

■漢鼎智慧科技/ 章宏道 產品經理
硬韌難切削金屬材料影響與挑戰
近年來隨著全球旅遊及商務活動蓬勃發展,使得航太工業的技術發展受到空前的重視,且因亞洲市場的國家經 濟發展成績亮眼,導致航空工業相關的供應鏈商務活動 日益蓬勃發展,許多零件製造的生產也陸續移轉到亞洲 地區。
談到航太工業的零件加工製造,除了日益重要的輕量化 複合材料的用量早已超過50%之外,傳統的硬韌金屬 材料的需求仍有其不可被取代的角色存在。本期內容將聚焦於普遍於航太行業常見的鈦合金與鎳基超合金等兩種硬韌材料,探討以超音波加工技術來改善加工結果的 各項比較資訊,分享予讀者參考。
我們以常見的CNC數控加工中心機為基礎,架設旋轉 式超音波加工模組於原設備的主軸之上,進行對鈦合金 及鎳基超合金等材質,進行一系列的加工測試,建立超 音波加工的基本特性及工件表面品質與刀具磨耗等相關 的影響結果,並進行分析探討。
超音波輔助加工技術的主要優勢
許多的研究與實例顯示超音波加工是硬脆材料加工 的有效方法,超音波輔助加工 (Ultrasonic assisted machining;UAM)是利用傳統機械結合超音波振動的 複合式加工方法,移除材料的方式是以原有的機制來移除,而超音波則是賦予額外的能量,使原本連續性的 切削變為間斷性的切削;有別於超音波加工(Ultrasonic machining;USM)藉由超音波振動使磨料漿體產生能 量進而達成材料移除的目的,文獻指出超音波輔助加 工具有以下的特性: 1.降低切削正向力及剪切力,因此對複合材料及硬脆 材料的加工相當適合。 2.刀具磨耗及表面粗糙度亦可下降,改善加工面的品 質。 3.減少刀具的磨耗情形,延長刀具壽命。 4.由於有微小的振動使工具與工件不會產生滑動,可 減少摩擦力,使其熱量降低。 5.具有使切屑變短及使切削液容易進入刀具尖端。 6.在磨削過程中有類似修整的情形,磨棒可在最佳情 形進行切削。 7.降低複合材料之鑽削熱量與機械缺陷。
超音波輔助加工對鈦合金 加工特性之影響
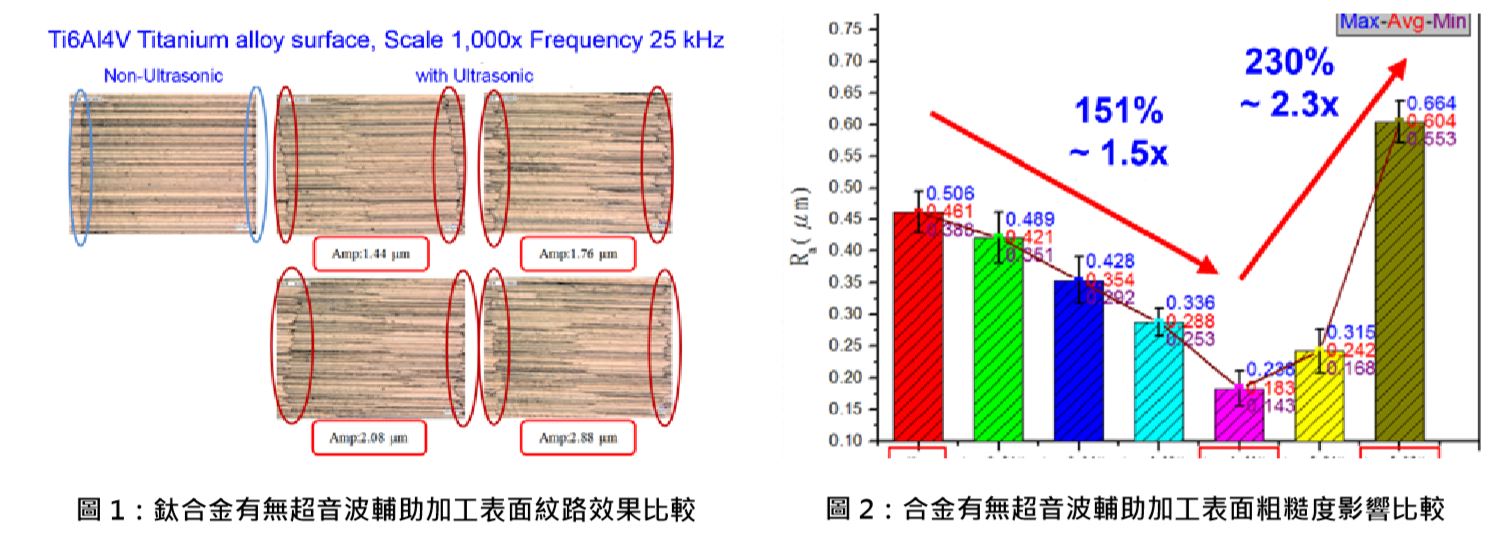
首先進行以超音波輔助加工模組對於鈦合金進行加 工,比較有無實施超音波輔助加工功能時之結果差異比較。我們可以從(附圖1)中清楚的了解,有無超音 波輔助加工對鈦合金 表面粗糙度之影響程度。實驗結 果顯示,不同的振幅會造成深淺不一的紋理在鈦合金 表面上。粗糙度的量測結果顯示,具有超音波輔助加工功能時,振幅在4.64μm時,所得到的表面粗糙度 最佳可達到 0.143μm,相對於無超音波輔助加工時 的最佳表面粗糙度0.388μm相比,有超音波輔助加 工鈦合金時,表面粗糙度可相差下降至1.5倍;但實 驗結果顯示,並非振幅越大,所得之表面粗糙度越佳, 持續提高振幅對錶面粗糙度並未有更好的效果,當振 幅達到5.20μm時,其結果反而劣化,超過無超音波 輔助之標準,表面粗糙度提升的程度與最低值可上升 至2.3倍,來到0.664μm,建議振幅在4.64μm時, 可得最佳之表面粗糙度。詳細的數值比較結果圖表如 (附圖2)。
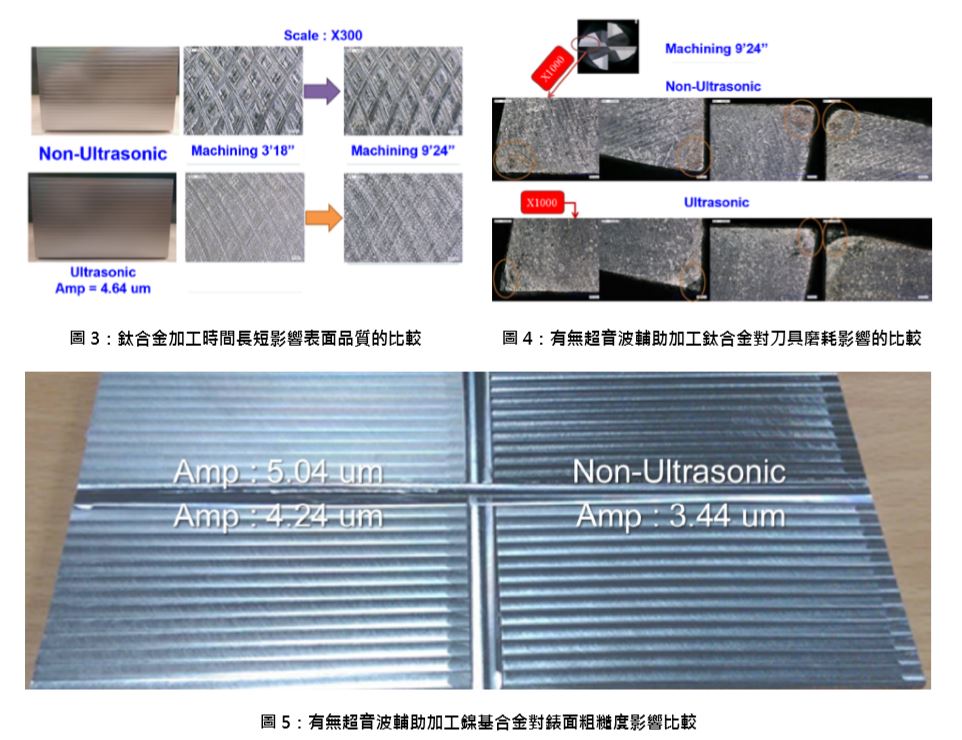
同時經由光學顯微鏡的觀察得知,無超音波輔助加工 的鈦合金表面紋理較深,且深淺不一;相較於具有超 音波輔助加工效果的表面紋理情況,可以隨著加工時 間的增加,伴隨著適當的振幅,有助於改善紋理深淺 不一的問題,得到較為平順的表面紋理。其比較結果 見(附圖3):鈦合金隨著加工時間增加鈦合金表面品 質的變化情形。緊接著探討有無超音波輔助加工鈦合金對刀具磨耗之 影響,如(附圖4)所示。實驗中將以相同加工時間 來進行同步測試,以加工9分24秒的時間來看,放 大1000倍,觀察刀具的磨耗是以刀腹磨耗為主,無超音波輔助時的刀具是以輕微的磨耗為主,但振幅 至 4.64μm時,已有崩刀的情形發生,刀具尖點發 生剝離表示此刀具已無法再經由重磨的方式再次進 行加工,也顯示加工鈦合金的超音波振幅不宜超過 4.64μm,才能確保刀具的幾何形狀能夠完整,延長 加工時間的可能性。
超音波輔助加工對鎳基合金加工特性之影響
我們以航太工業常見的鎳基合金牌號Inconel 718作 為實驗加工比較的材料基礎,進行有無超音波輔助加 工的切削實驗,探討其加工結果對於工件表面粗糙度 之影響及對刀具磨耗的結果比較。
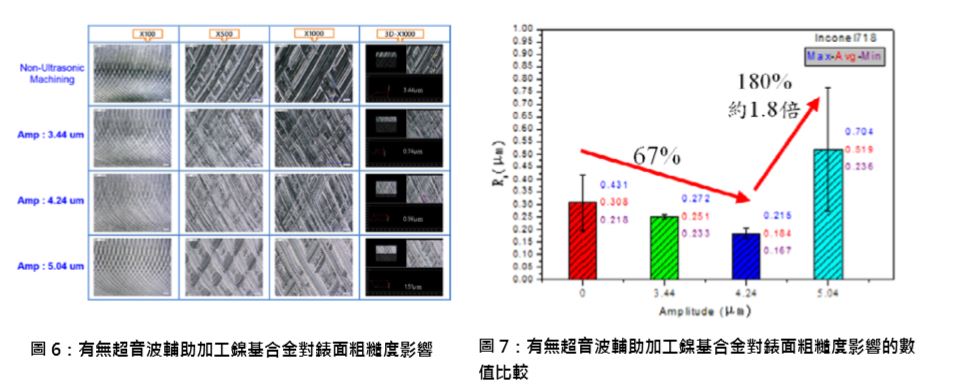
檢視實驗的結果顯示,以超音波輔助加工Inconel 718 確實有助於降低工件的表面粗糙度,實際量測之最 佳表面粗糙度值為0.167μm,與無超音波輔助比較 可下降 67%,但 Inconel 718 也與鈦合金有相同的趨 勢,持續提高振幅對Inconel 718表面粗糙度並未有 更好的效果,當振幅持續提高至5.04μm時,表面粗 糙度將提升至1.8倍,所量測之表面粗糙度最高可達 0.704μm,也是超過無超音波輔助之標準,建議搭配 振幅在4.24μm時,可達到最佳之表面加工效益。 (附 圖5)、六為Inconel 718在不同振幅下表面品質的變 化情形。实验结果显示,振幅确实对Inconel 718的表面品質有顯著的影響,這與所量測到的表面粗糙度 值是可以對應的,且有一定程度的改善,這表示適當 的振幅對加工Inconel 718是有幫助且有效果的。詳 細的表面粗糙度數值比較圖表,如(圖7)所示。詳細 不同振幅的影響表面粗糙度的結果比較如(附圖6)所 示。
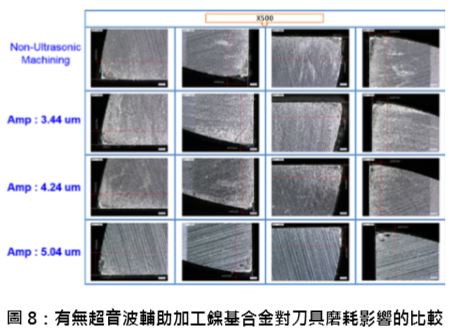
同樣的,我們也針對有無超音波輔助加工的刀具磨耗 結果進行觀察比較,其結果如(附圖8)所示。其中 結果差異非常清楚顯示不同振幅對Inconel 718刀具 磨耗之影響,實驗結果顯示,無超音波輔助加工時, 刀具便有產生磨耗的情形,當振幅於控制在3.44μm 至 4.24μm時刀具磨耗差異不大,但當振幅達
5.04μm,刀具尖點一樣會發生剝離的現象,此時刀 具一樣不再具備移除材料的能力,建議搭配之振幅不 要超過4.24μm。
結語
從上述內容得知,適當的振幅對鈦合金與鎳基超合金 加工才會有較佳的效果,過大的振幅反而會使表面粗 糙度急遽上升,刀具磨耗隨著加工時間的增加而變 大。鎳基超合金材料振幅達5.04μm,磨耗較明顯。 此外超音波輔助可有效改善刀具磨耗的情形。
超音波加工技術能夠發展的工藝應用領域實在非常廣 泛多元,筆者與許多業界先進交流時,獲得共同的看法小結:超音波加工技術的應用領域,堪稱「沒有做 不到、只有想不到」。期待各位業界先進撥冗閱讀本 文之後,能夠促發各位無限的想像創意,共同參與超 音波加工技術工藝應用的發展。筆者期望藉由本文的 分享,帶來拋磚引玉的效果。
本文資料與圖片來源,摘自國立勤益科技大學機械工 程學系蔡明義教授等人所撰文章:「超音波振動輔助 加工難削材案例之探討」,特此致謝。
公司簡介
由於半導體、光電、航太、醫療器材、能源、電動車、 3C電子、精密機械等,未來將大量採用輕量化、更
硬韌和耐高溫的先進材料。未來決勝關鍵將是在於高 效率與高品質的硬韌與輕量化先進材料加工技術與裝 備,不再是傳統的精密金屬切削技術。
漢鼎智慧科技股份有限公司是由科技部新型態價值創 造計畫支持創立的新創公司,同時也是國立中興大學 根據上述計劃所衍生的企業。成立於2018年5月9 日,我們專注於新材料加工技術產品與提供系統解答 方案,願景是成為全球新材料加工技術與服務業者的 隱形冠軍,成為領先全球的獨創技術與解決方案領導 者及客戶最值得信賴的合作夥伴,提供客戶們全球最 高性價比值的新材料加工技術產品和最佳客戶體驗服 務。目前公司成員近20餘位,具有理工背景的碩博 士員工占公司員工6成以上,擁有堅強的創新技術研 發能力與團隊。
聯絡資訊
漢鼎智慧科技股份有限公司
章宏道 產品經理
電子郵件:James.Chang@hit-tw.com
公司網頁:www.hit-tw.com■
