

■清華大學 / 葉安洲 教授
前言
雷射選區重熔(Selective Laser Melting, SLM) 是當今最受矚目的3D 列印金屬製品技術之一,雷射會依據電腦3D 繪圖切層的平面圖樣掃描金屬粉床,一層接著一層的熔合完成最終的金屬製品,因此SLM 完全不需要使用模具,即可對應一般難以加工的金屬材料,成功製作幾何形狀複雜的物件。
SLM 所展現的優勢並不能取代傳統鑄造或是鍛造製程,針對既有設計的零組件,傳統製程在成本及速度目前還是比SLM 更有競爭力;SLM 的優勢是客製化且能讓新產品設計不再受限傳統製程,進而達到產品輕量化以及節省材料的效果。譬如奇異引擎公司已經展示可利用金屬3D 列印技術製作12 組新設計的發動機零組件,完全取代過去855 個部位零組件,由於新設計省略掉許多套件及螺絲螺帽,可讓發動機減重5%,整體效益達到單位油耗(Specific Fuel Consumption, SFC) 提升1% [1]。
反看發動機的發展史,過去單位油耗的提升主要是仰賴單晶渦輪葉片材料的耐熱度提升,此歷程大概是每15 年提高50 ° C,才能提升約1% 的SFC;相較之下,透過3D 列印落實新設計即可達到減重以提升等同比例之SFC,由此可見金屬3D 列印技術所帶來的效益是非常顯著。然而,3D 列印金屬材料的優勢不侷限於客製化及實現新產品設計,筆者在此分享雷射選區重熔3D 列印技術研究開發新型金屬材料之契機,內容包含三個案例,(1) 透過SLM 製程氣氛導入氧化物分散強化機制(oxide dispersion strengthening, ODS),大幅度提高傳統金屬材料的機械性質,(2) 添加異質成核劑於金屬粉末,改善SLM 材料晶粒織構性,利用晶界工程提升高溫潛變阻抗性質,(3) 利用SLM 製程快速冷卻的特性,開發新合金超越傳統超合金材料。許多關鍵工業產品都必須顧及「型」與「質」,「型」就是產品設計,「質」是材料;而讓新產品之「型」與「質」都能有所提升,才能將SLM 金屬3D 列印技術的優勢發揮到極致。
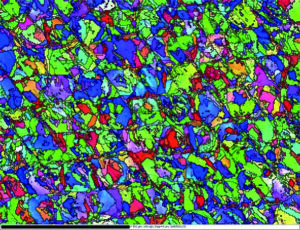
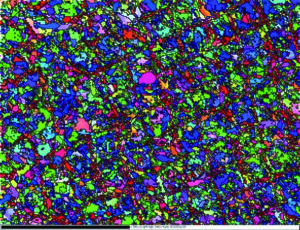
圖1:添加NbC 對於IN718 材料組織的影響,左圖為沒添加;右圖為添加5 wt% NbC
將傳統金屬材料轉變成ODS 強化金屬材料
不銹鋼17-4PH 是一種傳統金屬材料,常用於製作發動機內部的座體及支架零組件,其傳統製程包含鑄造及機加工程序,而17-4PH 不銹鋼主要的材料強化機制來自於麻田散鐵相以及富銅析出物。根據筆者先前的研究發現[2],當SLM 工作空間的氣氛維持在高純度氬氣及500 ppm 氧含量的情況下,由於17-4PH 的粉末成份含有錳(Mn) 和矽(Si),積層製造17-4PH 可以在3D 列印的過程產生奈米尺度Mn-Si 氧化物分散在材料微結構,造成非常明顯的強化效果,材料的室溫抗拉強度可以高達1478 MPa,相較於傳統鑄鍛製作17-4PH 的抗拉強度大約為1188MPa。傳統粉末冶金製作ODS 材料前,會預先將氧化物顆粒與金屬粉末混和再加壓燒結,此案例顯示SLM製程可提供新的方式製作ODS 材料,利用氣氛的控制來客製材料的性質。
透過異質成核劑的添加細化晶粒尺寸及改善
材料晶粒織構性
雷射選區重熔3D 列印是疊層加法製程,金屬粉層熔融凝固會偏底部方向將熱能給帶走,造成凝固溫度梯度,因此一般材料組織會呈現垂直方向晶粒的織構性,導致整體材料之機械性質展現異向性,不利於一般工程結構應用所需。
為了解決此問題,筆者嘗試在IN718 超合金粉末添加異質成核劑,包含碳化鎢(WC)[3]、碳化鈦(TiC)[4]、碳化鈮(NbC)[4]、鈷鋁氧化物(CoAl2O4)[5],結果發現在SLM 積層製造的過程,這些添加物因為熔點高於基底材質IN718,扮演凝固異質成核的角色,讓金屬凝固過程的晶粒較為細化(圖1),且晶粒方向分布不具有顯著的織構性,大幅度改善機械性質異向性的問題,提高結構應用的可行性。除此之外,異質成核劑的添加也可促成奈米級碳化物及氧化物的生成,讓晶界呈現鋸齒狀,譬如添加0.2 wt% CoAl2O4 讓IN718的潛變應變率在650 ° C/650 MPa 的條件下降低一半,潛變壽命提升30%。
新材料開發
雷射選區重熔3D 列印金屬材料的過程,由於凝固冷卻速率快(> 105 K.s-1),材料特徵包含大量的材料內應力及成分均勻,既使有發生組成過冷成份偏析現象,所生成之樹枝結構一般是次微米級的尺度。筆者利用此材料特徵,經過SLM 製程及後熱處理,大幅度提升高熵合金(Al0.2Co1.5CrFeNi1.5Ti0.3) 的機械性質[6],強度可以超越超合金材料IN718;均勻分布的內應力及次微米級的樹枝結構,在熱處理後能夠誘發均勻分布的層次強化結構(圖2 左邊圖例);反看傳統鑄鍛製程必須經過均質熱處理再進行時效析出,無法造就層次強化結構,若是未均質的狀態進行冷加工再進行時效熱處理,反而會讓材料組織不均勻而讓機械性質變差(圖2 右邊圖例)。利用SLM 材料特徵發展新材料已經是當今的研發趨勢,所以SLM 不再只是製作材料的工具,而是開發新材料的平臺。
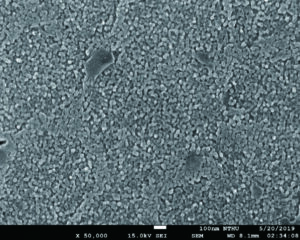
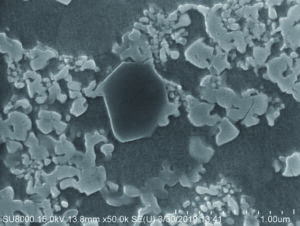
圖2:高熵合金(Al0.2Co1.5CrFeNi1.5Ti0.3) 的微結構,左圖為SLM 製程;右圖為傳統鑄鍛
總結
3D 列印金屬材料的優勢不侷限於客製化及實現新產品設計,筆者在此舉例3D 列印技術(SLM) 開發新型金屬材料之契機,包含ODS 材料、添加異質成核劑於金屬粉末、開發新材料如高熵合金。畢竟新產品之「型」與「質」都能有所提升,才能最大化金屬3D列印技術的優勢。■
參考文獻
[1].https://www.geaviation.com/press-release/business-generalaviation/ge-tests-additive-manufactureddemonstratorengine-0
[2].Tzu-Hou Hsu, Yao-Jen Chang, Cheng-Yao Huang, Hung-Wei Yen, Chih-Peng Chen, Kuo-Kuang Jen, An-Chou Yeh,“Microstructure and property of a selective laser meltingprocess induced oxide dispersion strengthened 17-4PH stainless steel”, Journal of Alloys and Compounds 803(2019/09), 30-41.
[3].I-Ting Ho, Yung-Ta Chen, An-Chou Yeh, Chih-Peng Chen, Kuo-Kuang Jen “Microstructure evolution induced by inoculants during the selective laser melting of IN718”, Additive Manufacturing 21 (2018/05), 465-471.
[4].Tzu-Hou Hsu, Kai-Chun Chang, Yao-Jen Chang, I-Ting Ho,Sammy Tin, Chen-Wei Li, Koji Kakehi, Chih-Peng Chen, Kuo-Kuang Jen, Ho-Yen Hsieh, An-Chou Yeh, “Effect of CarbideInoculants Additions in IN718 Fabricated by Selective Laser Melting Process”, Superalloys 2020 (2020) 982-989.
[5].I-Ting Ho, Tzu-Hou Hsu, Yao-Jen Chang, Chen-Wei Li, Kai-Chun Chang, Sammy Tin, Koji Kakehi, An-Chou Yeh, “Effects of CoAl2O4 inoculants on microstructure and mechanical properties of IN718 processed by selective laser melting”,Additive Manufacturing 35 (2020/10), (101328).
[6].Wei-Chih Lin, Yao-Jen Chang, Tzu-Hou Hsu, Stéphane Gorsse,Fei Sun, Tadashi Furuhara, An-Chou Yeh, “Microstructure andtensile property of a precipitation strengthened high entropy alloy processed by selective laser melting and post heattreatment”, Additive Manufacturing 36 (2020/12), (101601).
