
 Products development and Application of MIM")
■ACMT/ 邱耀弘
(第二篇)為九月刊頁碼:P56-59
接續1.4.1明星產品的紀錄
先來定義一下什麼是明星產品?
(1)有單日數量至少突破5萬件
(2)連續有一年以上訂單持續
(3)至少三家以上大型MIM廠聯合供料或是供應給相同 的客戶。
●智慧手機的支架
✓台灣MIM廠代表:新日興、台耀、晟銘電
✓大陸MIM廠代表:上海富馳
✓年代:2010~2012停產
✓代表材質:Fe-2Ni
✓後加工工藝:CNC車床鑽孔、矯直、拋光、拉絲、 PVD調色、上UV保護漆
HTC在當時的氣勢頗佳,加上智慧手機剛上市具有影片 播放功能,因此在大陸市場的智慧手機都帶有支架,方 便播放影片供一群人一起觀賞,所以僅一家HTC當時就 有不少於十款的支架,其他的手機廠也跟進,其中以圖 1.8的HD-7作為典型代表,這個支架必須在中間讓照相 機鏡頭穿過,強度又能夠維持的夠好,推出大獲好評。 但在消費者的應用習慣上竟然將支架當作螺絲起子,因 此經常發生支架斷裂整機報修的事件,也導致智慧手機逐漸在機身上減少額外機構零件,以避免手機的機構 零件故障或遺失,包含改用固定電池不做交換、不使 用電池後蓋、取消拉伸式的天線、支架改於配件套上、 不再使用觸控筆,以及未來甚至取消Home Key和 SIM卡。
●光纖基座不銹鋼支架
✓台灣MIM廠代表:光弘、多元、日文
✓大陸MIM廠代表:深圳寶田精工、重慶通勝、丹 陽裕橋、焦作強信、東莞昶坤
✓主力CIM廠代表:潮州三環
✓年代:2011~迄今
✓代表材質:SUS-304L, SUS-316L
✓後加工工藝: 磁力研磨、CNC車床或儀表車床當MIM產品被3C的智慧手機和筆記本電腦沖昏頭之 際,在光通訊裝置的方面卻開發出光纖連接器這款項 目,藉著不銹鋼堅固和剛性的外殼體,並且可以在內 部裝置反射鏡使光纖信號可以90度轉接,這在PIM 界也刮起一陣不小的旋風,製造此基座和陶瓷管的公司不在少數,至今也維持一定的數量,可為典型PIM 的長單代表作,PIM業者最需要的便是開發這樣類行 的產品。如圖1.9所示(圖形來源 www.dzsc.com)
圖1.9各種以MIM製造的光纖基座款式,這是典型長 單,不會因為手機某個機種停產而消失的零件,屬於 真正以MIM製造的零件,在沒有MIM製造這產品時, 以CNC加工的方式產量很低
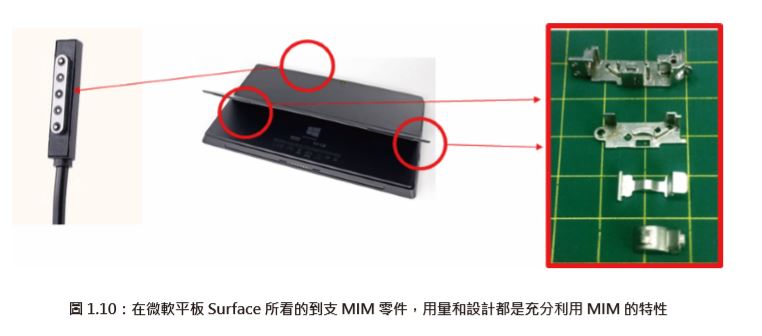
●微軟平板機構配件
✓台灣MIM廠代表: 晟銘電
✓大陸MIM廠代表: 杭州安費諾、常州精研、上海 富馳
✓年代:2012~迄今 ✓代表材質: SUS-17-4PH,SUS-316L
✓後加工工藝: 磁力研磨、平面研磨、整形與攻牙
微軟平板Surface是微軟硬件罕見開發成功且具有量化需求的系統裝置,主要還是搭配微軟作業系統讓這 系列產品能夠和筆記本電腦、桌機一樣,可以用來執 行辦公室的工作以及復雜的遊戲平台,甚至繪圖作 業。就MIM零件,微軟平板的開合式支架所用的特 殊轉軸機構用到4大件組合設計,挑戰比下了蘋果電 腦設計僅採單件MIM零件,也打響了MIM件可以製 作組合件機構的名號,當然,在電源上的接頭,微軟也毫不客氣的採用磁性接頭,拋光的亮度並向蘋果挑 戰,請見圖1.10。
●雷霆接頭 – 蘋果專用USB接口 (蘋果最具代表產品)
✓台灣MIM廠代表: 晟銘電
✓大陸MIM廠代表: 佛山富士康、番禹昶聯、新加 坡道義
✓年代: 2013~迄今 ✓代表材質: SUS-17-4PH
✓後加工工藝: 整形、CNC切削、電鍍、嵌入塑膠 注射雖然沒有突破美國公司以MIM製作打獵用散彈槍彈 丸總數[13],但是雷霆接頭的確是MIM零件有紀錄以 來,單日出貨量超過600萬個和持續六週以上的紀錄 之精密零件。即便到現在,不包含山寨品的MIM零 件,雷霆接頭仍舊有每日百萬個出貨的恐怖數量,代 表兩件事:
(1)大家還是愛用蘋果,不分人種和年紀。
(2)電子裝置一定會壞的,再怎樣愛惜都會壞,所以多 買幾個備用,或是直接買新的。有了這樣的觀念,金錢流通讓經濟變好,也增加就業機會,當然也增加MIM產品的使用量。圖1.11所示,正廠的雷霆接頭在 MIM廠製作後,必須交到蘋果指定的二加工廠進行 CNC側壁銑平削薄,然後再經過電鍍衝擊鎳以保證品 質,相當繁瑣的製程!
● SIM卡托、鏡頭裝飾圈與按鍵(電源開關、音量大 小)
✓台灣MIM廠代表: 新日興、晟銘電
✓大陸MIM廠代表: 深圳鑫迪、歐達可、富優馳, 東莞勁勝、環巨、常州精研、上海富馳 ✓年代: 2014~2015迄今 ✓代表材質: SUS-17-4PH,SUS-316L ✓後加工工藝: 磁力研磨、整形、噴砂、高光切削、 PVD、抗指紋油、絕緣漆、雷雕。


如圖1.12所示,這是中國智慧手機MIM零件三兄弟, 是以SIM卡托最具代表特性,所有困難的二次加工和 MIM的挑戰都在此一零件看的到,極薄的特徵,很 長的尺寸以及各種複雜的裝飾,由於沒有辦法採用如 蘋果SIM卡採用CNC加工的方式,中國產的手機採 用HTC的設計概念確改變材料以較硬並帶有導磁性 的17-4PH取代了316L,帶動整個業界應用設計,由 單卡到現在的雙卡,讓整個中國的60%MIM廠都依賴這一個產品系列為生,加上鏡頭裝飾圈與不會掉色 的金屬按鍵,金屬系列機殼的智慧手機,確實在2014 年把龍頭蘋果和三星嚇出了滿身冷汗,中國製的智慧 手機從此躍升上國際舞台,令人驚豔的高品質和適當 的價位,自然缺少不了MIM零件的貢獻。
●多鏡頭裝飾圈與保護支架
✓智能手機品牌:APPLE, VIVO, OPPO, 華為, 小米
✓MIM代工廠: 台灣台耀、深圳鑫迪、東莞華研、環巨、常州精研、上海富馳
✓年代: 2017~迄今
✓代表材質:SUS-316L, Panacea,ASTM F75
✓後加工工藝: 磁力研磨、整形、噴砂、高光切削、 PVD、抗指紋油、絕緣漆、雷雕
進入2017年下半年,當MIM卡托逐漸走入歷史之際, 多鏡頭裝飾圈與保護支架的需求又興起,帶頭者正是 我們熟知的APPLE的iphone系列,這家地表上最敢 冒險的公司在帶來一項創新,毫無例外的,現代化手 機最重要的功能除了通話之外,隨時隨地拍照並展示 給親友,相信是目前最多人使用的,分享人生並且紀 錄生活的喜、怒、哀、樂;因此,一般人的拍照技術 不比專業照相師,但聰明的手機工程師知道如果把手機照相的功能逐漸往專業相機靠攏,再加上應用程式 (APP)的協助,這兩個要素的結合:聰明拍照+修改照片,立刻成為智能手機的重要功能,也成為製造廠 商兵家必爭之地,多功能鏡頭的出現,也就不令人意 外了。
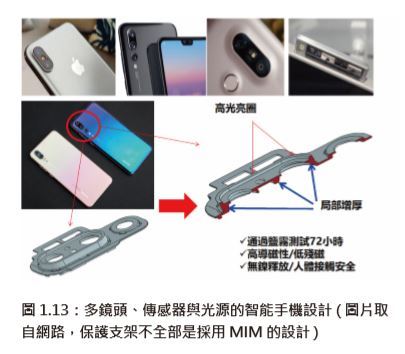
那麼如何實現智慧手機具有專業的相片?多鏡頭加上 多傳感器與多光源補強,便實現了這樣的〝模擬”需 求,利用不同的幾個相機鏡頭處理不同的影像需求, 最後結合影像處理軟體,不但能夠縮減專業相機體積 笨重的缺點,智慧手機的軟體讓每個手機持有者可以 拍攝滿意的照片,實在是科技造福人群的最佳案例。 因此,必須要有足夠堅固的支架保持每個鏡頭、傳感 器與燈光源的相對位置如圖1.13,其要求如下:
✓保護支架必須有高亮度外觀,搭配智能手機必須維 持科技感
✓高強度與硬度,抵抗外力防止變形,例如手機被放置褲子後口袋的彎折、掉落地面的衝擊
✓使用的金屬沒有殘留磁性,以防止變焦線圈作用後 有殘磁影響,智慧手機訊號傳輸或是影像品質
✓接觸人體時不能造成過敏源,出口歐盟必須符合無 鎳要求
✓不生鏽,需要通過鹽霧48小時甚至更長時間要求
✓每日交貨可短期爬升一日50萬件
Dr. Q想不出有哪一種製程可以同時滿足以上如此嚴 苛要求,相信讀者也認同只有MIM才辦的到,歸納 了客戶設計我們提供了三種材料如表格1.1所示,其 中的 PANACEA 和 ASTM F75 都是在近幾年才被發 掘出來的新材料,發掘者也正是因美國蘋果公司的 要求而找到這兩支較少用於MIM產業,但是材料卻 已經存在至少超過20年以上(專利期限都已經超過) [14,15]。 表1.1使用於多鏡頭模組的MIM保護支架的材料選擇
1.4.2 MIM產品的展望
在Dr. Q完成這本書大概就已經是進入了2019年底 了,實際撰寫是在2018年下半年秋天開始,所以這 裡寫的是未來事件簿的紀錄,希望讀者能夠見諒當預 測失準。以下是Dr. Q對MIM產品展望的預測:
●3C產品對於MIM微型齒輪的需求逐漸上升,MIM 凹凸輪摩擦件在動作後因磨耗常常容易發生噪音、塑 膠齒輪的強度不足,機構工程師發現齒輪組合機構的 噪音小、磨耗少,對於經常開合的慢轉速機構逐漸改 用金屬齒輪,這是MIM的新機會;2018年已經有滑 蓋智能手機(OPPO)率先採用齒輪組合設計,筆記本 電腦則早在2017年底逐漸有出現使齒輪設計。
● MIM微型齒輪在小直徑(D>10mm)與小模數 (M<0.5mm),MIM製程技術有可能改寫小模數齒輪 原來由工程塑膠一枝獨秀的局面,因為MIM的精度 和材質特性都優於工程塑膠,但是生產技術上齒輪模 具的製造商將扮演重大角色。
●智慧鎖具逐漸由傳統粉末冶金、鋅合金壓鑄、精 密鑄造等製造方式,改變使用MIM的製程在於免 電鍍的不銹鋼材質應用,預計在鎖具上MIM的不 銹鋼 304L、440C、420J2 和大眾情人 17-4PH( SUS 630),會在2019年佔據更多鎖具的市場。
● MIM零件進入汽車應用仍舊是頭痛的領域,主要 在於目前大中華地區MIM廠家集中於3C產品的應用,對於汽車產業要求的機械性能、燒結件的晶粒尺 寸和耐熱疲勞,仍舊無法超過鍛造件;其他仍被印度 長期佔有現有市場,主要在於英語系的罩門,大中華 地區的全球汽車MIM零件合格直接供應商為零家。
● MIM醫療器件可望增加,但能夠符合美國FDA標 準的廠商仍舊在大陸地區沒有一家,與汽車零件相同 的處理;但沒有經過FDA標準的醫療器械市場會逐漸 上揚,不過並不是安全的作法,國際上買不起美國製 器械轉的國家向大陸與台灣購買,但是必須擔心失效 的嚴重醫療糾紛。
● MIM 粉末將會投入粉體床 (Powder Bed) 技術的 3D列印製程,有可能成為二步式製程(第一步3D粉 體床打印生坯、第二部以MIM的脫脂和燒結協助3D 打印生坯固化並成型),可以使金屬與陶瓷3D打印佔 據更多的少量多樣的產品與零件市場的份額。
參考文獻
[3]. R.M. German, “MIM 17-4 PH Stainless Steel:Processing, Properties and best Practice”, Powder Injection Molding International, Vol.12 No.2, June 2018, page 49~76. [4]. 陳良榕,王建棟, “博士黑手 打造夢幻iPhone 6”, 天下雜誌第560期, 2014-11-11出版 [5].黃坤祥,”粉末冶金學”, 中華民國粉體及粉末冶金協會出版,ISBN: 978-9-5797-7318-8, 2001第一版, 2003第二版,2008再版, [6]. 黃坤祥,” 金屬粉末注射成型 (MIM)”,中華民國粉體及粉末冶金協會出版,ISBN: 978-9-5797-7317-1, 2013年第一版。 [7]. Maw Ling, Wang; Rong Yeu, Chang; Chia Hsiang, Hsu; “Molding Simulation Theory and Practice”, HANSER, ISBN: 978-1-56990-619-4, 2018 [8]. 王茂齡、張榮語、許嘉翔 模流分析理論與實務,Moldex 3D 科盛科技,ISBN: 978-9-5711-9739-5, 2018 [9]. Photo from Parmatech Inc, and MPIF, ”Metal Injection Molding in the aerospace industry”, 1979. [10]. 邱耀弘修改,資料来源自http://www.jpma.gr.jp/technology/mim/ [11]. Photo from Shindy tech, Powder Injection Molding International, Vol.12 No.2, June 2018, Cover page. [12]. F. Petzoldt, ”New Developments and Trends in Metal Injection Molding”, Fraunhofer Institute for Manufacturing Technology and Advanced Materials IFAM (Germany), Japan, 2012.6. [13]. R.M. German, ”Powders, Binders and Feedstocks for Powder Injection Molding”, Powder Injection Molding International, Vol.1 No.1, March 2007, page 34~39. [14]. Marcel Sonderegger, Bruno Spruengli,“Optimised Sintering and Heat Treatment of the Nickel-free High-Nitrogen MIM-Steel X15CrMnMoN17-11-3”, European Powder Metallurgy Association, Powder metallurgy congress & exhibition, Euro PM2006, Page 31-36. [15]. Material introduction of Arcam EBM system, “ASTM F75 CoCr Alloy”, www.arcam.com, Swden. ■
