
■ Moldex3D/ 林秀春 協理
【內容說明】
模具的流道在高速射出下會有高摩擦剪切生熱,造成模穴內流動的變化。應用模流軟體發現射出品質不穩定的狀況,以找出造成流動不平衡的問題。塑料在流道內摩擦剪切生熱產生不同性質之溫度對流動的影響,熔膠流動截面的流變特性變異(Rheological Variations) 如下:
1. 剪切生熱(Shear Heating)
2. 剪切稀薄(Shear Thinning)
3. 熱變異(Thermal Variation)
然而掌握精確的網格(圖1)就能掌握正確的分析結果。在圖2 中,我們可以透過模流分析發現在主流道有剪切生熱溫度環,分流後成為C 型環不同溫度的分佈情況。而圖3 則是現場實際開模射出的短射物品案例,從圖中可以發現幾何完全對稱,但是射出成品卻有明顯大小差異,如流道長短腳、相同模穴卻體積不同,或左右對稱面積有差異。
案例說明與分析:
流道屬壁薄區域因為成本考量,所以為省料設計之情況下,往往設計得又細又長,因熱傳快速、溫度下降快速、流動阻力較大,流道內摩擦剪切生熱產生不同性質之溫度影響流動。
流道本身的摩擦生熱可以高達30~60° C,隨流動長度增加形成高溫圓環,並在次流道分流時,導致出現C 型環不同溫度的分佈現象,C 型環溫度差異越大,流動的差異越明顯。
如圖6 為光學鏡片精密產品的一模四穴模具,它的優點如下:
• 幾何平衡設計;
• 模具結構良好;
• 冷卻水路設計良好。
但是卻也有下列幾項問題:
• 內側模穴充填仍然較快 ,結合線偏一邊;
• 內側模穴成品比外側模穴成品重,品質水準落差大,無法四穴成品全部合格。
結果與討論:
因為流道剪切生熱所造成的溫度影響流動,進而影響整體保壓的進行,通常高溫區保壓效果好成品較重,而分配低溫則成品重量輕,所以會導致成品品質不穩的問題。流動不平衡對產品 、製程、生產力的影響重大 。業界針對以上問題都有自己的一套經驗法則,但改善效果卻是十分有限,這時便可以透過專業團隊進行技術討論與模具設計製作,以找到好的設計方案可以確保模具射出成型的品質,以及穩度的生產。對於上述討論到的問題,這邊提供各位讀者一個專利設計參考「熔膠翻轉(B.T.I)」,至於詳細內容就留待下次再為各位詳細說明!■
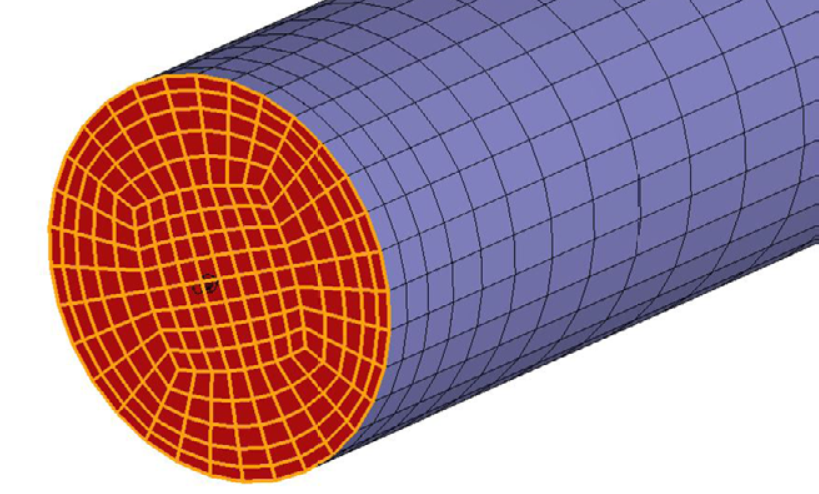
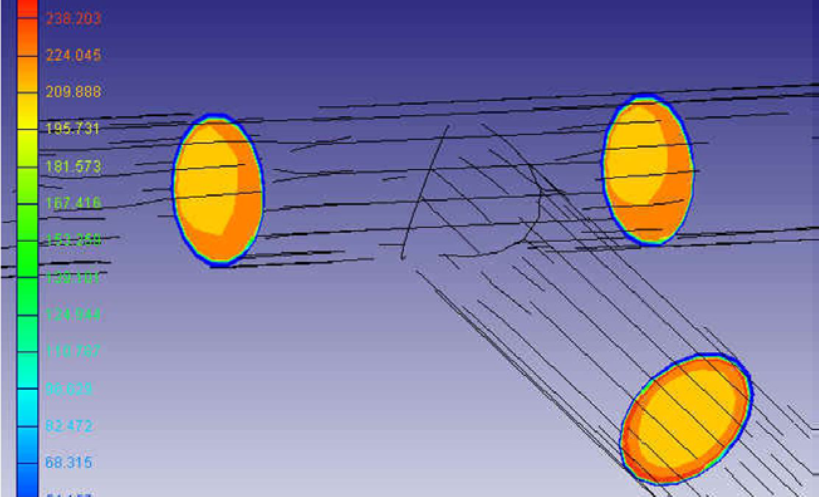
圖1:精確的分析網格;圖2:模流分析在主流道有剪切生熱溫度環,分流後成為C型環不同溫度的分佈情況

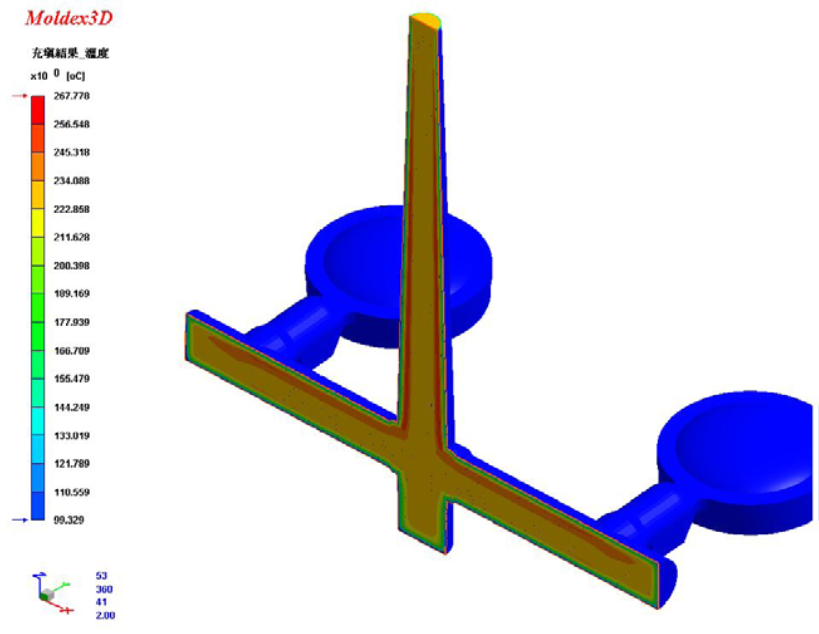
圖3:圖為現場實際開模射出的短射物品案例,幾何對稱;圖4:流道剪切生熱溫度分佈
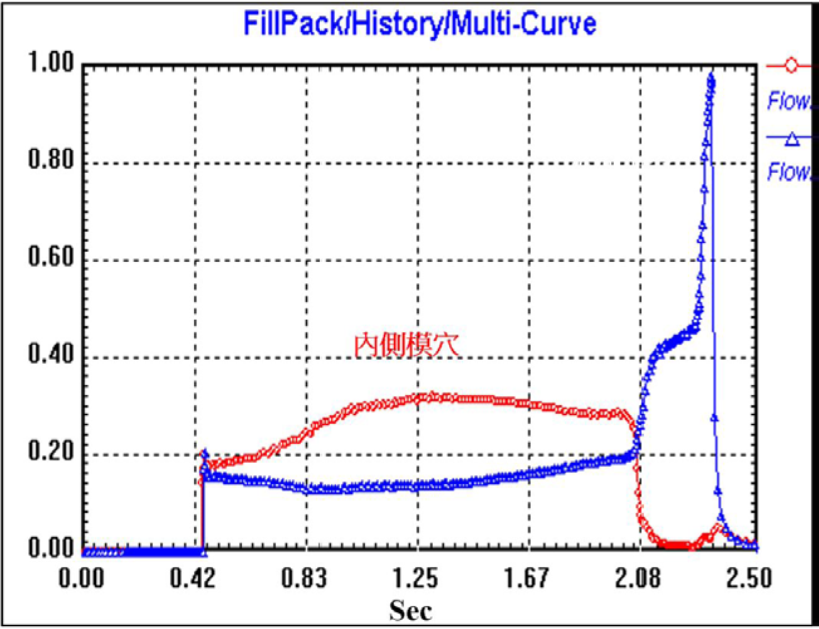
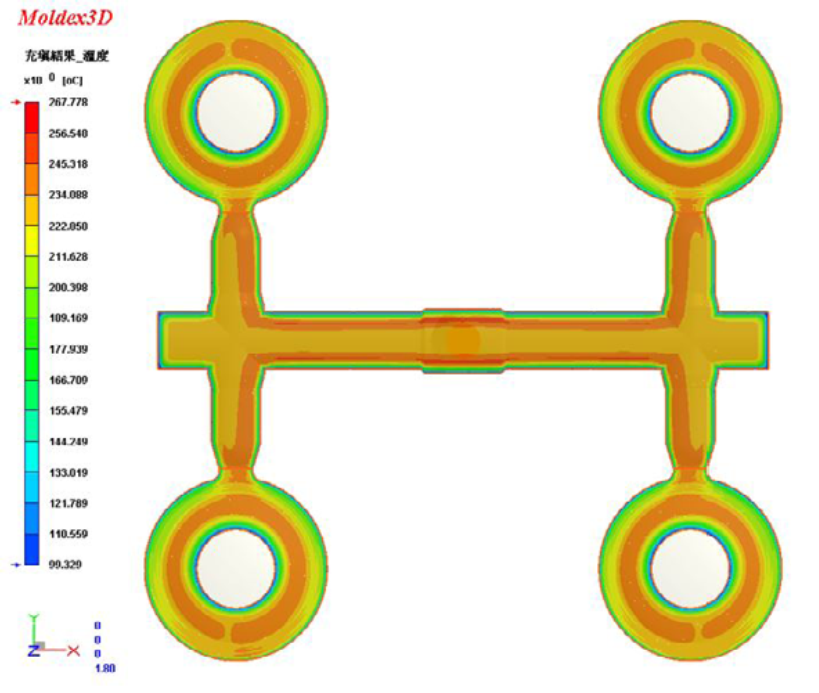
圖5:由模流的感測器了解產品流率差異分佈;圖6:流道剪切生熱溫度分佈影響模穴內流動有偏一邊情況
