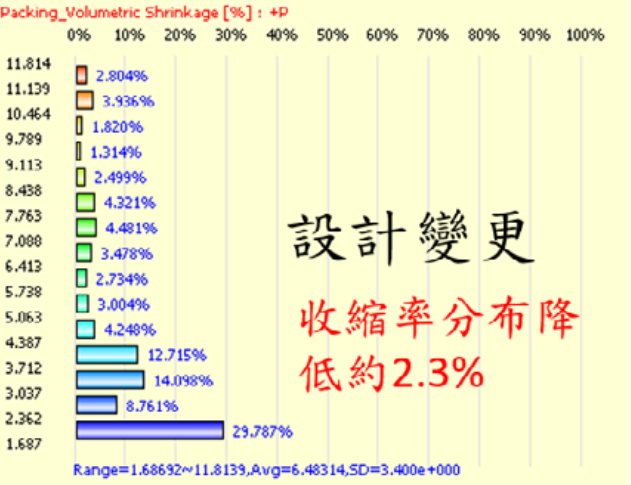
圖6:設變後的剖面收縮率統計
