

■ Moldex3D/ 林秀春
第31招、CAE報告撰寫實務篇~【智慧製造篇】
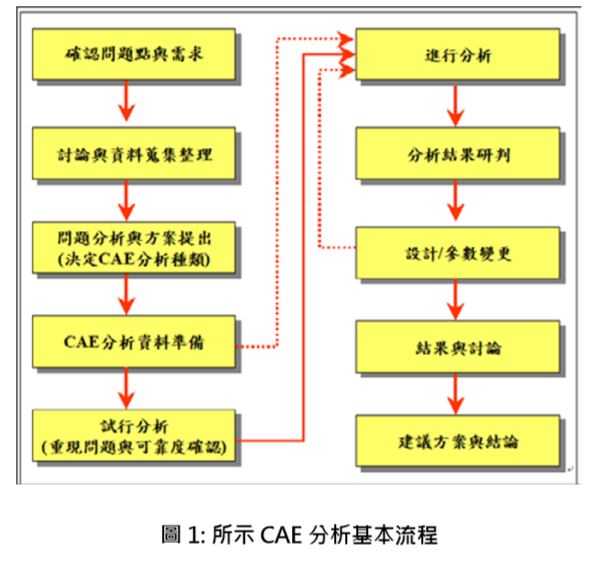
首要確認問題點與需求:進行分析前應確認委託客戶問 題點與需求,在經驗與知識判斷此問題是否可以CAE解 決? 以CAE分析的效益為何時效性與成本考量?
CAE分析資料的準備與確認 :產品/模具的幾何模型/ 材料物性資料/射出機台(特別留意塑膠材料為摻配料 (Blend)或加玻纖的非標準料。) 成型參數或加工條件(注意機台品質,需要機台驗證) 成型條件與現場實際成型參數的差異性。CAE分析的 可靠度是委託客戶最關切的問題之一,因此在進行分析 時,需先對分析的可靠度進行驗證。
CAE分析結果的研判:利用不同組別(改變幾何模型網 格檔案,材料物性檔案,以及成型條件檔案)來模擬不 同的設計方案或參數變更。根據各組別定義的目的(如 肉厚的影響,料溫的影響等)分析結果。例如改變肉厚 後對流動的影響,是否會造成其他問題?原來問題是否 已經克服等。
將分析結果採重點以圖片以及曲線歷程寫在報告中。對 於圖表的說明文字應清楚明瞭,說明分析結果與相關的 分析,應注意內容需對該組別的分析重點與結果詳細說 明,內容應具數據判讀診斷性而非只是看圖說故事。
結果與討論:根據設計變更結果進行研判,評估各設 變/參變方案的優劣點,提出比較及說明。若無明顯 改善問題,需與委託客戶加強聯繫再次構思其他可行 方案重新以CAE分析驗證。
建議方案與結論:根據結果與討論比較各方案優劣點 後,提出具體可行的建議方案與結論,提供委託客戶 做參考。
設計/參數變更的技巧
以節省成本,最短時間,實際可行的方案為優先。 最優先者為加工條件變更。流動的問題以調整料溫跟 射速(充填時間)最為有效,其次為模溫與壓力。冷 卻的問題以調整冷卻時間最有效,其次為冷卻液溫度 及流量大小。若可變更使用塑料。對於流動困難(短 射包封問題)以及翹曲問題這不失為一有效解法。但 加工條件應隨塑料調整。
若以上改善有限只好更改模具,通常為變更進澆位置 及追加澆口數目、流道與澆口尺寸等。對於許多流動 問題如縫合線或包封,以及流道/流動平衡,單藉變 更加工條件並無法改善,變更澆口數目與尺寸為一個 好方法。對於翹曲問題有時重新設計流道系統可以獲 得改善。通常改善幅度最有效就是修改產品肉厚,現在的塑膠品厚度不均厚薄差異大所以對於包封、縫合 線、變形等問題這往往是最有效(且唯一)的解答。 透過CAE結果的分析結果診斷,可以協助你透過相 關數據有效地提出可能解答,以確保實際方案的可行性。
後續追蹤與驗證:交出報告後應進行案例追蹤,若能 參與產品測試或試模,以增強CAE能力並作為將來精 進的參考。
CAE工程師自我成長的方法
充實基本專業知識,如產品/模具設計、塑膠物性、 塑膠加工原理、有關的數值方法概論以及CAE知識。 閱讀相關期刊專書雜誌及相關網站。
多參加相關講習會與研討會。增加與同行交流經驗機 會。多參予現場實際試模及實驗,驗證模擬與實際的 差異,以逐漸累積分析經驗與設計法則。■
