

■型創科技/ 劉文斌 技術總監
液態矽烷橡膠的特性
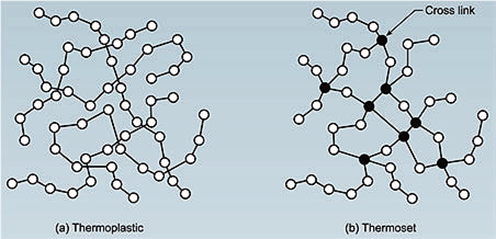
液態矽烷橡膠(Liquid Silicone Rubber, LSR) 是種無毒、耐熱性、具高回彈性的柔軟熱固性材料,其流變行為的主要表現為具低黏度、可快速固化、剪切稀化現象以及較高的熱膨脹係數值。LSR 是以鉑金(Pt, Au)作為催化劑的兩液型快速固化材料,可採射出成型加工方式來成型,射出成型方式可達到大量製造、快速交聯固化,以及可重複性的穩定生產等加工優點。
LSR 塑料的射出產品具備較好的熱穩定性、抗寒性與優越的電氣絕緣性,燃燒時也不會產生有毒物質。LSR 塑料的應用領域極廣,舉凡健康用品、汽車、嬰兒用品、醫療用具、潛水用品、廚房用具,以及密封性應用產品等,LSR 塑料都是在現階段生產設計中不可取代的材料。
LSR 的成型加工製程
液態矽橡膠LSR 的成型加工只需要三個步驟:「計量混合」、「模塑成型」、「熟化定型」。液態矽橡膠LSR 具優異的流動性,在模具中固化後具有堅固性和柔韌性,使LSR 射出產品可進行非常態的細部結構與倒扣等設計,這是其它射出材料,如塑膠或熱塑性彈性體等所無法做到的。LSR 通常是以射出機射出成型,其成型設備與熱塑性塑料常用的加工設備相似,但對於細部的要求卻不全然相同。
LSR 塑料為雙液型或雙成份组成的液態原材料,分A液成份和B 液成份,市售包裝最常使用是20 公斤(約5 加侖)提桶或200 公斤(約55 加侖)圓桶包裝。提桶或圓桶組件放置在配有精確隨動板的高壓泵中,以通過精確的高壓控制泵將黏性組分從包裝圓桶推出,利用混合裝置精確地將A、B 液成份以1:1 比例充分混合。此外,因部分產品為有顏色的設計,所以可加裝配有色料的加色泵组及顏色計量裝置,將A 液、B 液、添加劑、色料等在靜態混合器中充分混合後導入塑化系統。在混合系統中,冷卻介質必須確保混合物能保持在受控的冷卻溫度(10~20℃ ) 下,以抑制交聯或固化反應提早發生,冷卻狀態下的LSR 混合物可保持穩定長達數天。
LSR 專用的塑化螺杆同時具有均勻化、混合的功能,通過螺杆將混合料射出到成型高溫模具中,在模温170 ~ 200℃條件下,觸發起始交聯反應使矽膠材料發生固化反應成型最終產品。當LSR 模具使用冷流道進料系統時,值得注意的是流道要足夠低溫且足夠冷。此外,為避免漏料或漏膠,針閥裝置會安裝在模具部件表面,射出完成後,針閥立即將封閉射嘴。
LSR 的成型加工設備考量
液態矽橡膠射出成型機的關鍵組成
- 由於LSR 塑料的低黏度特性,在加工過程中要考慮材料的回流和逸漏,因此對射出螺桿的密封要求非常重要。
- 為防止LSR 塑料的感溫過早固化,射出機與模具間的隔熱設計相當重要,最好是採用針閥式射嘴,當射膠完成後立刻封閉噴嘴。
- A 液、B 液兩組成成份的混合、計量裝置。
定量供料系統
定量供料系統共有下列幾種形式可供選擇:
- 雙向泵可上下移動送料,能夠有較好的穩壓效果,藉由A 液、B 液泵間相連接,同步由液壓氣動機構進行控制,因此此種形式的供料系統可較精確的控制計量且可靠性較高。
- 單向泵是種通用型,只能單項選擇送料。
- 帶有止逆閥的同步單向泵。
- 計量筒系統主要與單向泵互相配合使用。
模具的設計
在設計考量上,一般有以下幾種形式:
- 熱流道形式比較浪費物料,設計簡單,成本低,多用於大型件產品。
- 有針閥的冷流道可實現自動化,成型週期短。
- 無針閥的冷流道系統,由於LSR 塑料的膨脹係數較高,加熱時會發生膨脹,冷卻時卻有較微小的收縮,因此成品不能在模具中保持精準的側邊距,所以較建議採用針閥式冷流道系統來進行加工。
- LSR 塑料應保持較低溫度和流動性,冷流道採閉合式系統,在射出加工週期中,閉合系統在每一個流道中都採用「封膠針」或「針形閥」來控制LSR 材料的準確計量。

由於矽橡膠具顯著的受熱膨脹特性,收縮率為2 ~ 4%(反應固化温度為150℃),同時矽橡膠具有受壓變形的特點。LSR 塑料流動/ 反應固化的分析如下:
- 液態矽橡膠的反應固化化學反應,需要一定的反應時間。
- 理想的流動場( 流長比),在直徑2mm,170cm 長度的流道中,LSR 熔膠的流動距離可超過100cm (L/t >500) 。
- 最小厚度1/1000 mm。
- 模温過高會導致反應交聯固化提早,從而引起流動受阻。
- 層流形式可避免產生氣泡。
- 高速射出會導致擾流形式流動。
- 物料的黏度會改變流動的模式。
- 湍流或擾流形式容易導致白點。
基於上面的分析敘述,在模具的設計上要注意以下幾項重點:
- 為避免擾流和噴流,應使用較小的針點或翼狀小進澆口。
- 用T 型導向栓代替柱形導向栓,以增加模具定位精度。
- 應加裝隔熱層或隔熱板。
- 不要使用含聚合抑制劑的防鏽劑/ 油,一般可用甲苯、二甲苯等擦拭模具。此外,固化的LSR 容易沾黏在金屬表面上,應用上最為普遍的脱模技術包括頂針頂出和空氣推頂。通過以上資訊,可以看到矽橡膠射出成型技術主要解決的問題是在於其混合、計量部分,以及螺杆的密封與模具的設計。




結論
液態矽橡膠(LSR) 的射出成型加工因為是屬於較獨特的加工技術,所以需要對LSR 材料有基本認識,且在產品設計、模具設計與生產加工上給予適當與正確的設計與規劃,能充分理解LSR 射出成型與生產製作流程設計的原則,就可避免出現產品問題,生產高品質、高效率的LSR 產品。LSR 材料的射出成型加工在目前算是一項經濟效益還不錯的市場,而且產業上對於LSR 產品之需求也有越來越多的趨勢,新應用產品也會越來越多,這勢必會引導更多成型加工業者投入LSR 的產品生產,也會讓液態矽橡膠(LSR) 射出成型加工產業鏈與市場更加茁壯。■
