

■雲林科技大學 / 曾世昌 教授
摘要
由於3D 列印技術發展飛快,使得設計者能夠利用3D 金屬列印,來設計出更加符合要求的油路,在設計時能夠貼近產品輪廓,藉此來解決產品死角與積熱的地方。在幾何形狀越複雜的產品會更加明顯,而這類型的水路設計通常被稱為異型油路(Conformal Cooling)。
利用3D 金屬列印來製作加熱油路將可以有效減少加熱時間,以及均勻給予模具熱量。加熱時間減少將可以縮短整個生產週期,增加生產效率;而均勻給予模具熱量,則能使模具內溫度分佈較為平均,以此避免產生翹曲。因此藉由3D 金屬列印來製作加熱油路以有效改善上述兩點,並以此達到縮減加熱時間和改善產品品質之目的。
本研究是將相同尺寸的產品,在不同管路設計下和不同條件參數設置下,使用油當作加熱液。觀察產品透過油加熱熟成後,比較不同油路設計,其熟成速度的快慢,以及熟成後的溫度變化和體積收縮率變化,藉此來找出最佳化的油管設計。
研究目的
在射出成型過程中,冷卻時間往往佔成型週期的一半以上。而傳統水路由於其加工方式,往往難以貼近產品的幾何外型,容易使產品在模穴中產生積熱現象,造成產品冷卻溫度分佈不均,也因此容易發生翹曲現象。為減少冷卻時間與減少翹曲產生,設計者以3D金屬列印設計出更加符合要求的水路,藉此解決產品死角與積熱的地方。
本研究利用CAE 模流分析軟體分析在不同管路設計下,使用油當作加熱液,觀察產品透過油加熱熟成後,比較不同油路設計,其熟成速度的快慢,以及熟成後的溫度變化和體機收縮率變化,藉此來找出最佳化的油管設計。
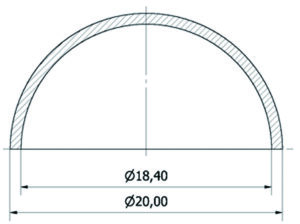
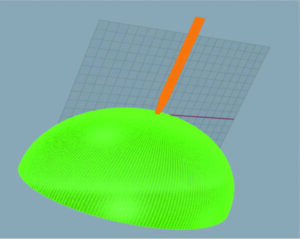
圖1:產品尺寸圖 圖2:成品網格模型圖
研究方法
研究方向
由於傳統水路相較於異型水路,難以貼近產品幾何外形,所以傳統水路的溫度分佈會較差,因此其體積收縮率也會較差。而同樣的問題也反映在了熟化程度,本研究主要針對不同管路的配置進行探討,比較其各自對產品的熟化程度和體積收縮率,並從中找出合適的方案。
模型幾何
模型幾何的探討項目可細分為「產品幾何」、「材料分析」、「油路設計」、「參數設定」。
• 產品幾何:產品件名稱為「半圓球殼」,球殼直徑為20 cm,厚度為8 mm,產品尺寸圖如圖1 所示。網格型態為Moldex3D-Mesh,其總網格數為396169,產品的網格模型圖如圖2 所示。
•參數設定:為檢測傳統油路與異型油路的轉化率,依表1 參數進行比較。
結果與討論
藉由圖5、圖6 能清楚知道冷澆道在模具內能確保液態矽膠在射出成型的過程當中,避免高模溫而導致澆口固化,同時也能了解傳統油路與異型油路模具的溫度分佈狀況。
成品轉化率分布
圖7、圖8、圖9 為異型油路轉化率分布圖,藉由三張圖片可以得知,從油溫來看,隨著溫度的增加,其成品的轉化率效果越好。
傳統油路與異型油路轉化率分布
藉由圖10、圖11、圖12 中傳統油路與異型油路轉化率之分布,可以從數值中看出異型油路轉化率相對高於傳統油路。
溫度分布
表2、表3、表4 為不同油路在相同的油管溫度下,其各自的冷卻溫度分布。從溫差及標準差來看,數值越小代表其溫度分佈越平均,也代表其溫度均勻性越好。
體積收縮率
顯示由高溫、高壓狀態下冷卻至常溫常壓下的體積變化百分比,若為正值代表體積收縮,而負值則代表可能由於過度保壓造成的體積膨脹。圖13 分別為兩種水路配置的體積收縮率分布圖。
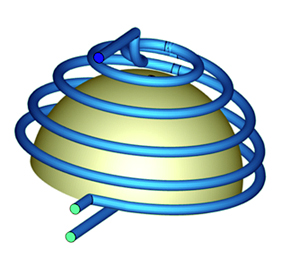
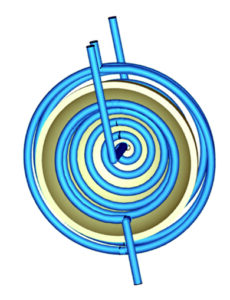
圖3:外部異型油路 圖4:內部異型油路
而表5、表6、表7 則為不同油路在相同的油管溫度下,其各自體積收縮率的分布情形。從標準差及差值來看,標準差越小,代表體積收縮率越均勻,不均勻的體積收縮率分布會導致塑件翹曲與脫模變形。
結論
透過本次實驗,一共得出下列三項結論,敘述如下:
• 藉由Moldex3D 分析模擬異型油路相對於傳統油路,可得知異型油路由於接觸面積較大,故熱傳導效果較佳。
• 較高的油溫能使成型品增加熟化速率,並減少產品生產週期。
• 依分析結果,可得知在相同油溫下,異型油路能將熱能均勻傳導於成型品,熟化分佈較為均勻,體積收縮率較小。
本文由曾世昌 教授與廖健何、林昱圻兩位碩士生所共同撰寫。
參考文獻
[1].陳君弦,〈異型水路應用於U 型版之冷卻效益與翹曲之研究〉,國立雲林科技大學,機械工程系碩士論文,(2016)
[2].X. Xu, E. Sachs, S. Allen, M. Cima, “Designing conformal cooling channels for tooling”, Solid Freeform Fabrication Proceedings, pp.131-146,1998.
[3].盧立軒,〈應用異型水路設計對球狀結構射出成型品質之研究〉,國立高雄應用科技大學,模具工程系碩士論文,(2012)
[4].H. S. Park and N. H. Pham, “Design of conformal cooling channels for an automotive part”, International Journal of Automotive Technology,Vol. 10, No. 1, pp. 87-93, 2009.
[5].A. B. M. Saifullah, S. H. Masood, “Finite element thermal analysis of conformal cooling channels in injection moulding”, 5th Australasian congress on applied mechanics, Brisbane, Australia, 2007
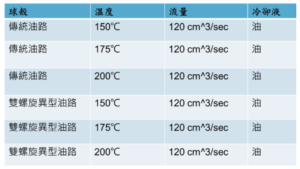
表1:加熱油路參數設定
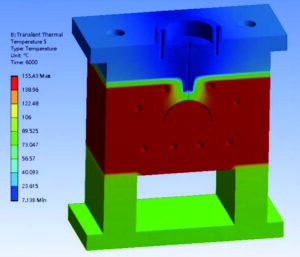
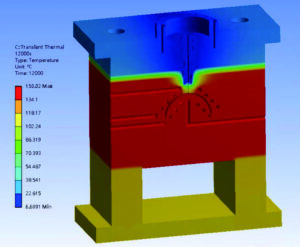
圖5:傳統油路模具溫度分佈 圖6:異型油路模具溫度分佈
圖7:成品熟化時間40 秒溫度分布
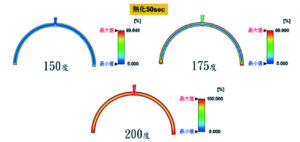
圖7:成品熟化時間40 秒溫度分布
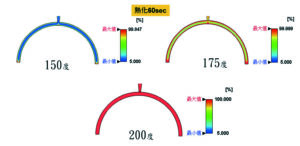
圖9:成品熟化時間60 秒溫度分布
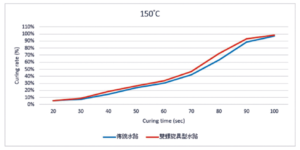
圖10:150℃轉化率曲線圖
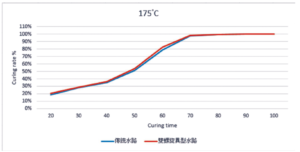
圖11:175℃轉化率曲線圖
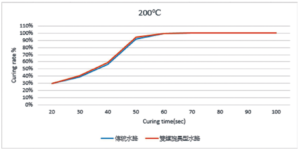
圖12:200℃轉化率曲線圖

表2:油管溫度150 度之溫度分佈
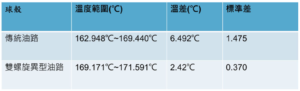
表3:油管溫度175 度之溫度分佈

表4:油管溫度200 度之溫度分佈

圖13:體積收縮率分布圖
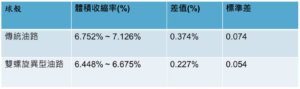
表5:油管溫度150 度之體積收縮率分佈
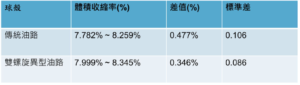
表6:油管溫度175 度之體積收縮率分佈
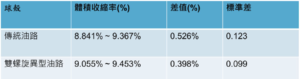
表7:油管溫度200 度之體積收縮率分佈
