

■達爾文牙技所 / 莊政洲 & 莊佳欣 & 蘇雅微
前言
隨著牙科數位化時代的來臨,其應用範圍也拓展到了活動義⿒支架。傳統的製程是由脫蠟鑄造的方式,逐漸轉變為數位製作模式。透過CAD/CAM 軟體直接設計製作活動義齒⽀架,或是三維列印(3D printing) 的方式完成最終的成品,進⽽提⾼製程效率與精準度。
製作流程
本篇報告整理了幾種不同數位化製程,從中分析其時間與成本之差異,進⽽找出較適當之製程,藉此追求更高效率與品質。先修整好石膏模型或是口掃機的掃描檔案,使用掃描機與設計軟體(3 Shape Dental System) 依以下步驟設計出活動假牙牙架(framework) 的數位檔: 設定置入途徑(surveying)、填補倒凹(blockout)、修正蠟型倒凹(wax trimming)、緩壓設計(retention grids)、設計主連接體(major connector)、鉤子(clasp)、槓(bar)、與樹脂交界的完成線(finishing line)、細雕型態(sculpt RPD)、添加stopper (add tissue stop)、完成設計(finish design)。以此設計好的stl 數位檔為基礎,進行四種不同製程的生產,分別為「銑削(CAM)64 鈦金屬料盤(disc)」、「雷射列印(SLM) 64 鈦金屬粉末」、「銑削(CAM) 蠟塊再包埋鑄造鈷鉻金屬」、「列印(DLP) 光固化蠟型再鑄造鈷鉻金屬」,並比較其優缺點。
加工設備
銑削64 鈦金屬和蠟塊的加工機(CAM) 是Xtcera 的XMill-600 正五軸加工機+98mm 圓盤夾具;列印64鈦金屬的列印機(SLM) 則是漢邦科技的HBD-150;列印蠟型的3D 列印機臺(DLP) 為黑格科技的A2D 與其搭配的375nm 波長的光固化漿料。
結果比較
銑削(CAM) 64 鈦金屬料盤(如圖1)優點:原子鍵結強、精準性高、變形度低、材料有選擇性、組織面較為平滑、省人工。
缺點:成本高,倒凹部分難以突破機器限制而銑削不完整,機臺、刀具等費用高,花費時間多,銑一床牙架約需4 小時,排版操作人員須經訓練並累積經驗。
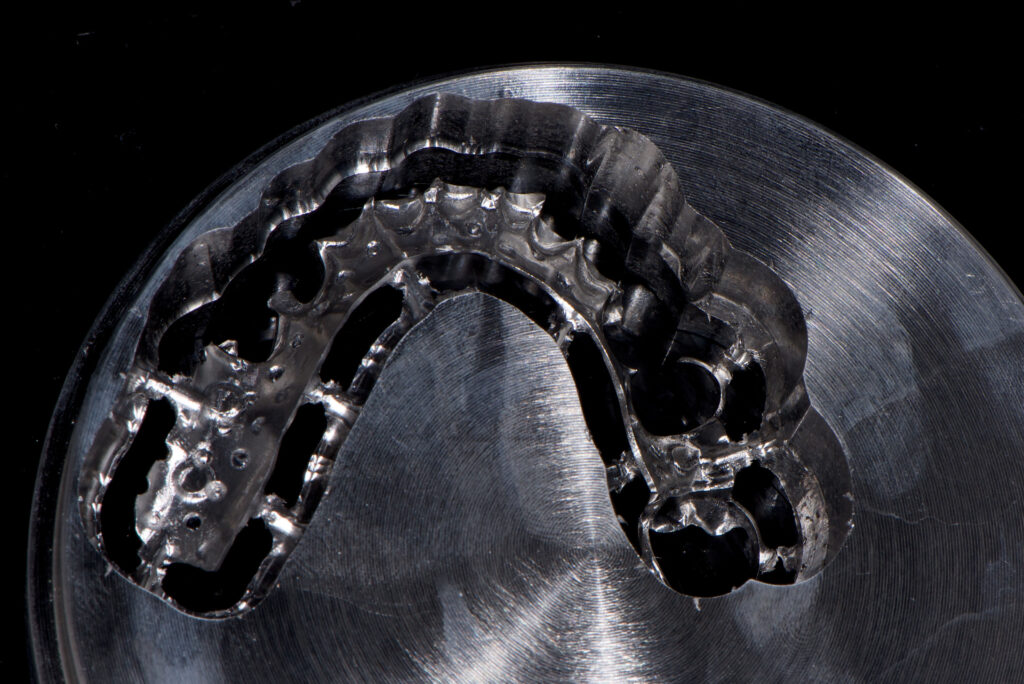

圖1:銑削64 鈦金屬料盤
雷射(SLM) 列印64 鈦金屬粉末(如圖2)
優點:因自由度較高,可產出不同的設計或更複雜的形狀,體積小的設計會需要維持一定厚度,列印速度快,產生廢料較少,最省人工。完成精準度高。缺點:成本最高,支撐擺放位置無法避開重要部位,去除支撐費時,金屬後固化及酸洗清潔較麻煩。
銑削(CAM) 蠟塊再鑄造鈷鉻金屬(如圖3)
優點:經濟,不需經過後固化處理,減少輕微變形的可能性,節省去除大量支撐的時間。
缺點:須額外加上支撐來避免鑄造時的微量變形,蠟塊銑削時間長,且加上鑄造,整體流程費時更長,倒凹部分難以突破機器限制而銑削不完整,材料相對強度較低,若產生鑄巢等鑄造常見問題,導致容易變形或斷裂。
DLP 列印光固化漿料蠟再鑄造鈷鉻金屬(如圖4)
優點:最經濟,自由度高,可產出不同設計或更複雜的形狀,列印速度快,產生廢料少,花費金額少。
缺點:須額外加上支撐來避免鑄造時的微量變形,增加了鑄造後切除支撐時的工作量。鑄造時光固化蠟型難以完全燃燒是最大的困難點,燃燒後較難流出且留下殘渣無法排出,造成鑄造不完整,同樣也有鑄巢等鑄造常見問題。
結論
數位化是現在的趨勢,考慮到各牙技所的設備、人員工作內容設定不同,實際應用上恐怕沒有所謂最好的製程,只有最適合的製程。因為每種製程所花費的時間、⼈力與材料成本皆相互影響,所以在選擇製程時,需清楚暸解不同製程的特點,搭配自身工作場所最方便的模式,⽅能以最合適的製程去最大化的滿⾜醫師與病患之需求,利用數位化製程達到提升效率與提高品質的結果。臺灣牙技所規模較小,絕大部分牙技所沒有能力購買SLM 的金屬3D 列印設備,若以規模經濟而言,相信此製作方式將成為未來5 年後活動假牙牙架製作的主流。也期望在牙科數位化的路程上,能漸漸發展出更有效率、更經濟實惠的材料與製程,讓牙技師的製作過程更便利快速又省力,也讓醫師和患者在臨床端能有更好的裝戴體驗。■

 圖2:雷射列印64 鈦金屬粉末
圖2:雷射列印64 鈦金屬粉末
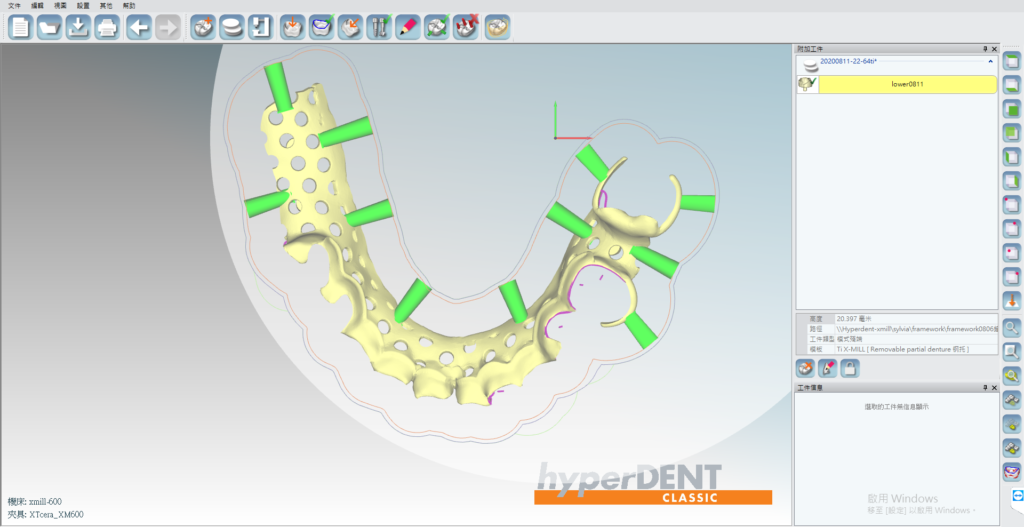
 圖3:銑削蠟塊再鑄造鈷鉻金屬
圖3:銑削蠟塊再鑄造鈷鉻金屬

 圖4:列印光固化漿料蠟再鑄造鈷鉻金屬
圖4:列印光固化漿料蠟再鑄造鈷鉻金屬
