

■ Moldex3D/ 林秀春
第 32招、端子埋入件影響塑膠本體的流動行為 討論篇~【智慧製造篇】
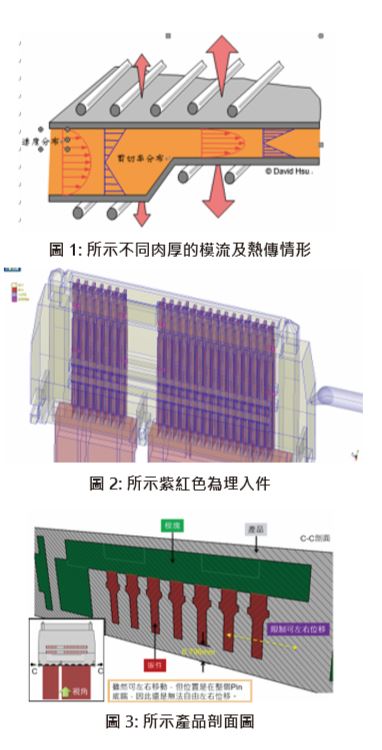
內容說明:塑件肉厚除對產品功能性及機械性質有所影 響外,對於射出成型充填及保壓過程也有相當程度的影 響。對於具有不同肉厚分布的塑件而言,如圖1所示: 厚壁處:流動阻力較低,流速變化較慢,厚度方向速度 及溫度分布較為平緩;同時冷卻較慢,溫度較高。由於 溫度較高,阻力較低,是塑料流動時應先選擇的路徑。 薄壁處:與厚壁處相反,流動阻力較大,速度與溫度分 布變化較尖銳。若塑料維持流動,一般而言剪切率較高 (因為厚度方向速度變化較大),黏滯加熱效應明顯。但 若塑料呈現滯流 (Hesitation Flow) 情形,模具冷卻效應 也較明顯,塑料會很快冷卻,造成溫度較低。因此肉薄 處一般是模流較為敏感而不易控制區域。
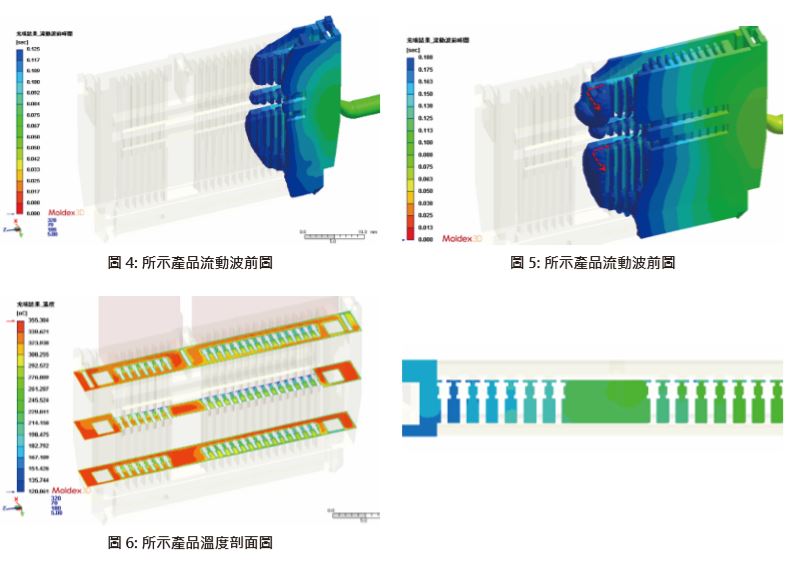
此連結器插槽有金屬件埋入的分析結果如下:
因埋入金 屬件造成兩側塑膠本體的厚度不同。在模穴內流動有很 明顯的差異,充填流動行為在薄肉區有嚴重遲滯現象, 競流效應顯著,如圖6藍色區域溫度過低可能有短射的 風險,圖7的等位現出現包風與結合線的狀況將影響品 質,圖8體積縮收異常圖9保壓的溫度剖面數據差異過 大,圖10整體產品應力值也過大。
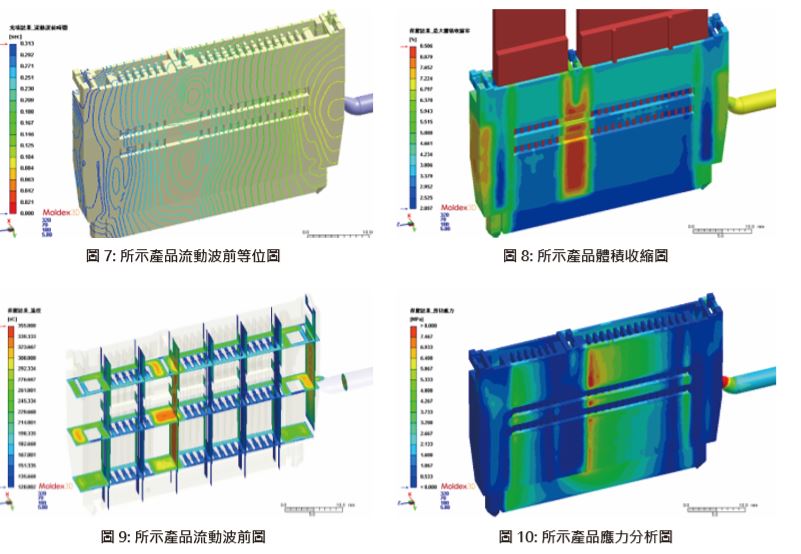
結果與討論:薄肉厚溫度較低,保壓壓力傳遞不易,高溫區域會導致高收縮,遲滯區造成高應力,結合線與包 封將影響產品強度等等。
建議方案與結論:建議增加薄肉厚度,縮短流動差異, 提高保壓效果,改善溫度差異縮小體積收縮率,能有 像改善以上問題。■
