■型創科技 / 許貿欽 研發副理
疫情過後,生存之道在哪?
2020 上半年,COVID-19(新冠肺炎)疫情蔓延,全世界面臨相同的困境,疫情雖然沒有對台灣造成大規模的傳染,僅有少數的境外移入病例,但對傳統製造業而言,卻也導致消費性產品的市場需求降溫,產業年產值減少 3%~18% 不等,射出工廠的上游廠商遍及機械設備業、汽車及零件業、各種消費性產品產業等。在此種困境下,將會面臨更嚴苛的成本競爭,以及更多的削價競爭。此外,來自海外的訂單受疫情影響,甚至可能導致訂單停止,所以找出生存之道是 2020下半年能否突破困境的關鍵。
「數位化」加上「管理」= 生存之道?
在找到射出工廠的生存之道前,首先得知道問題所在。舉個例子,一個體弱多病的人,想長壽、想正常生活,就得對症下藥,找出病因後,改善問題甚至根治它,才能達到長壽、正常生活之目的。射出工廠也是如此,從業務接單到生產出貨,牽涉到的環節、變因太多,每個環節都可能出問題,一個個問題累積起來,最後可能導致無形之中的損失甚至大於獲利,白話來說就是「瞎忙」,長期這樣下來,工廠總是很忙,但回首發現公司的成長好像原地踏步,想要進步更是找不到真正需要改進的地方。
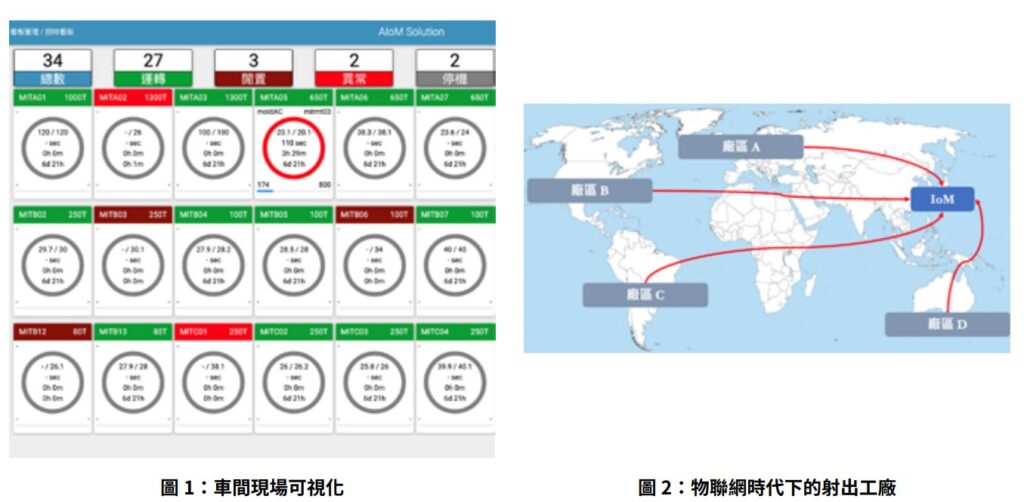
那如何找出射出工廠的病灶?射出工廠可以分成兩個部分來看,各別有其重視的地方,其一,從「管理者」層面來看,重視的無外乎就是「生產效率」。其二,從「車間現場」的層面來看,最需改進的是「溝通的效率」。
射出機在坊間被戲稱為「印鈔機」,假設印出一塊錢,需要花一塊錢甚至更多的成本,這家射出工廠該如何賺錢?為什麼會發生這種情況,太多隱形的成本沒有被管控到,讓一張訂單從估價開始就是錯誤的評估,生產中所耗費的時間、人力也被錯估。這些接單到出貨牽涉到的問題點,換句話說就是隱形的成本,該如何被管理者看見?利用數據提升管理層面、廣度,才可以有機會解決這些問題,最終達到提升射出工廠的「生產效率」。
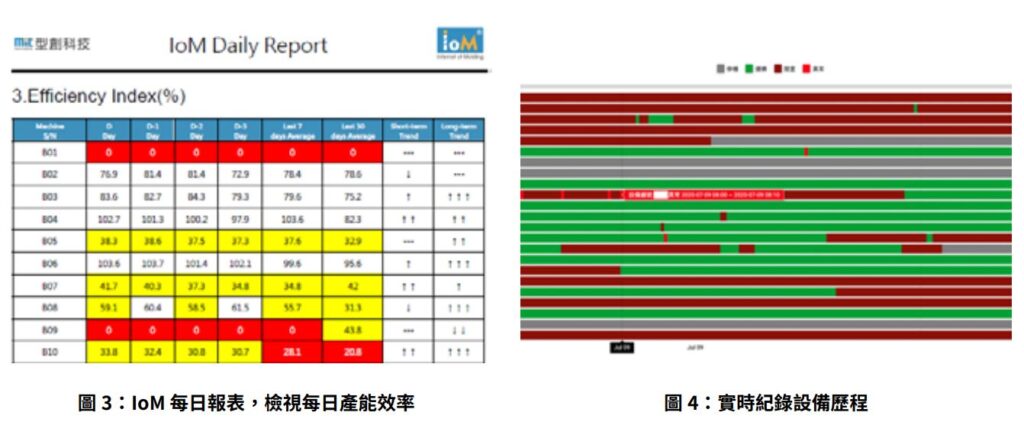
那麼何謂射出工廠的「生產效率」呢?答案是整體設備效率 (OEE),可以讓管理者直接從單一設備或者整個工廠的效率做出評斷。OEE 包括「時間效率 (A)」[1]、「產能效率 (P)」[2]、「製品效率 (Q)」[3],每一個數值都擁有其獨特的意義及分析方法,但簡單評斷生產效率的方法就是三者的乘積 (A x P x Q),而過往這些數據皆是以人工抄寫設備生產數據的方式進行計算,難免會發生錯誤,不合理的數據還要回去查找問題,一來一往更是損耗時間人力成本,更重要的問題是,還需要特別花人力到抄寫數據上,更多時候是,夜班人力減少後,乾脆就不抄寫數據了,這樣又會有更多問題沒有被看到。
綜合以上,可以發現到問題還是在人身上,「如何取代人工抄寫」是一個議題,「如何利用數據來管理」也是一個議題。在人工抄寫的部分,以型創科技的「IoM 射出機聯網」為例,透過將採集機上盒 (Smart Machine Box) 安裝至射出機中,24 小時不分晝夜自動採集設備的生產狀態,並將資料回傳至服務器進行分析得到「生產效率」,這就是「數位化管理」的第一步。
解決射出工廠的困境
前面篇幅提到的射出工廠的問題,「IoM 射出機聯網」(以下簡稱 IoM)提供一套完整的解決方案,也是一套 IT、OT 的整合型服務,IT 的部分提供製造執行系統 (Manufacturing Execution System) 來進行「生產管理」,OT 的部分將設備聯網並採集生產資料,將射出機的生產「可視化」。
以下來了解 IoM 是如何利用「生產管理」及「可視化」來提升「生產效率」,首先來看一個塑膠製品的生產流程,從訂單、製令單、預排程、現場生產、品質檢驗、入庫,再到出貨,在這個過程當中,IoM扮演的角色不盡相同,前三個部分,「訂單、製令單、預排程」如果沒有一個妥善、高效率的安排,往往就會導致一些隱形成本的產生,IoM IPS 智慧排程(Intelligence Planning and Scheduling) 利用歷史數據與即時狀態來最佳化生產排程,IPS 所考慮到的條件包含到班別、製品、模具狀態、射出機狀態、假日、原料狀態等,透過這些條件進行最有效率的排程,類似傳統的物料規劃導向,以不浪費現場師傅換線時間為原則。剩下的四個部分,「現場生產、品質檢驗、入庫,再到出貨」,IoM 的「可視化」作為車間現場與生管人員的溝通橋樑,並主動通報各類型的異常,不必再透過兩次傳達才能讓管理者知道有異常,並能夠在第一時間將決策提供給車間現場。
結語:用數字做決策,提升「生產效率」
針對 OEE 的三個指標,A、P、Q 又該如何從數據上找出提升的端倪,IoM 另提供各種不同維度(製品、模具、設備、班別、任務、異常、原料、排程)的數據分析,可以簡單從數據中看到一些常發生卻又不該發生的問題,例如:設備閒置過久導致 A 指標的低落。IoM 透過現場的回報,可以自動將其關聯起來,也許是模具久未保養,也許是原料領料的問題,列出所有可能的問題,一個個排除以達到提升 A 指標的目標。P 指標的低落,可能來自於作業員的不穩定,透過IoM 找出此問題後,可以將此當為作業人員的績效,有這個依據後,A 指標、P 指標達標後,基本上已經達到時間上的高效率。那 Q 指標該如何提升? IoM 提供另一個 S 指標(Stability),代表著射出機生產時的穩定度,作為參考的依據,也可以做一些分析,例如:S 為高水平,但 Q 卻低落,那很有可能是模具上有不穩定的因素存在,可能久未保養或者開發時就存在著瑕疵。■
補充說明
[1]時間效率 A,以「負荷時間(或稱為上班時間)」為分母,「負荷時間減去射出機閒置或異常的時間」為分子,得出時間效率 A。
[2]產能效率 P,以「運行時間(或稱為稼動時間)」為分母,「運行時間的標準產能與實際產能的比率」為分子,得出產能效率 P。
[3]製品效率 Q,以「有效時間」為分母,「製品的入庫良品數量與實際生產數量的比率」為分子,得出製品效率 Q。