■Moldex3D/ 林秀春
第30 招、【智慧製造篇】- 產品故事說明
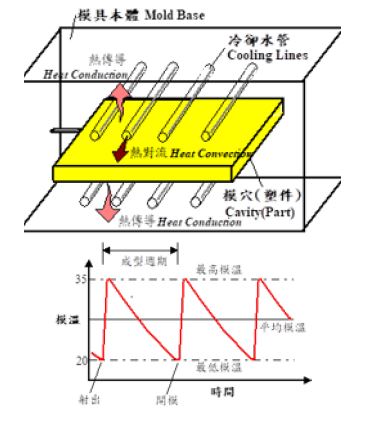
【內容說明】冷卻分析技術指引技術討論焦點在射出成型模具中,冷卻系統(cooling system) 的設計甚為重要其冷卻時間(cooling time) 佔整個成型週期約70-80%,因此設計良好之冷卻系統可以大幅縮短成型時間,提高產率,縮短成本。設計不當的冷卻系統會使成型時間拉長,增加成本;冷卻不均勻更會進一步造塑件的翹曲變形。如右圖1 所示塑建本體熱料將溫度傳給鋼材,鋼材的熱透過冷水被帶走,所以水路的設計將影響鋼材的溫度也就是模溫的分佈在射出成型過程中,由於熱塑料填充模穴,熱量藉由熱傳導傳遞至模壁,造成模溫發生變化。如右圖2 所示影響塑件冷卻速率(cooling rate) 的因素。
- 塑件設計(part design) 方面塑件肉厚(wall thickness):成型品厚度越厚,冷卻時間越長。一般而言,冷卻時間約與塑件厚度的平方成正比。
- 開模(tooling) 方式
* 鋼材選擇:模材熱傳導係數越高,將熱量自塑料傳遞而出的效果越佳,冷卻時間越短。
* 冷卻水管配置方式(layout of cooling channels):冷卻水管越靠近模穴,管徑越大,數目越多,冷卻效果較佳,冷卻時間較短。同時搭配3D 異型水路設計加工可以有效消除積熱區域掌握最佳的冷卻效果。
* 冷卻液性質:冷卻液的黏度及熱擴散係數亦會影響到模具熱傳效果。冷卻液黏度越低、熱擴散係數越高、溫度越低,冷卻效果越佳。
- 塑料選擇(material selection)
塑料之熱擴散係數(thermal diffusivity) 定義做:式中塑料熱擴散係數越高,代表熱傳導效果越佳,或是塑料比熱低,溫度容易發生變化;因此熱量容易散逸,熱傳效果較佳,所需冷卻時間較短。
- 加工參數(processing parameters) 設定
料溫設定、模穴(cavity) 及模仁(core) 溫度設定、頂出溫度(ejection temperature) 等。料溫越高、模溫越高、頂出溫度越低,所需冷卻時間越長。以上影響冷卻的效果以水管配置設計最大因素,所以透過CAE 冷卻分析可以快速有效地找到冷卻最佳的設計能夠降低成本提高品質的好方案。■
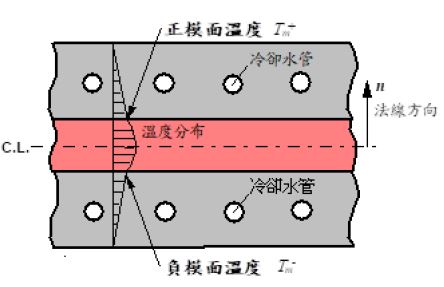
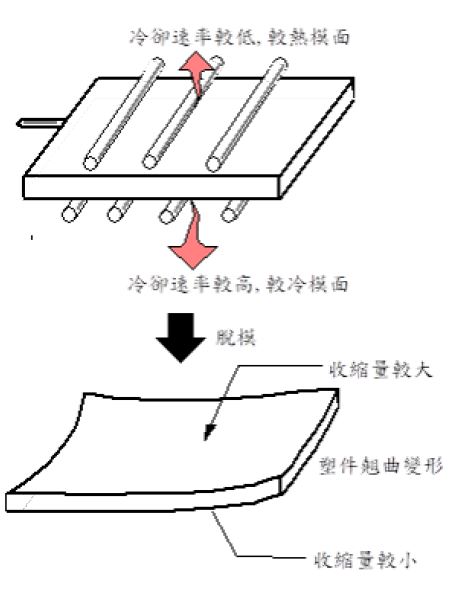
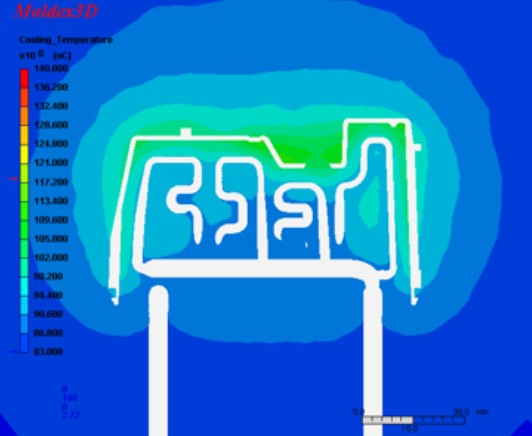
圖3: 正負模面溫度是指公膜母模溫度( 灰色區域),中間紅色區域指塑件本體,溫度往模具表面漸漸降低
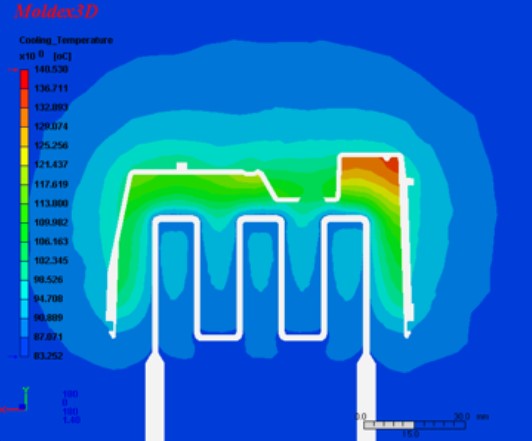
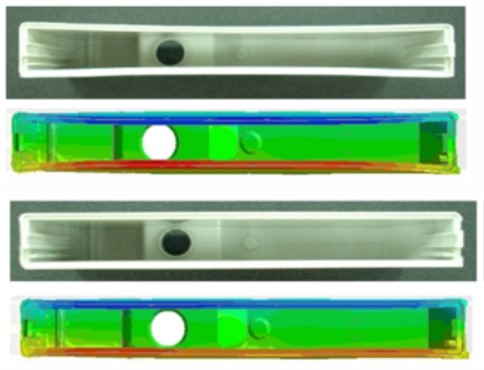
圖4: 水管設計不佳讓正負模面溫度分佈差異變大,造成塑件脫模後往高模溫方向變形