■麥士德福
序言
近幾年來隨著消費進入升級時代,消費者越來越青睞品質優越,時尚美觀,節能環保的高端的各種產品。在競爭越來越激烈的時代,使得廠商對各種產品外觀要求 越來越高,無形的促使熱流道在各行業的發展及應用。 熱流道從最初開放式大水口轉冷流道,到針閥式轉冷流 道,再到針閥直接進膠,進一步發展到針閥倒裝,換色 等高要求。因產品外觀直接體現產品的品質,產品外觀 的好壞不但和熱流道有關係,和射出參數及模具設計的 合理性都有很大的關係,MOULD-TIP除可以提供高品 質的熱流道系統外,還可以幫助客戶一起提供一些外觀 不良等難題的解決方案,和客戶一起解決問題,讓客戶 得到滿意的產品,縮短產品週期,為客戶贏得搶佔市場 的機會。
常見問題點及定義
●膠口暈:澆口附近產生的雲狀色變,經常呈日月之暈狀
●霧斑:澆口附近產生的霧狀色變,有時會在塑流通道 中形成阻礙處發現。
●噴流痕:自一受限區域(例噴嘴或澆口),到一較厚和 開闊的區域,形成的彎曲折迭似蛇的流痕。
●波紋:在膠口附近產生一圈一圈的紋路。形成像江面 上的波紋一樣。
●縮痕:產品表面的局部塌陷(或呈酒窩狀或呈溝壑狀)
●縮孔:產品內部因塑料收縮而讓出的真空孔洞
●熔接痕:當兩股膠匯合時,由於兩股膠的溫度不一 致及熔膠時空氣沒有及時排出而形成熔接線。
●虎皮紋:在熔膠流到某一流長時,流阻大到上游的 壓力來不及提供足夠的動能讓前沿繼續保持原來的速 度前行,於是前沿慢下來甚至停頓不前,等到上游傳遞到前沿的壓力持續增高,前沿累積的能量足以克服其前行的阻力時,前沿彈跳接近下一個阻力和推力的 平衡點,在此,前沿再度慢下來或停頓不前。如此 反復進行,在前沿遲滯和彈跳的與流向垂直的帶狀區 域,因為分別和模壁的接觸情況不一,複製模面的程 度不一,光澤因之而異,形成與老虎身上條紋一般的 流痕,稱之為虎皮紋。
外觀不良影響因素
●模具因素 (1)模溫或高或低都會造成不同的外觀不良。模具溫度 是解決外觀不良的關鍵因素。模溫設定時可從材料廠 商的建議值開始試。每次調整的減量(或增量)可為 5°C,射膠10次,成型情況穩定後,根據結果,決定是否進一步調整。比如對於膠口暈最常見的是發生 在電視機後殼或者黑色打到產品表面的大平面的產品 上,特別是使用熱流道的表現最明顯,產生的主要原因是膠口處的料溫與其它地方的料溫差異大造成,所 以這時模具運水的設計及模具溫度就非常的關鍵了。 首先要在膠口的周圍加單獨的運水,而且運水高度位 值要離膠位面近,要離膠口近走冷水或者常溫水為了 是快速冷卻。然後就是前後模的模溫溫差不能太大。
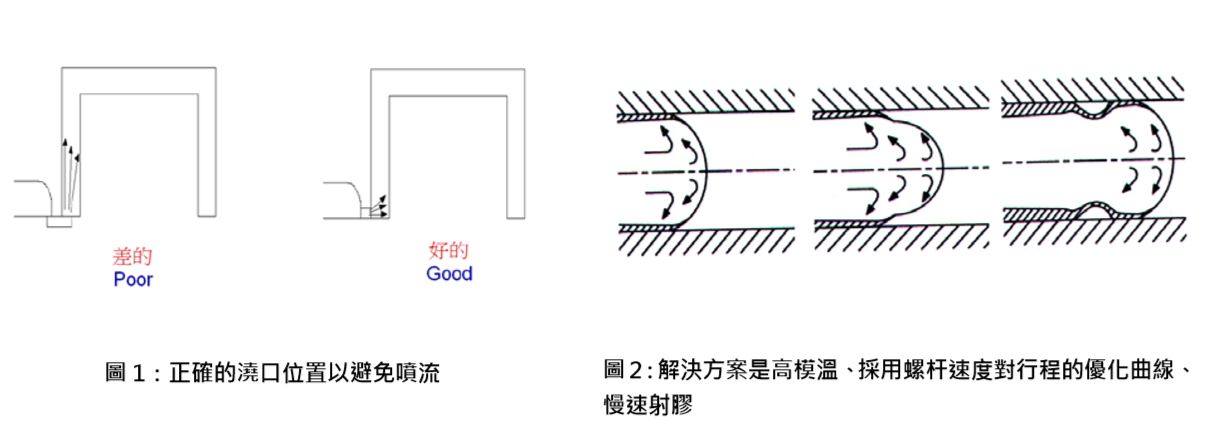
(2)膠口的大小及膠口形狀不合理造成外觀不良,澆口 太小或進膠處型腔太薄,熔膠流量大,斷面積小時, 剪切速率大,剪切應力往往跟著提高,以致熔膠破折, 產生澆口暈不良現象。澆口至型腔,斷面積突然變大 時,塑流不穩,容易產生噴流。澆口至型腔,斷面積 應逐漸變化,如凸片澆口或是扇形澆口,塑流得以平 穩過渡,噴流得以避免。衝擊型澆口可避免噴流衝擊 型澆口將進澆的熔膠導向一固定面,以釋除應力,可 穩定塑流,避免噴流。重迭式澆口和潛伏式澆口可設 計成衝擊型澆口。(如圖1)
(3)澆口的位置不當 澆口的位置不當,使得流長太長,流阻太大。如果射 壓不足,型腔無法填實,熔膠密度小,發生縮痕或縮 孔的機率大。澆口應盡可能置於壁厚處,確保補充流 的充份供應,減少縮痕或縮孔的可能。 ●熱流道因素 (1)流道大小是否合理,太大會使膠料流動沒有力度,造成波紋,太小會造成流道剪切力大,射速加快造成 噴流痕等要,可以通過分析及理論計算出合理的流道 大小減少問題的發生。
(2)溫度是否穩定均勻,控制是否準確,溫度是熱流道 的核心點,如果流道裡有溫度過高會造成膠料碳化, 形成表面料花或者在熔膠時因幾股膠溫度差異形成亮 圈等很多外觀問題。可以通過前期的熱分析及後期的 紅外線進行驗證溫度是否均勻減少問題的發生。
(3)優化熱流道結構,及使用隔熱性好的材質,盡可能 的使熱流道的溫度最小化的影響模具溫度。
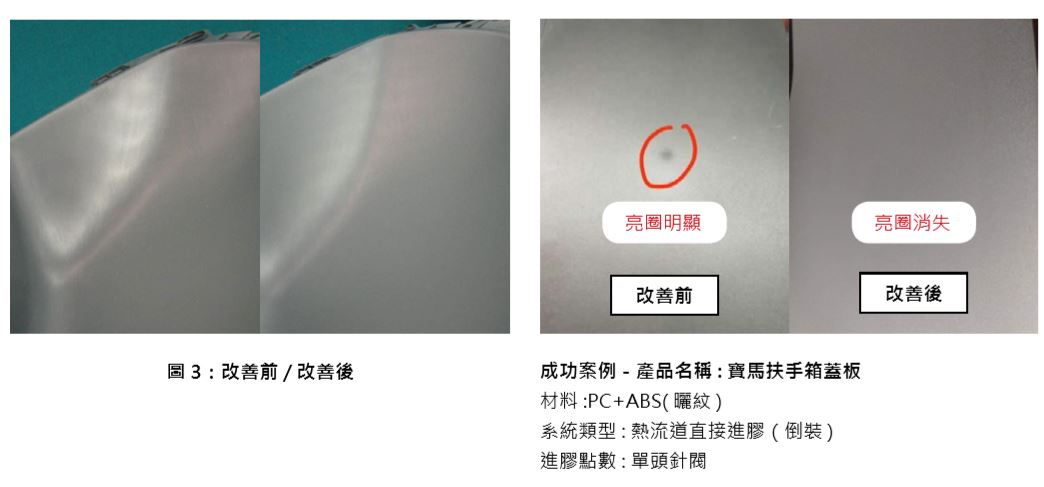
●射出機及成形參數因素 (1)射速是否合理,射速高時,熔膠自薄的澆口進入型 腔的流速高,剪切速率大,剪切應力大,流體難以穩 定,容易產生霧斑、銀紋或噴流痕、虎皮紋等。為了 避免不穩定的塑流,把螺杆速率降低…這麼一來,熔 膠進入型腔後,由於前沿推進緩慢,大量熔膠熱量被 較冷的模壁帶走…(如圖2)所示,固化層加厚,並且 延伸至前沿,前沿的噴泉流受延伸固化層阻擋,只能 繞過固化層的前沿,卷至下游的模壁,有如跳蛙一般。 這樣的固化層外形,就好像把石子投在池子的中央(澆 口),形成一圈一圈同心圓的漣漪。解決方案是高模溫、採用螺杆速度對行程的優化曲線、慢速射膠。例 如:汽車內襯虎皮紋,PP料,壁厚2.5MM高速射出 時(5秒注射時間),虎皮紋比較明顯,將射速降低, 進行低速射出,而低速射出時(>5.6秒注射時間),虎 皮紋不太明顯(圖3)
總結
影響外觀不良的因素很多,除了上述講到一些,還有 模具的排氣設計,運水設計,鋼材的選擇,膠口形式 大小的設計,還有產品的結構,壁厚是否均勻,膠料 的物性參數,牌號等都會有很大的影響。在成型參數 上除射速外,射出機的型號的選擇,壓力的大小, 熔膠的溫度,模溫的高低等都是影響不良的原因。 MOULD-TIP在解決這些難題上有豐富的經驗,在和 客戶合作上有很多成功的案例,我們在給客戶提供熱 流道模具的同時,還會協助客戶一起解決外觀難題。 歡迎大家一起交流。
公司簡況